
伺服电子凸轮在切纸机切纸辊上的应用
2017-04-07 09:36马文明赵金国
中国造纸 2017年2期
马文明 武 坤 杨 娜 赵金国
(西京学院,陕西西安,710123)
·切纸辊·
伺服电子凸轮在切纸机切纸辊上的应用
马文明 武 坤 杨 娜 赵金国
(西京学院,陕西西安,710123)
针对切纸机切纸精度低的问题,设计了送纸辊以变频调速控制,在送纸辊后面安装能够准确测量纸张速度的测速轮,将测得纸张的线速度作为伺服控制的主轴速度输送到伺服驱动器,伺服驱动器选择伺服电子凸轮控制的方式驱动切纸辊的运行,使得切纸精度和稳定性得到提升,经过现场调试和长期运行可以将切纸精度控制在±0.5 mm以内。
切纸机;切纸精度;电子凸轮
通过对整个切纸机生产线的机械结构、剪切工艺和工作原理的分析[1-3]得出,切纸机控制系统设计的关键点是如何使送纸辊和切纸辊的速度保持同步。
通过查阅文献[4-5]可知,变频调速控制切纸辊电机不能满足切纸机所切纸张的高精度要求,而伺服控制可以满足需要的位置跟随性能,能够很好地提高切纸机对纸张的剪切精度,所以根据切纸精度的要求,使用汇川伺服驱动器内的电子凸轮进行速度跟随控制,在送纸辊后面安装能够准确测量纸张速度的测速轮,将其测量的纸张速度作为主轴速度输入到伺服驱动器中,汇川伺服驱动器根据切长和纸张速度等数据计算得出电子凸轮曲线,驱动伺服电机对纸张速度进行实时跟随,伺服电机的编码器向驱动器反馈脉冲数,驱动器对电机输出轴的位置进行修正。
1 切纸机的硬件结构设计
对送纸辊进行速度控制,用西门子MM440变频器和安装在送纸辊电机轴端的旋转编码器构成一个速度闭环控制系统,如图1所示。通过触摸屏将设定的初始速度通过PLC传递给变频器,变频器驱动送纸辊电机工作,同时安装在送纸辊电机上的旋转编码器检测到送纸辊速度,并反馈到变频器,变频器对速度进行调节,然后输出控制电机运转,从而使送纸辊相对稳定地运行。对送纸辊采取变频调速控制,允许它的速度有波动和偏差,在后面切纸辊的伺服随动控制中,将会消除这种误差。
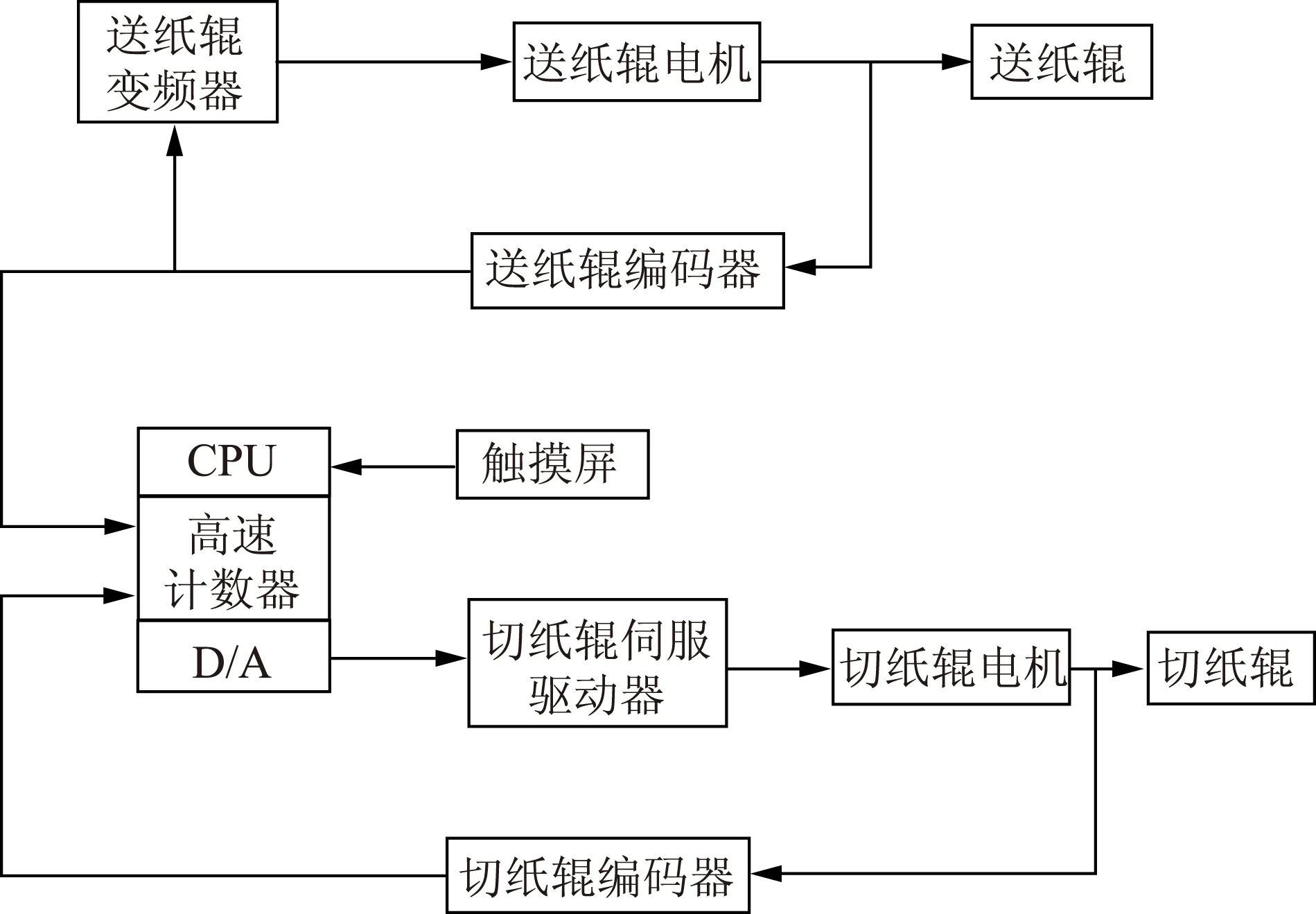
图1 送纸辊与切纸辊速度控制结构图
用PLC作为运动控制的核心来控制送纸辊的变频器和切纸辊的伺服驱动器,把送纸辊的速度作为整个控制系统的主轴由变频器控制,切纸辊的速度作为控制系统的从轴由伺服驱动器来控制,安装在送纸辊电机轴端的旋转编码器采集到送纸辊的速度或位置信
号,然后输送到控制中心PLC内部的高速计数器中,经过一系列计算得到速度数据,用它作为PID的输入参数,经PLC变化成电压或电流信号去控制各电机的驱动。

图3 电子凸轮的主体结构图
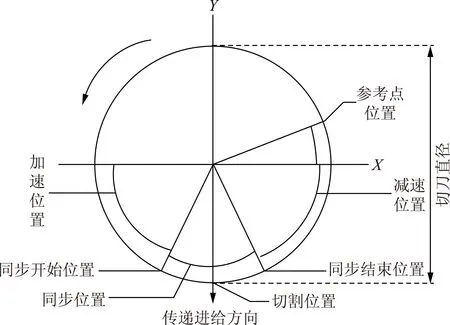
图2 切纸辊伺服运行示意图
切纸辊在工作时,如图2所示,在切纸辊的周长上划分为同步区域和异步区域,设置了加速位置、同步起始位置、切割位置、同步结束位置、参考点位置,这些都是根据纸幅线速度v和切长L等由伺服驱动器的CPU计算的结果,在汇川伺服驱动器内生成CAM曲线。切纸辊伺服电机按照伺服驱动器内生成的CAM曲线运转,保证了切割速度同步和切纸长度的精度。
2 切纸机的参数设计及要求
(1)设计车速:最高车速180 m/min,工作车速65~180 m/min。
(2)切纸宽度:纸幅最宽2400 mm。
(3)切纸长度:纸幅长度700~1300 mm。
(4)减速比:送纸辊19.2,切纸辊9.25。
(5)辊径大小:送纸辊直径400 mm,切纸辊直径500 mm。
(6)误差要求:小于±0.5 mm。
有一次,他们在床上打闹起来,她被他哈痒笑得无法停止。那气氛是那样的融洽,她感觉到在他身边的幸福。可是当她开玩笑的问起来他怎样设计出那些美妙的女士内裤时,他反问她:你觉得呢?
(7)供电方式:交流供电。
(8)传动形式:交流变频和伺服。
(9)操作方式:触摸屏、辅助按钮。
3 电子凸轮的具体实现
3.1 电子凸轮的模式选择
汇川的电子凸轮分3种:旋切/飞剪、追剪、通用。前两种凸轮是两类特殊运动方式的集合,为电子凸轮的一个子集,为了方便使用才单独设立这两种模式。通用凸轮模式是一种非规则曲线的设计模式。针对3种模式汇川提供了可交互式图形界面来设计,用户根据需要在图形中进行相关设置即可满足使用要求[7]。本课题选用电子凸轮追剪功能来对切纸辊进行位置实时跟随控制,如图3所示。

表1 位置模式的参数设置
3.2 电子凸轮的参数设置
使用伺服驱动器的位置控制模式,主要参数如表1所示。H0500主位置指令A的来源为“凸轮给定”,切纸辊的直径为500 mm,减速机的减速比是9.25,裁刀传动比分子/裁刀传动比分母的比值和减速机的减速比近似相等,但是要在现场根据切纸辊的运行情况进行修正。
3.3 电子凸轮的参数设置步骤
(1)根据图3设置通用参数。
(2)H0500=4(横切凸轮),H0501和H0515为脉冲口和脉冲形态,H1305=0(不仿真),H1300=2(追剪)。
(3)设置上述追剪参数。
(4)设置DIDO功能。
(5)启动伺服使能。
(6)启动凸轮使能。
3.4 电子凸轮的后台设置
打开电子凸轮后台如图4所示,在电子凸轮(E)中选择“追剪”。设置区可对所涉及的参数进行设置,设置后在图形显示区自动显示从轴速度和位置。状态显示部分根据驱动器的实际设置来显示当前DIDO的状态。
4 切纸机现场调试及误差分析
在保定某纸厂生产现场调试过的伺服驱动器的参数如表2所示。
根据参数H1301、H1303可以计算出测速轮编码器一个脉冲对应的长度为L1=251.327 mm/2500≈0.1 mm。
根据参数H1400、H1402、H1403、H0031可知,切纸辊转一圈,切刀运行的线距离为1570.796 mm,此时伺服电机轴转9.25圈,再加上编码器4倍频的脉冲串形态,电机编码器输出脉冲数Encoder2=2500 p×9.25×4=92500 p。那么,切纸辊转一圈运行的距离与电机反馈输出脉冲数之间的关系为e2=1570.796 mm/92500 p=0.0170 mm/p。
已知伺服系统中位于伺服电动机内部的差分式编码器的误差为±1个脉冲,即电机运行一圈,伺服驱动器从电机编码器中的脉冲数会增加或者减少一个。在切纸过程中,切纸辊每切一次纸转动一圈,电机转动9.25圈,伺服驱动器接收到的脉冲数误差最多为±9.25个,9.25个脉冲对应的距离为±0.0170 mm×9.25=±0.1571 mm,即系统的最大切纸理论误差应该为±0.1571 mm,经过现场调试和运行,可以将切纸精度控制在±0.5 mm以内,完全满足生产要求。

图4 电子凸轮的后台设置
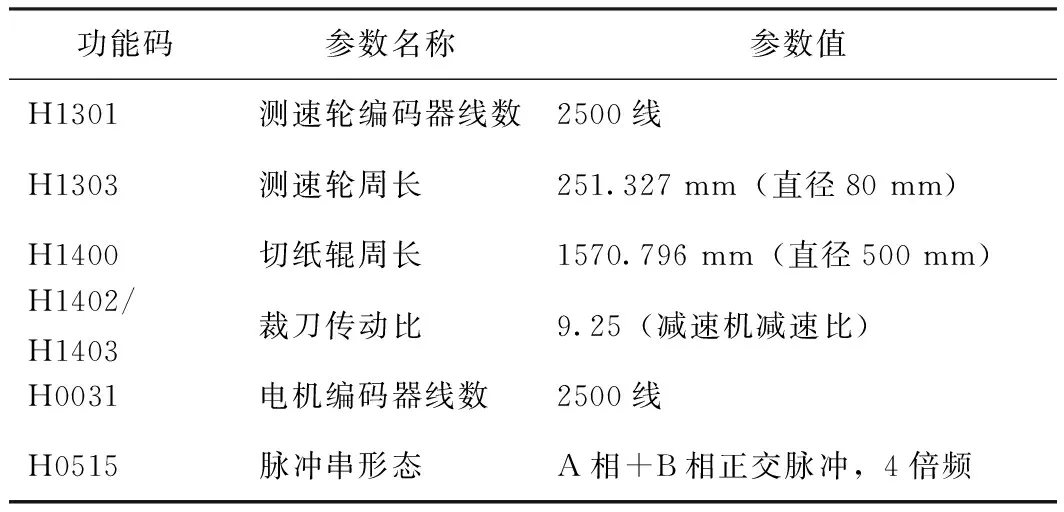
表2 现场的参数设置
5 结 语
本设计通过对切纸机的送纸辊采取速度变频控制,切纸辊采取伺服电子凸轮控制方式,使得切纸机的可靠性、控制精度、稳定性等得到了提高,可以将切纸精度控制在±0.5 mm以内,且降低了生产成本,得到纸厂的认可。
[1] ZHANG Chu-qing. The Control System of High Speed Cutter[J]. China Pulp & Paper, 2005, 24(11): 71.
张楚清. 高速切纸机的控制系统介绍[J]. 中国造纸, 2005, 24(11): 71.
[2] Cao Ying-xi. The design of the transmission system of the paper cutter[J]. Machinery & Electronics, 2010, 27 (5): 110. 曹应玺. 切纸机传动系统设计[J]. 机械与电子, 2010, 27(5): 110.
[3] Gao Yan-li, Zhang Hai-ying, Liu Ling-shun. The design of double cutter control system based on PLC[J]. Machinery & Electronics, 2011(4): 41. 高艳丽, 张海鹰, 刘陵顺. 基于PLC的双刀切纸机控制系统设计[J]. 机械与电子, 2011(4): 41.
[4] Meng Yan-jing, Ma Wen-ming. Cutter speed and servo control mixing[J]. Paper Science & Technology, 2015, 34(1): 82. 孟彦京, 马文明. 切纸机的速度与伺服混合控制[J].造纸科学与技术, 2015, 34(1): 82.
[5] WU Ze-ming. How to Keep the Cutting Precision of the Cutter[J]. China Pulp & Paper, 2013, 32(11): 51. 吴泽明. 如何保持切纸机的裁切精度[J]. 中国造纸, 2013, 32(11): 51.
[6] Shenzhen inovance technology Limited by Share Ltd. IS560 servo driver user manual [S]. 2010. 深圳市汇川技术股份有限公司. IS560伺服驱动器用户手册[S]. 2010.
[7] Shenzhen Huichuan technology Limited by Share Ltd.Cam and synchronous control[S].2010.深圳市汇川技术股份有限公司.凸轮及同步控制说明[S].2010.
(责任编辑:董凤霞)
Application of Servo Electronic Cam in Paper Cutter Roll
MA Wen-ming*WU Kun YANG Na ZHAO Jin-guo
(XijingUniversity,Xi’an,ShaanxiProvince, 710123)*E-mail: 987746606@qq.com)
In this paper, aiming at the problem of low cutting accuracy of paper cutter, variable frequency speed control was applied in paper feeding roller, a speed measuring wheel which was capable of accurately measuring the speed of the paper web was installed behind the paper feeding roller, the measured web linear speed as the spindle servo control conveying to the servo driver, the latter selected electronic cam to drive roller cutting operation, the cutting accuracy and stability have been further improved, through on-site commissioning and long-term operation the cutting accuracy could be controlled within ±0.5 mm.
paper cutter; cutting accuracy; electronic cam
2016- 10- 31(修改稿)
西京学院科研基金项目(XJ150213)。
马文明先生,硕士,助教;研究方向:电力电子与电力传动,电机控制与变频调速。
TS735
A
10.11980/j.issn.0254- 508X.2017.02.010
猜你喜欢
科学技术创新(2022年24期)2022-08-06
装备制造技术(2022年2期)2022-06-04
包装与食品机械(2021年6期)2022-01-18
纺织服装周刊(2020年3期)2020-02-24
英才(2019年11期)2019-12-27
制造技术与机床(2019年8期)2019-09-03
英才(2019年12期)2019-02-18
科技视界(2018年21期)2018-12-10
纺织机械(2016年9期)2016-10-14
科技资讯(2016年5期)2016-08-13
