
镀铬工具锈蚀与应对方法
2017-05-12 02:15蒋青谷
装备制造技术 2017年3期
蒋青谷
(桂林广陆数字测控有限公司,广西桂林541004)
镀铬工具锈蚀与应对方法
蒋青谷
(桂林广陆数字测控有限公司,广西桂林541004)
铬是一种略带蓝色的银白色金属,在空气中,铬很容易氧化而生成一层很薄的致密氧化膜。这层膜有很好的机械强度,并且透明,使金属铬能长时间保持光泽。铬的化学稳定性较好,很多酸对它不起作用,且具有硬度高、耐磨、反光性能好的特征,这是许多金属不能与之相比的,所以镀铬工艺被广泛地应用在工业产品和日用产品的装饰及保护等方面。但镀铬工艺有其固有的特性,镀铬层存在细微孔隙和裂纹,不能起到对基体材料的绝对保护作用,针对镀铬工具发生锈蚀及铬层脱落等问题进行研究分析,并提出应对的工艺方法和措施,确保镀铬层对工具的有效保护。
镀铬;锈蚀;方法
铬是一种略带蓝色的银白色金属,在空气中,铬很容易氧化而生成一层很薄的致密氧化膜。这层膜有很好的机械强度,并且透明,使金属铬能长时间保持光泽。铬的化学稳定性较好,很多酸对它不起作用,且具有硬度高、耐磨、反光性能好的特征[1],这是许多金属不能与之相比的,所以镀铬工艺被广泛地应用在工业产品和日用产品的装饰及保护等方面。但镀铬工艺有其固有的特性,镀铬层存在细微孔隙和裂纹,不能起到对基体材料的绝对保护作用,本文针对镀铬工具发生锈蚀及铬层脱落等问题进行研究分析,并提出应对的工艺方法和措施,确保镀铬层对工具的有效保护。
1 镀铬工具锈蚀的原因分析
首先从镀铬层的固有特性分析,镀铬层的固有特性是存在细微孔隙和裂纹,铬镀层遇到潮湿天气中的水分或使用中接触到的水及腐蚀性液体即会通过铬层孔隙渗到基体金属表面,使铬、铁形成局部微电池,从而形成电化学腐蚀或直接腐蚀[2],腐蚀产物即是铁锈,铁锈通过铬层的孔隙或裂纹溢出表面,形成锈点,随着时间的延续,腐蚀会沿基体金属的侧向扩展,结果遍及整个工件表面,严重的则造成表面缺陷处的铬层剥落,如图1所示。
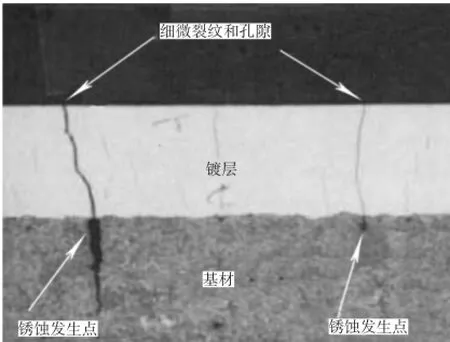
图1 镀铬层细微裂纹和孔隙特性及其锈蚀图片
2 镀层锈蚀形式
对发生锈蚀工具分析研究发现锈蚀情况主要有下列形式:
2.1 麻点状锈蚀
这类锈蚀多是镀铬工艺本身形成的细微孔隙处首先发生腐蚀所致。细微孔隙其直径一般直径小的仅0.02~0.03 mm,大的可达0.4~0.5 mm,其分布密度高。通常镀硬铬要避免这类细微孔隙是比较困难的,但如果能将细微孔隙的尺寸、数量、分布密度限制在一定的范围内,则对镀铬件的耐蚀性有很大的帮助[3]。
一般规定细微孔隙的尺寸不得大于0.2 mm,每100 mm长度上针孔的数目不得超过五个,并且相邻两针孔的间距不得小于10 mm[3].镀铬麻点状锈蚀发生及扩散图如图2所示。
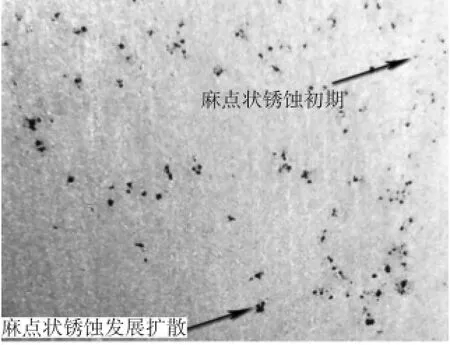
图2 镀铬麻点状锈蚀发生及扩散图
2.2 网状或线状锈蚀
这类锈蚀多是镀铬工艺本身形成的细微裂纹处首先发生腐蚀所致。如果工件在镀铬前表面加工时形成了较大的表面残余张应力,或镀铬时工艺参数控制不当,则镀层内的残余张应力会相当大,甚至超过铬层材料的断裂强度极限,形成细微裂缝。这种裂缝的形状可以是网状的,也可能是十字分叉线状的,这种细微裂纹很容易导致镀铬件的锈蚀[3]。镀铬网状或线状锈蚀发生及扩散图如图3所示。

图3 镀铬网状或线状锈蚀发生及扩散图
3 提高镀铬工具耐锈蚀性能的应对方法
3.1 镀前处理
(1)镀前工具表面的粗糙度值尽可能小,最好能达到Ra0.4~0.2 μm[2],并且表面不得有任何划痕、擦伤,同时应尽量用小的精加工进刀量,以便降低表面机械加工的残余张应力,有助于防止镀铬层开裂。
(2)镀铬面的边缘锐边、锐角必须倒钝。
(3)镀铬面范围内有孔眼的最好先将孔眼堵塞住,防止出现孔边缘镀层薄或无镀层现象[2]。
(4)加强对工具镀铬面去油及去钝化膜处理,提高镀层结合力。
3.2 镀铬工艺
(1)只有当铬层无孔隙或裂纹时,镀层才具有较高的防腐蚀能力。为了提高铬层的防腐蚀能力,采用复合镀铬工艺,对工具基体金属处先镀一层低硬度的无孔铬;然后再镀一层硬铬,该外层硬铬尽管仍可能有孔隙或细微裂缝存在,但无法穿透底层铬深及基体金属,这样复合镀铬工具既耐腐蚀又耐磨。
(2)工具进镀槽后,先进行阳极处理,使受镀表面活化。并且镀硬铬时,电流密度要从零开始逐渐增大到工艺值,以免铬层内产生过大的内应力,影响铬层间的结合强度。
(3)镀前对工具施加冲击电流及工具预热也能提高铬层结合力。冲击电流为正常电流的两倍左右,时间一般在1~2 min[2].
3.3 镀后处理
(1)镀后需进行精加工的工具,设计工艺余量尽可能小些,最好能控制0.02~0.04 mm(单边),这样能有效防止镀层因为机械加工导致裂纹产生。
(2)要对镀后工具及时进行除氢处理可减小铬层脆性,防止裂纹产生,同时保证结合力。应视基体金属材料的不同来确定温度,一般放入温度为200~350℃烘箱,保温除氢2~3 h,以避免发生铬层氢脆裂纹产生和工具氢脆裂纹[1]。
(3)电镀后,对除氢结束的工具,在下工序加工前及时进行镀铬面封闭剂封闭处理。镀铬封闭剂能有效地把镀铬层固有的细微孔隙和裂纹填充起来,隔绝了基体金属与空气中水汽、水分和腐蚀液体的接触,防止了腐蚀发生。封闭剂本身有良好抗腐蚀性和高附着力,干燥后形成透明光亮膜层,对装饰性镀层表面光亮度提高1~2个等级,色泽经久不衰。
4 产品镀铬防腐质量检查
对走序完成的成品镀铬面进行防腐性能检查,抽检一些工具对镀铬面进行盐雾测试,用盐雾测试机参数:室温35°±2°,氯化钠溶液PH值6.5~7.2,喷雾的量控制为80 cm2,每小时的沉降量为1~2 ml,时间为8 h不起红锈为合格[1]。
5 结束语
工具电镀后能获得较好的防护效果和装饰效果,但镀铬层的固有特性是存在显微孔隙和裂纹,不能起到对工具的绝对保护,实践生产运用对比说明:合适的电镀前处理工艺、电镀中工艺及电镀后处理措施,能使镀层获得更好的附着力、耐锈蚀性能等防护效果。
参考文献:
[1]陈亚.现代实用电镀技术[M].北京:国防工业出版社,2003.
[2]胡如南,陈松褀.实用镀铬技术[M].北京:国防工业出版社,2005
[3]张益方.镀铬活塞杆的锈蚀及其对策[J].上海第二工业大学学报,1999(1):1-64.
The Method and Measures About the Chromium Plating Tool Corrosion Process
JIANG Qing-gu
(Guilin Guanglu Measuring Instrument Co.,Ltd.,Guilin Guangxi 541004,China)
The chromium is a kinds of slightly blue and silvery white metal,in the air,the chromium generate a very thin layer of dense oxide film easily.The oxide film has good mechanical strength,and transparent,make metal chromium can keep luster long.The chromium chemical stability is good,a lot of acid on it doesn’t work,and has high hardness,wear resistance and good property of reflective characteristics,many metals can not be compared with it,so the chromium plating technology is widely used in the decoration and protection of industrial products and daily products,etc.But the chromium plating technology has its inherent characteristics,the chromium plating layer has microscopic pore and crack,cannot protect the base material absolute effect.The purpose of this article is to study of chromium plating tool produce such as corrosion and chromium layer falls off problem,and put forward process method and measures,to ensure that the chromium plating layer effective protection the tools.
chromium plating;corrosion;method
TG178
A
1672-545X(2017)03-0111-03
2016-12-13
蒋青谷(1977-),男,广西桂林灵川人,工程师,技术中心副主任,研究方向为测量技术及其工艺、机电产品研发与设计。
猜你喜欢
湘潮(上半月)(2022年6期)2022-12-06
广州化工(2022年20期)2022-12-01
金属热处理(2022年10期)2022-10-25
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
表面工程与再制造(2021年1期)2021-08-06
中国材料进展(2019年5期)2019-07-20
表面工程与再制造(2016年4期)2016-11-10
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
