基于PLC控制机械手基本设计
2017-05-23 15:24徐海洋
中文信息 2017年4期
徐海洋
摘 要:本文结合机械手的工作过程原理和控制要求,设计了基于PLC控制的机械手,重点介绍了控制系统的设计思路、PLC的选择以及PLC程序设计。
关键词:可编程控制器(PLC) 机械手 控制
中图分类号:TH11 文獻标识码:A 文章编号:1003-9082 (2017) 04-0224-02
一、机械手的工作过程及控制要求
1.机械手的基本结构
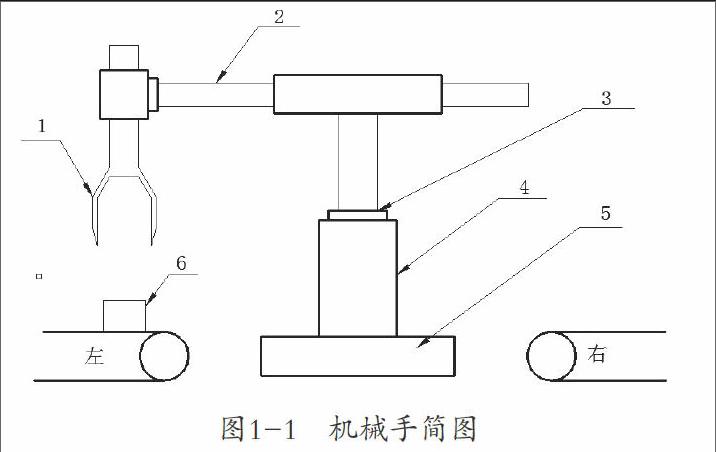
机械手是一个水平、垂直运动的机械设备,有上升、下降运动,左移、右移运动和夹紧、放松动作和位置控制。本设计中的机械手采用上下升降加平面转动式结构,机械手的动作由气动缸驱动,气动缸由相应的电磁阀来控制,电磁阀由PLC控制驱动执行元件完成,能十分方便的嵌入到各类工业生产线中。图1-1为机械手简图,其中 1-执行气爪,2-水平伸缩气缸,3-旋转轴,4-竖直气缸,5-底座,6-工件。
机械手的基本结构由感知部分、控制部分、主机部分和执行部分四个方面组成。采集感知信号及控制信号均由气动缸驱动。主机部分采用了标准型材辅以模块化的装配形式,使得气动机械手能拓展成系列化、标准化的产品。由于采用了模块化拼装结构,可组成立柱型气动机械手、门架型气动机械手及滑块型气动机械手,及其它各种类型的机械手。气动机械手具有三个自由度,即水平(Z)方向自由度、垂直(Y)方向自由度和旋转自由度,并可以采用多种灵活的控制方案。
2.机械手的控制要求
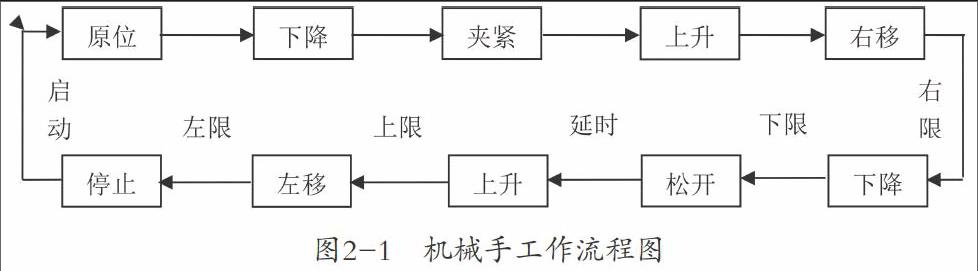
根据要求:机械手初始位置在原点位置,每次循环动作都从原点位置开始,完成上升、下降运动,左移、右移运动和夹紧、放松动作和位置控制,并能实现手动操作和自动操作方式。当机械手在原点位置下启动按钮,系统启动,左传送带运转。当光电开关检测到物品后,左传送带停止运行。根据分析可得出机械手的工作流程图,如图2-1所示。
机械手的操作方式分为手动操作和自动操作,自动操作又分为单周期操作和连续操作方式。
2.1 机械手的自动运行:
① 下降:② 加紧工件:③ 上升: ④ 右移: ⑤ 下降:⑥ 放松工件:⑦ 上升: ⑧ 左移:⑨ 回到原位又开始新的工作循环周期。
2.2 机械手的手动运行
手动运行是指机械手的上升、下降、左移、右移及夹紧操作通过对应的手动操作按钮控制,与操作顺序无关。
二、机械手PLC控制的设计
1.设计思路
考虑到机械手的通用性,同时使用点位控制,因此我们采用可编程序控制器(PLC)对机械手进行控制。当机械手的动作流程改变时,只需改变PLC程序即可实现,非常方便快捷。
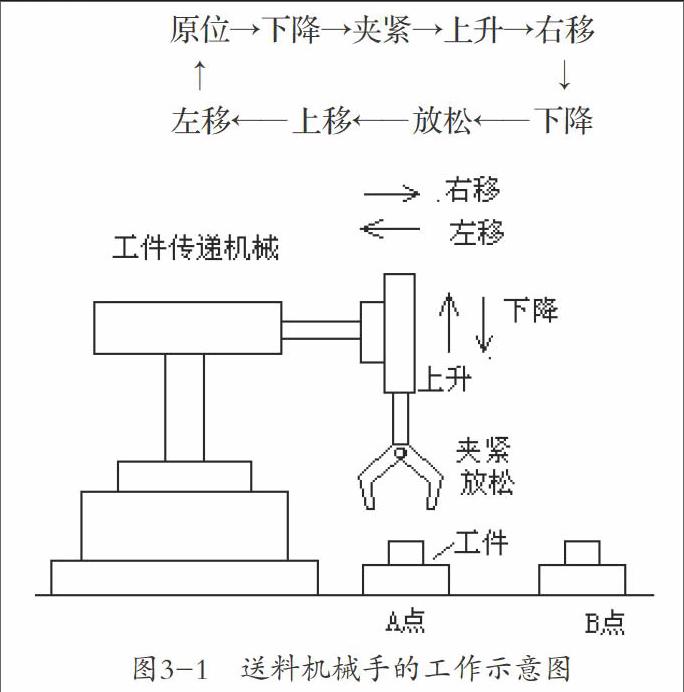
送料机械手的动作示意图如图3-1 所示。启动控制有2种,1个由启动开关安装在现场,1个由通过组态王软件控制。在控制面板上,安装一个档位开关,分手动和自动两大档位,手动挡包括调试和回原位两档,自动挡分单步、半自动和全自动三档,要求自动挡的操作必须在回原位的基础上才能进行。
2.PLC的选择
该机械手的控制为纯开关量控制,且所要的I/O点数不多,因此选择一般小型抵挡机即可。由于所要的I/O点数为15/6点,考虑到机械手操作的工艺固定,PLC的I/O点基本上可不留裕量。
由于不同记性的PLC,其I/O点的编号不同,因此应根据所选择的机型,对PLC的I/O点分配编号。如图所示的编号。
3.PLC程序设计
为了便于编程,先绘制出整个控制程序的结构框图,如图3-1所示。
在该结构框图中,当操作方式选择开关置于“手动”时,输入点X407接通,其输入继电器常闭接点断开,执行手动操作程序。
由于手动程序和自动程序采用了跳转指令,因此在着两个程序段可以采用同样的一套输出继电器。
用移位器编程:由于自动操作的控制比较,不容易直接设计出梯形图,因此可以先画出自动的操作流程图,用以表明动作的顺序和条件,如图3-2。
图3-2中,矩形方框代表完成某一动作的控制程序,方框之间的箭头线用以表示程序的转换,箭头线上的小横线用以表示转换的条件。
当机械手处于原点时,压下上限位开关和左限开关,输入点X402和X404接通,产生原点指示输出。
根据自动操作的流程图,就可以设计自动操作的梯形图如图3-3所示。
梯形图的控制原理:
3.1连续及单周期操作
在连续及单周期操作方式下,单步输入点X410断开,输入继电器X410常闭接点闭合,将位移寄存器的位移输入直接接入输入端。
当机械手处于原点时,压下上限位开关和左限位开关,输入点X402和X404接通,Y435接通,原点指示灯亮。
① 按下起动按钮,M120接通并自保,移位器数据输入端接通,M100置“1”,Y430接通,下降电磁阀得电,机械手下降。
② 下降到底碰到下限位开关时,输入继电器X401接通,Y430断开,下降停止,同时产生移位信号,将M100的“1”态移到M101。M101的常开接点将Y431接通,夹紧电磁阀的电,机械手夹紧工件,T450开始计时。同时,M101的常闭接点将移位寄存器数据输入端断开,使M100置“0”。
③T450延3s后,其常开接点闭合,产生移位信号,将M102置“1”,M101置“0”。M102的常开接点将Y432接通,上升电磁阀得电,机械手上升。同时,M102的常闭接点将移位寄存器数据输入端断开。
④上升到顶碰到上限位开关时,输入继电器X402接通,Y432断开,上升停止,同时产生移位信号,将M103置“1”,M102置“0”,M103的常开接点将Y433接通,右移电磁阀得电,机械手右移。同时,M103的常闭接点将移位寄存器数据输入端断开。
⑤ 右移到位碰到右限位开关时,输入继电器X402接通,Y432断开,右移停止,同时产生移位信号,将M104置“1”,M103置“0”。M104的常开接点闭合,若此时右工作台无工件,则光电开关因露光而导通,其常开接点使输入继电器X405接通,Y430再次接通,机械手下降。同时,M104的常闭接点将移位寄存器数据输入端断开。若右工作台有工件,则光电开关因遮光面断开,X405断开,Y430不能接通,机械手暂停等待。
3.2设计小结
机械手采用PLC控制技术后,操控简便,系统线路简单,系统运行稳定,大大提高了系统的自动化程度,提高了控制系统的可靠性,同时还能根据不同用户的需求对其功能进行扩展,提高了工作效率及检测准确性。
参考文献
[1]李壮云.液压元件与系统.北京:机械工业出版社,2005.
[2]张玉芝.PLC在机械手控制系统中的应用[J].山东纺织经济,2005
[3]范金玲.基于PLC的气动机械手控制系统设计[J].液压与气动,2010
[4]李怀智.试析PLC自动化控制系统的优化设计[J].中国新技术新产品,2011
猜你喜欢
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年28期)2016-10-14
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
河南科技(2014年11期)2014-02-27