富氩二氧化碳气体保护焊在制冷承压设备焊接生产中的应用
2017-05-30 10:48高云
现代盐化工 2017年6期
高云
摘要:文章采用Ar+CO2混合气体保护焊焊接Q235-A和16MnR钢,焊接接头拉伸、冷弯性能均不低于母材,与C02焊接时相似,而焊缝冲击韧性却明显优于C02焊接,尤其是对于Q235-A钢,随着混合气体中氩气比例的增加,冲击韧性明显提高,但氩气含量需达到一定值时才有效果。按照电弧形态和熔池形态实验研究、分析的结果,确定的45°~50°。坡口能够有效地保证焊接接头的综合性能(弯曲实验一次合格率均为100%),同时也大大降低了熔敷金属的填充量。焊缝表面成形良好,且飞溅较少,但弧光较大。
关键词:富氩;承压;设备;焊接
CO2焊接成本低,其成本只有埋弧焊、焊条电弧焊的40%~5 0%:生产效率高,其生产率是焊条电弧焊的1~4倍;操作简便,明弧,对工件厚度不限,可进行全位置焊接而且可以向下焊接;焊后变形较小。因此,在制冷压力容器行业得到了普遍的应用,但是一般只作为焊接C、D类焊缝,主由由于CO2焊接方法应用于A、B类主焊缝时,机械性能一次合格率低,特别是背弯及冲击。本研究主要分析富氩混合气体焊接方法在制冷壓力容器主焊缝中的应用。富氩混合气体配比为80 %Ar+20%C02时称为富氩混合气体。用富氩混合气体作为保护气体,无论是焊接工艺性,还是焊接接头机械性能,均不亚于熔化极氩弧焊,但富氩混合气体中氩气比例很高,与二氧化碳保护焊相比,大大提高了焊接成本。
1 制冷压力容器焊接要求
制冷压力容器主要是指以液化气体为制冷剂、设计压力不高于4.0 MPa、设计温度不高于200℃的制冷装置。
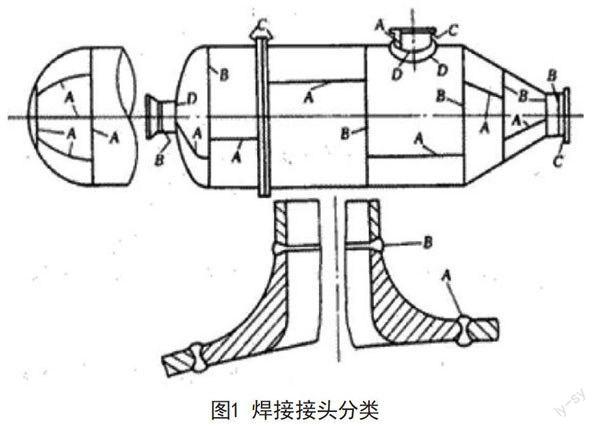
容器主要受压部分的焊接接头分为A、B、C、D4类(见图1)。
焊缝表面不得有裂纹、未熔合、气孔、弧坑等缺陷和飞溅物。焊缝不得有焊瘤存在,若出现焊瘤时则必须用砂轮打磨致消除为止。焊缝宽窄差应控制在1~2mm。焊缝直线度2.0mm。焊缝凸出或凹陷应小于1.5mm,且不低于母材,不高出焊缝允许高度。其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边的总长度不得超过该焊缝长度的10%。
A、B类接头焊缝(纵焊缝和环焊缝)的余高:材料为Q235~B,20R,Q345R,20等焊缝的余高不管采用单面坡口还是双面坡口,余高都应不超过板厚的15%,并且小于等于4mm,对于10mm以下钢板焊缝余高最大可为1.5mm。
C、D类接头(接头和接管、管板及附件)要求与母材呈圆滑过渡。焊脚在图样无规定时,取焊件中较薄者之厚度,补强圈的焊脚,当补强圈的厚度不小于8 mm时,其焊脚等于补强圈厚度的70%,且不小于8mm。
2 实验方法、设备
2.1实验方法
材料:Q345R板材300*350*6。
焊丝:伊萨ER70S-6(Φ1.2)。
2.2实验设备
焊机:山大奥太NBC-500。
3实验过程
富氩二氧化碳气体保护焊在实际焊接过程中,焊接接头质量受到诸多因素的影响,其中选择合理的焊接工艺是焊接接头质量得以保证的前提,而在具体焊接实验过程中,坡口型式和焊接参数对焊接接头质量影响较大。
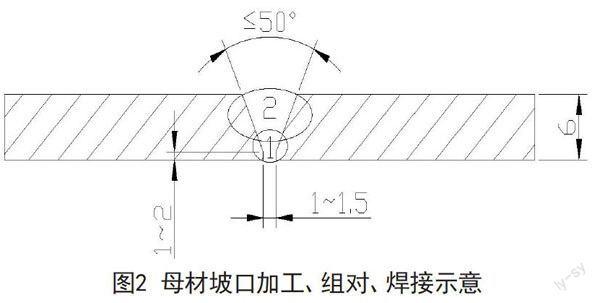
3.1母材坡口加工、组对、焊接
母材Q345R的坡口加工、组对、焊接如图2所示。
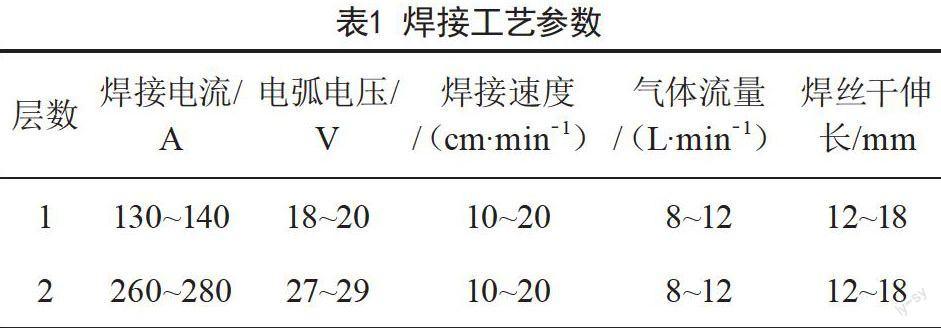
3.2实验用焊接工艺参数
实验用焊接工艺参数,如表1所示。
4 实验分析
采用Ar+CO2混合气体保护焊焊接Q235-A和16MnR钢,焊接接头拉伸、冷弯性能均不低于木材,与C02焊接时相似,而焊缝冲击韧性却明显优于C02焊接,尤其是对于Q235-A钢,随着混合气体中氩气比例的增加,冲击韧性明显提高,但氩气含量需达到一定值时才有效果。
5 结语
(1)按照电弧形态和熔池形态实验研究、分析的结果,确定的45°~50°坡口能够有效地保证焊接接头的综合性能(弯曲冲击实验一次合格率均为100%);同时也大大降低了熔敷金属的填充量。
(2)实验过程中发现,采用(79%~80%)A r+(21%~20%) CO2混合气体保护焊+实心焊丝相结合的焊接工艺,焊缝表面成形良好,且飞溅较少;但弧光较大。
(3)采用上述的焊接工艺参数所焊的试件,经过焊接工艺评定,符合压力容器的相关安全技术规范要求,表明此工艺方法可以应用于压力容器的焊接生产中。
(4)采用了小坡口(45°~50°)焊缝形式,大大降低了熔敷金属的填充量;提高了焊接工作效率,缩短了产品焊接生产周期。
(5)有效提高了焊接接头的无损检测一次合格率,降低了焊接接头的返修成本。
(6)该批产品的制造质量符合《压力容器安全技术监察规程》、GB150-2011《压力容器》、JB/T4730-2005《承压设备无损检测》及设计图纸的规定要求。
[参考文献]
[1]宋光辉.混合气体保护焊对焊缝金属组织与性能的影响[J].林业机械与木工设备,2000 (6):32
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
经济技术协作信息(2018年22期)2019-01-19
电子制作(2018年11期)2018-08-04
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
工业设计(2016年12期)2016-04-16
设备管理与维修(2015年12期)2015-04-09