
响应面法优化微波辅助提取葡萄籽油的研究*
2017-06-01 11:29朱辉彭林彩
化学工程师 2017年5期
朱辉,彭林彩
(四川文理学院化学化工学院,四川达州635000)
响应面法优化微波辅助提取葡萄籽油的研究*
朱辉*,彭林彩
(四川文理学院化学化工学院,四川达州635000)
通过微波辅助提取技术结合响应面法优化葡萄籽油提取条件,以期建立更高产率的提取方法。在单因素设计基础之上,选取液料比、微波功率、萃取时间、萃取温度4个主要因素对葡萄籽油提取率的影响,并建立多元回归拟合分析,得出葡萄籽油提取最佳工艺条件为:液料比1∶12,萃取温度56℃,微波功率637W,萃取时间62min,此条件下葡萄籽油提取率为37.35%,为预测值的97.90%。气质联用分析结果表明:葡萄籽油主要成分有4种脂肪酸占总成分的97.09%,含量最高的为油酸和亚油酸。验证结果表明该方法严谨、可靠,证明采用微波辅助提取葡萄籽油是可行的。
葡萄籽油;微波辅助;响应面法;提取率;化学成分
葡萄为葡萄科葡萄属木质藤本植物,葡萄籽是葡萄加工产业最主要的固体残渣,葡萄籽主要成分为原花青素和亚油酸,亚油酸是人体不能合成的必须脂肪酸,主要用于治疗高血压、降低血清胆固醇和动脉硬化等症[1]。研究表明,葡萄籽中油脂含量约为10%~20%,大部分油脂为不饱和脂肪酸。葡萄籽油中含量最高的为亚油酸,其次为油酸等活性成分[2]。
传统提取葡萄籽油的方法有压榨法、水蒸汽蒸馏法和有机溶剂萃取法[3,4]。压榨法技术落后,产率低;水蒸汽蒸馏法耗时大,油品质不佳。有机溶剂萃取法为常用方法,但所得油脂需进一步除杂;超临界CO2萃取技术,出油率高,但工艺设备要求高,成本大,不能实际应用于规模化工业生产。这些提取技术对葡萄籽油的深度开发和利用均受到限制。针对以上问题,目前急需找到一种提取率高,所得油品质好,能应用到实际工业大规模生产的一种提取方法。
本研究利用微波辅助提取法的优势,在溶剂回流提取法的基础之上[5],研究葡萄籽油的提取工艺条件,提高出油率和亚油酸含量。再利用响应面法(RSM)在最短时间内全面考察和优化葡萄籽油提取工艺条件[6,7],并结合GC-MS技术进行成分分析,以期更加科学的手段建立葡萄籽油最优提取工艺条件。
1 实验部分
1.1 材料及仪器
葡萄籽(新疆王斌食品有限公司);正己烷(AR萃取溶剂);三氟化硼甲醇溶液(衍生化试剂)等。
Agilent GC/MS 6890N/5975C联用仪(美国Agilent公司);NJL07-3型微波炉(南京杰全微波设备有限公司);
1.2 试验方法
1.2.1 提取工艺和操作要点葡萄籽→置30℃鼓风干燥箱30min→粉碎→过筛→称重→微波提取→旋蒸浓缩→葡萄籽油
葡萄籽油提取率(%)=葡萄籽油质量(g)/葡萄籽质量(g)×100%
1.2.2 响应面优化试验设计采用响应面法,对提取葡萄籽油工艺条件进行四因素三水平为中心的试验分析,最终确定最优葡萄籽油提取工艺条件[8]。
1.2.3 葡萄籽油GC-MS分析条件甲酯化处理后的油脂进行GC-MS分析。色谱柱:HP-5弹性石英毛细管柱(30.0m×0.25mm×0.25μm);载气:He,流速1.5mL·min-1,恒流模式;进样口温度280℃;分流比10∶1;初始温度60℃,保持5min,以4℃·min-1升至280℃,保持10min;传输线温度280℃;容积延迟5min;离子源温度250℃;扫描方式:全扫描。
2 结果与讨论
2.1 响应面优化葡萄籽油提取工艺
2.1.1 试验因素和水平表设计本研究着重从液料比、微波功率、萃取时间、萃取温度、粒度大小5个关键性影响因素入手,先进行单因素试验分析,确定最佳单因素水平。对葡萄籽油提取率有明显影响的液料比、萃取温度、微波功率、萃取时间4个因素,采用四因素三水平的响应面法进行综合分析,确定提取葡萄籽油最优组合工艺条件,试验水平和因素表设计见表1。
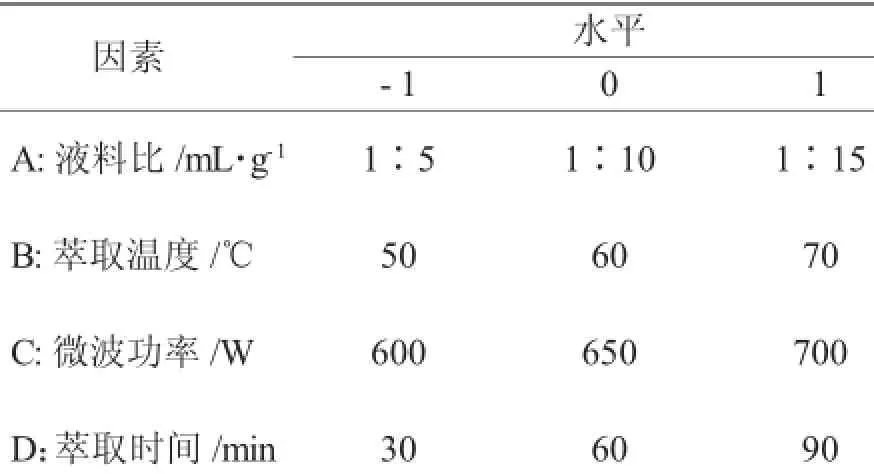
表1 响应面因素水平表Tab.1Factors and levels of response surface
2.1.2 响应面优化结果分析根据Design-Expert 8.0.6软件进行中心组合试验设计和分析,葡萄籽油提取工艺实验方案和结果见表2。
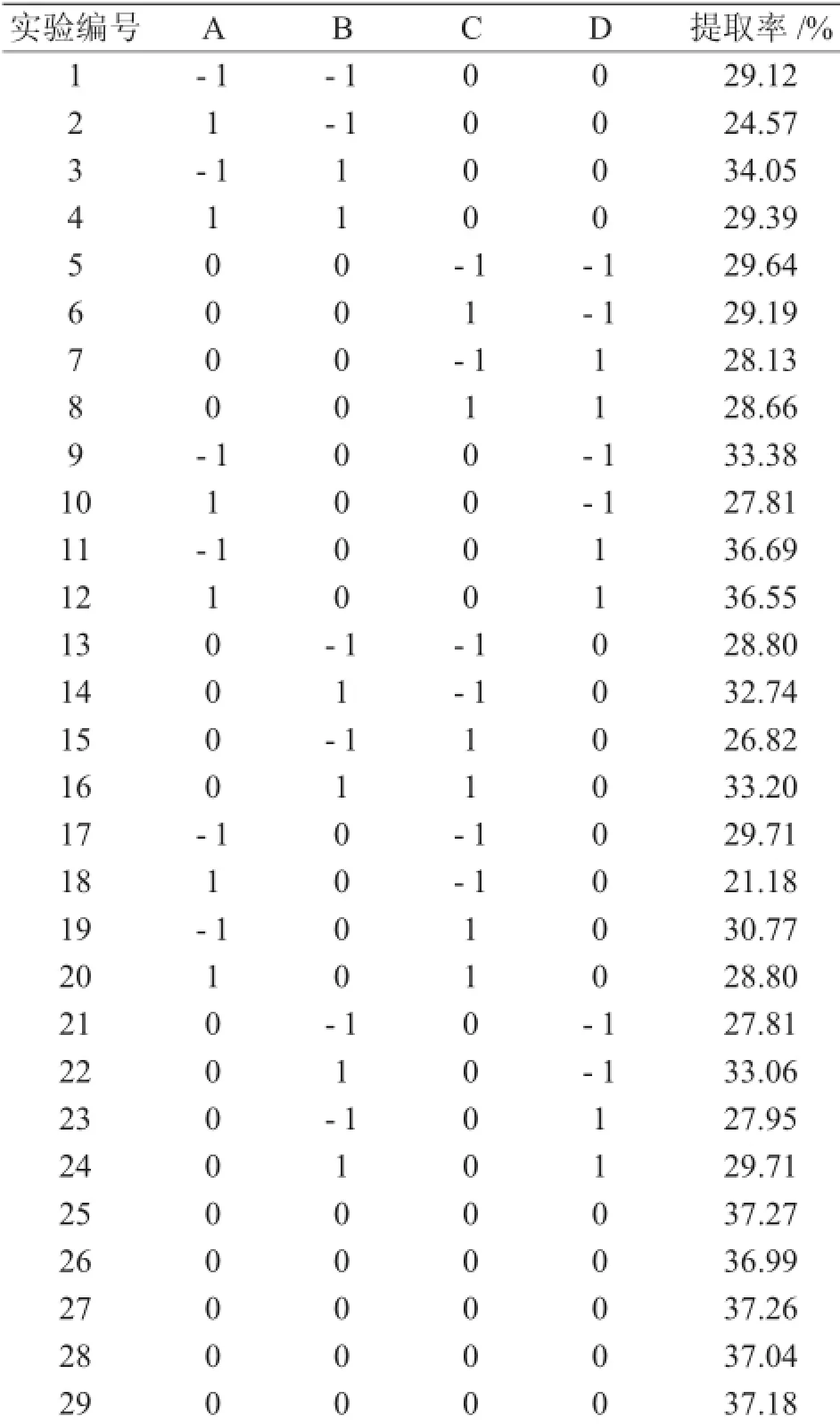
表2 响应面实验方案和分析结果Tab.2Results of response surface experiments
所得数据进行多元回归拟合分析,以葡萄籽油提取率为响应值,得到自变量与提取率的二次多项回归模型为:


式中Y:葡萄籽油提取率,%。
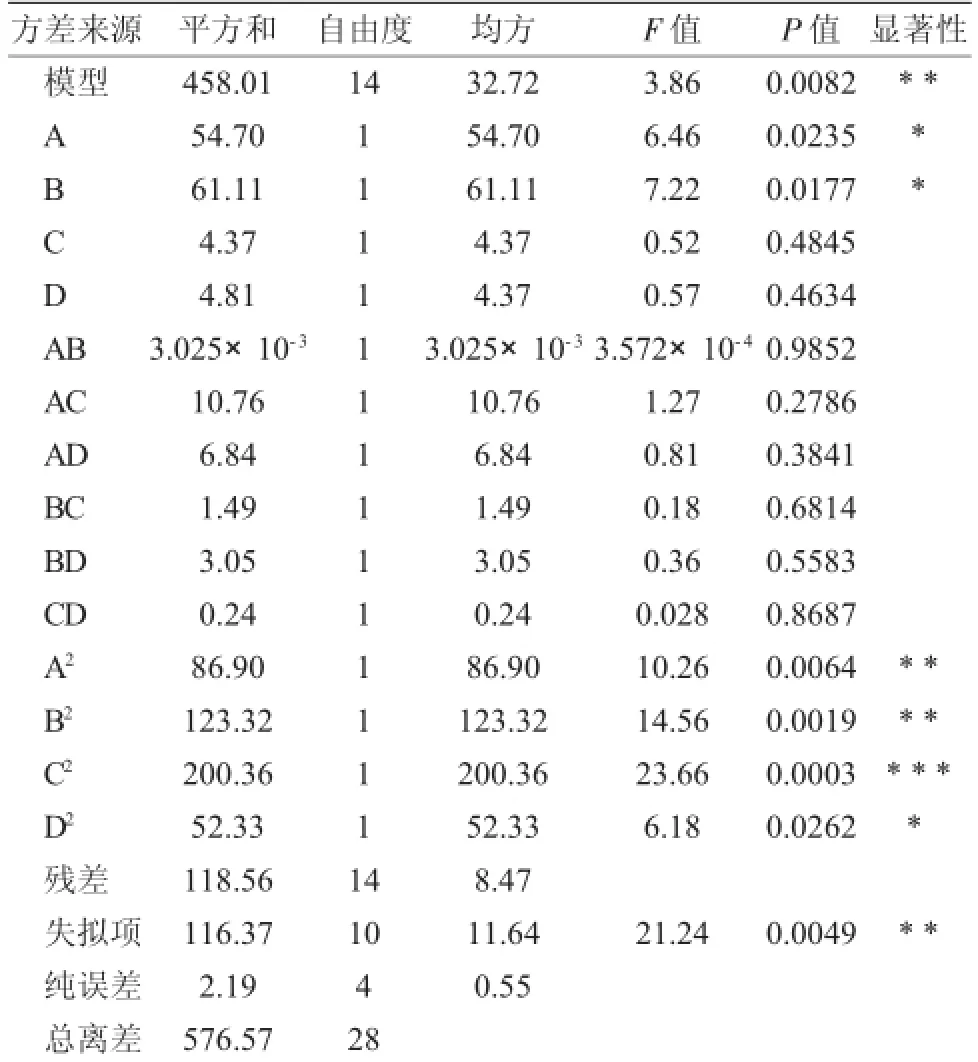
表3 响应面回归模型方差分析结果Tab.3Results of response surface regression model equation experiments
由表3可知,模型F值为3.86,P值为0.0082(P<0.01),此结果说明该模型具有高度的显著性。R2为0.7944,说明该模型因变量变化有79.44%来自于所对应的自变量。模型中Adeq Precisior为6.496,大于4,可知模型的回归方程可信度高,误差小。F值、P值、R2、Adeq Precision数值结果,证明了此模型的可靠性,能较好分析和预测葡萄籽油提取率。根据F值大小可知,对葡萄籽油提取率影响优先条件为:B、A、D、C(萃取温度、液料比、萃取时间、微波功率)。
对公式进行一阶偏导数分析,得出最佳工艺条件为液料比1∶12.47,萃取温度55.63℃,微波功率636.50W,萃取时间62.35min,此条件下葡萄籽油提取率预测值为38.15%。
2.1.3 最佳条件验证为了验证此方法的准确性,并根据现实操作条件,将最佳提取条件更改为:液料比1∶12,萃取温度56℃,微波功率637W,萃取时间62min,此条件下葡萄籽油提取率为37.35%,为预测值的97.90%。在同等条件下做了溶剂回流法提取葡萄籽油,产率为29.58%。可知微波辅助提取技术比溶剂回流法提取率提高了26.27%,增幅明显。
2.1.4 因素相互交叉作用分析把四因素中任意两个保持在最佳水平,另外两个因素对葡萄籽油提取率影响见图1。
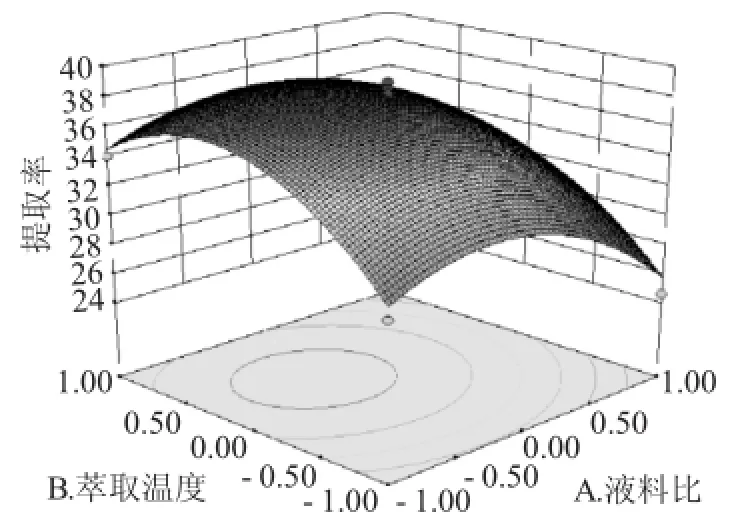
图1液料比和萃取温度对提取率的影响Fig.1Effects of liquid to solid ratio and extraction temperature on extraction ratio
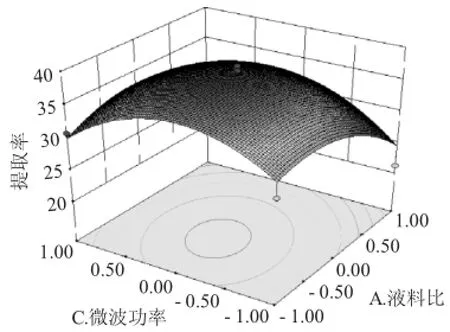
图2液料比和微波功率对提取率的影响Fig.2Effects of liquid to solid ratio and microwave power on extraction ratio
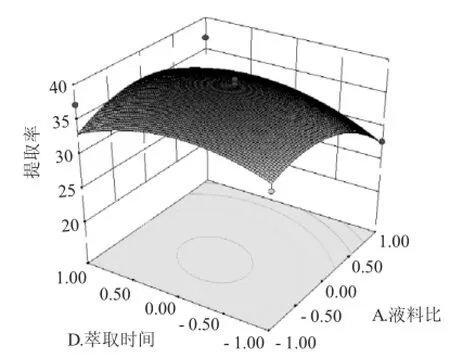
图3液料比和萃取时间对提取率的影响Fig.3Effects of liquid to solid ratio and extraction time extraction ratio
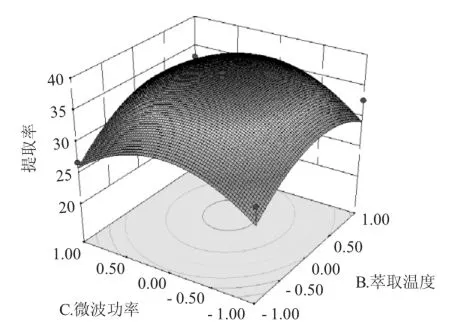
图4微波功率和萃取温度对提取率的影响Fig.4Effects of microwave power and extraction temperature extraction ratio
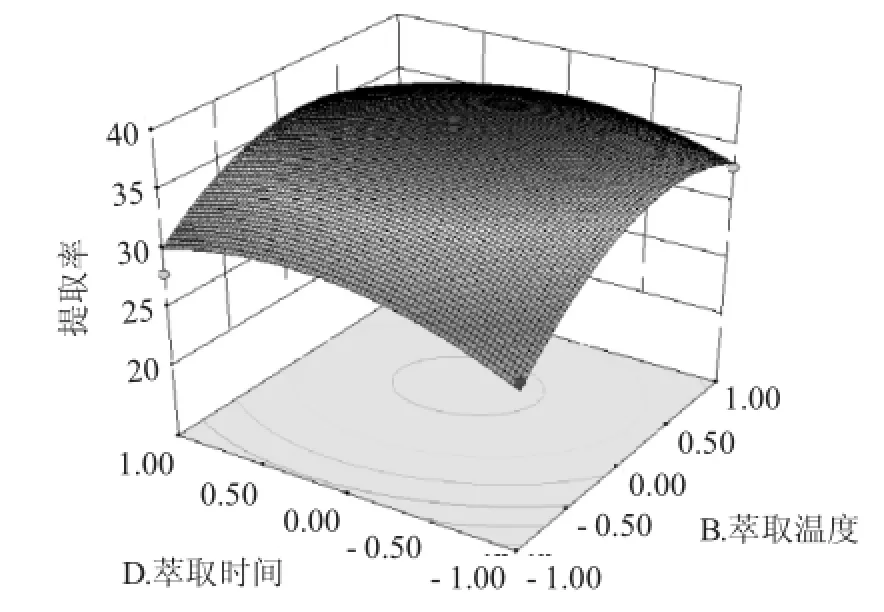
图5萃取温度和萃取时间对提取率的影响Fig.5Effects of extraction temperature and extraction time extraction ratio
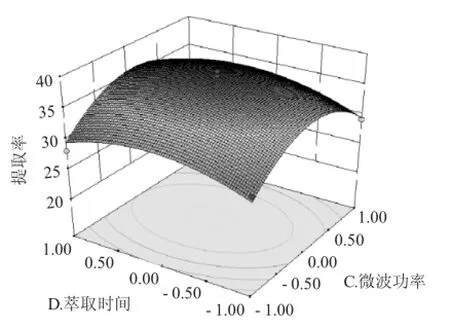
图6萃取时间和微波功率对提取率的影响Fig.6Effects of extraction time and microwave power extraction ratio
由图1~6能较直观的看出各因素对葡萄籽油提取率的影响效果。响应曲面越陡峭说明两因素交叉影响越显著,反之响应曲面越平缓,两因素对提取率交叉影响不大。由图1~6可知,萃取温度对提取率影响最大,然后影响大小依次为液料比、萃取时间和微波功率,其中萃取时间和微波功率对提取率影响大小两者之间接近,与响应面回归模型方差分析结果相一致。
2.2 葡萄籽油主要化学成分分析
利用GC-MS进行分离鉴定,采用峰面积归一化法计算出葡萄籽油各成分的相对百分含量。其总离子流图谱见图2。得到相似度大的葡萄籽油成分主要有4种,结果列于表4。
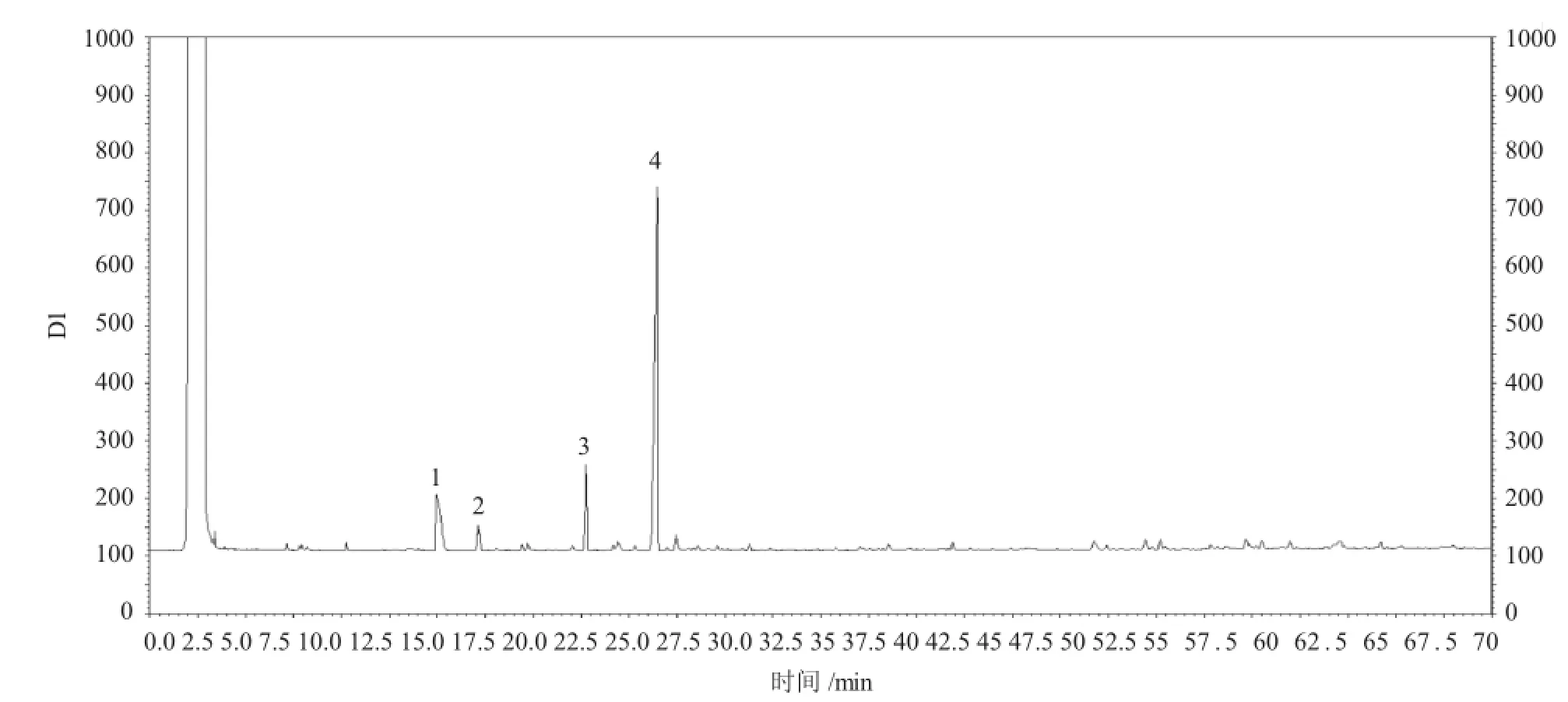
图2葡萄籽油总离子流图谱Fig.2Total ion spectrogram of the grape seed oil
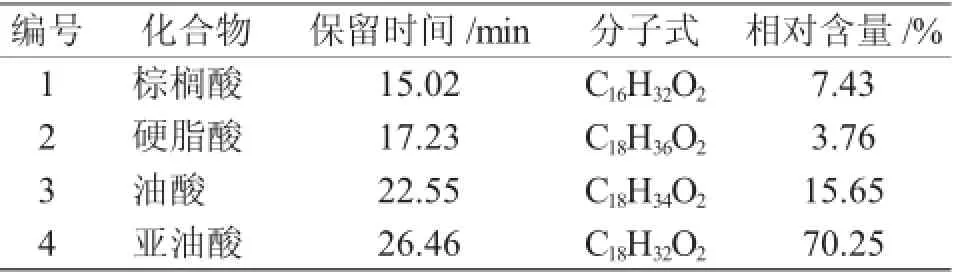
表4 葡萄籽油的主要成分鉴定结果Tab.4Identification result of components in grape seed oil
由表4可知,得到葡萄籽油主要成分有4种脂肪酸占总成分的97.09%,其中含量最高的为油酸和亚油酸,分别占总含量的15.65%和70.25%。与传统的索氏提取法和超声辅助提取法对比可知,此提取方法所得油脂为浅黄绿色透明液体,且亚油酸含量为70.25%,比超声辅助提取法所得亚油酸含量63.44%高出10.73%。本提取方法所得亚油酸含量较高,说明所得葡萄籽油的营养价值比之前更高。
3 结论
微波辅助提取葡萄籽油技术根据回归模型方差分析和最佳条件验证,再考虑现实操作条件,确定了微波辅助提取葡萄籽油的最优条件为:液料比1∶12,萃取温度56℃,微波功率637W,萃取时间62min,此条件下葡萄籽油提取率为37.35%,为预测值的97.90%。GC-MS成分分析表明:葡萄籽油主要成分有4种脂肪酸占总成分的97.09%,其中含量最高的为油酸和亚油酸,分别占总含量的15.65%和70.25%。
微波辅助提取葡萄籽油技术,提取设备简单、投入低,在一定程度上解决了葡萄籽产油率低,企业效益差等问题。此提取方法的研究,对现有葡萄籽油提取方法的改进和促进其产业规模化发展具有一定的理论依据和技术支持。
[1]高璐,胡博然,祁妤琳,等.葡萄籽油提取工艺研究及对其理化性质的影响[J].食品科学,2009,30(22):81-83.
[2]Rubio M.,Alvarez-Orti M.,Alvarruiz A.,et al.Characterization of oil obtained from grape seeds collected during berry development[J].Journal of agricultural and Food chemistry,2009,57(7): 2812-2815.
[3]张宏丽,马海军,张军翔.葡萄籽油的研究进展[J].中国酿造, 2013,32(4):20-23.
[4]郑炯,余浪,王寅.葡萄籽油的生理功能及其提取方法的研究进展[J].中国食品添加剂,2008,(2):117-119.
[5]胡滨,陈一资,苏赵.超声波和微波辅助水酶法提取葡萄籽油的工艺研究[J].中国油脂,2015,40(12):12-17.
[6]梁志远,甘秀海,杨小生,等.响应面法优化干花豆总黄酮提取工艺研究[J].广西植物,2016,36(9):1119-1125.
[7]杜荣荣,杨添麒.响应曲面优化法合成聚丙烯酰胺类共聚物[J].化学工程师,2015,29(5):17-21.
[8]付勇,严善春,李小平.响应面法优化黄粉虫幼虫虫油脂提取工艺[J].林业科学,2010,46(8):125-129.
Optimization of microwave-assisted extraction of grape seed oil by response surface methodology*
ZHU Hui*,PENG Lin-cai
(School of Chemistry and Chemical Engineering,Sichuan University of Arts and Science,Dazhou 635000,China)
Optimization of extraction conditions of grape seed oil with response surface analysis methodology under microwave-assisted,in order to establish a higher yield extraction method.Based on the single factor experiment,several independent variables were analyzed on the best possible extract rate of grape seed oil,inciuding liquid to solid ratio,microwave power,extraction time and extraction temperature.The quadratic regression model equation was established to describe the extraction process.The results showed that optimum conditions of grape seed oil extraction were,liquid to solid ratio:1:12,extraction temperature:56℃,microwave power:637W,extraction time:62 min.The extraction rate of grape seed oil under the condition was up to 37.35%,97.90%of the predicted value.The results of GC-MS analysis showed that,the main components of grape seed oil have 4 components for 97.09%of the total composition.It shows that using microwave-assisted extraction of oil from grape seed is feasible.
grape seed oil;microwave-assisted;response surface method;extraction rate;chemical components
TQ914.1
A
10.16247/j.cnki.23-1171/tq.20170517
2017-03-08
四川省科技厅项目(No.2016JY0203)和(No.2014FZ0120);四川省教育厅项目(No.17ZB0380);校级特色培育项目(No. 2015TP008Y)
朱辉(1989-),男,安徽阜阳人,硕士,助教,研究方向:天然产物提取分离,成分活性分析,化工工艺。
猜你喜欢
落叶果树(2021年6期)2021-02-12
恋爱婚姻家庭·青春(2019年6期)2019-06-17
中国洗涤用品工业(2019年4期)2019-05-11
中国化妆品(2018年11期)2018-12-26
中成药(2017年4期)2017-05-17
中成药(2016年4期)2016-05-17
中成药(2016年4期)2016-05-17
中国酿造(2016年12期)2016-03-01
党的生活(黑龙江)(2015年10期)2015-10-20
中国粮油学报(2015年5期)2015-02-06
