
改进启发式方法下的轻型车底盘装配线平衡分析
2017-07-07 13:48张一颖
中国新技术新产品 2017年15期
关键词:轻型车
张一颖

摘 要:对于轻型车而言,其装配工艺较为复杂,为了有效提升装配效率就需要对装配线平衡问题进行分析。本文就改进启发式方法下的轻型车底盘装配线平衡分析作简要阐述。
关键词:轻型车;底盘装配线;平衡分析
中图分类号:F406 文献标识码:A
汽车装备线诞生于一百多年前,生产线平衡的重要性一直没有引起企业的重视。装配线平衡问题可以分为3个类型。一是装配线上工作站数量一定时,最小生产节拍求解问题。二是在工作节拍保持一定的情况下工作站数量求解问题。三是当二者都达到一定数量时,最小平滑指数求解问题。装配线平衡问题研究方法也有3种。分别是用数学模型进行求解,二是依据管理者经验建立逻辑模型和流程图求解。三是利用软件进行建模仿真从而获取最优解。
一、轻型车底盘线平衡前概述
1.装配线的基本原理
汽车装配是复杂而又系统的过程,整车厂所具备的四大工艺是冲压,焊装,涂装,总装。而对于轻型车而言还有其他环节。所谓流水作业是指操作者重复作业,连续生产的过程,并且是依据规定的工艺及生产节拍。由工位组成的连续生线就是装配线。总装车间主要的装配线就是内饰线、底盘线和综合线,前者将车身与车内内饰件进行装配,后者则是将发动机、车桥等零件进行装配,最后在综合线内进行合装。三线共同点在于将专业化空间与时间组织形式组合在一起,工位依据装配工艺顺序进行排列,在制品依据规定顺序通过所有工位,最终装配为整车。
2.装配线工作研究方法
程序分析。该方法是从整体工艺流程着手对工作方法与程序进行考量,分析的对象是某一区域作业,通过分析使各项工作合理化。
作业分析。该方法通过工时消耗降低来达到效率提升的目的。作业分析研究内容主要有两个方面,工位操作组成元素有哪些及其顺序与关系。
动作分析。动作分析一般是在程序分析进行后开始的,其对象是细微的小动作,将工作者不产生增值部分去除,通过改进以达到效率提升目标。
3.平衡前底盘一工段方法与时间分析
底盘线的整体工艺分析。底物装配阶段其对象主要是一些小的构件。以某厂为例,在一工段,主要是线束,管束。人员密度较大。二工段则主要是一些较大的构件,如传动轴、油箱、油管等。在三工段主要是在构件装备工作,也是底盘线最后一个工段。对一工段进行作业分析,作业要素包括了增值作业与非增值作业两种。
工段时间分析。主要应用摄影法进行时间分析,该方法可以为工艺改进提供数据同时自身也具有高效简洁的特点。该方法在应用时首先要确立研究对象,要在较长时间内保持正常操作速度,并且质量要达到标准。其次是对工作进行划分。该环节需要注意的是要素断点要明确。最后要确立样本容量。
4.平衡前底盘一工段数据结果(表1)
二、轻型车底盘线平衡的基本原理
1.装配线平衡的基本原理
在生产装配过程中轻型车有特定程序,生产线类型,工位器具放置,设备摆放,不同工位操作时间都存在差异。各个工位操作的時间也未必相同,该工位也会因此而产生较长时间的操作,相比之下其他工位操作时间较短,装配线上不同工位人员劳动强度不同。
平衡原理就是通过将不合理要素进行分配,保证各工位能够在规定时间完成工作,并且保持质量。闲暇时间最小,增值时间就实现了最大化。对于轻型车装配线平衡问题,涉及到的要素多且各要素之间关系复杂。装配线效率及产品质量都与线体平衡相关。
2.装配线平衡方法
最优化方法。该方法是通过求解目标建立模型寻求最优解。应用于实际中模型建立有一定难度。最优化方法有两种,动态与线性规划。后者是运筹学的一个分支,解决模型问题该方法具有一定优势。而对于多阶段最优问题求解通常用的是动态规划,该方法应用过程中难度较大有一定技巧性。
启发式方法指的是在某些前提下给出组合优化可行解。前提包括了时间,空间占用等。该方法应用于实际简便,高效,容易得出答案。可以将其分为3个类别,传统,混合,元启发式。
3.轻型车底盘线改进启发式平衡方法
由于启发式操作方法简单并且容易操作,企业在应用时不会有太大难度。该方法依据要素组成的不同时间,及约束条件,逐步计算求解问题。该方法得到的虽然不是最优结果,但是较为符合实际情况。在实际生产过程中由于存在多方面因素,最优解是不存在的,只能是在某些条件下达到最合适的结果。从而提升效率。
4.轻型车底盘线平衡的基本步骤
应用该方法时首先要做好前期准备工作,第二步是探索需要被分配条件作业点,三是将作业要素与时间计入与添加到该工位。第四是将工位总时间与理想时间二者之间做比较。停止分配的时间范围是理想操作时间的5%。并转入到下一步骤。否则返回第二步重新处理。
三、轻型车底盘线改进启发式平衡
该工段装配约束主要有两个方面,装配优先与位置权重优先。前者考虑的内容是在大的构件安装时会对其他的部分造成影响。后者考虑则是由于零件的形状尺寸受限和装配时间较长,有些零件需要占用较大的空间,要为其优先考虑装配位置,零件的安装位置彼此接近或离操作者的位置接近要优先安装。两者分别考虑的是操作安全与人员工作内容是否合理的问题。
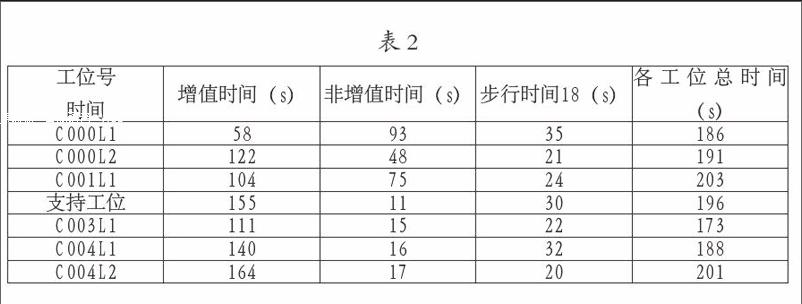
2.底盘一工段平衡后数据结果
以某公司生产平衡设计为例。通过对生产节拍平衡得到的数据如下,见表2。
通过对增值时间、非增值时间等相关要素的调整,基本达到工程平衡。通过宏观控制,逐步提升生产节拍,在固有设备、人员等不变的情况下促使生产线产能的逐步提升。
四、APS系统局部平衡
1.APS系统使用
该标准是通用集团为了推广其标准化工作为服务的,是通用公司结合自身及全球其他公司经基础上研究得出的生产体系。包括了五个方面。APS的目的在于为工人提供装配文件,并对流程进行优化。该系统包含了13个模块。系统设计是基于标准化的文件。
2.APS系统局部平衡实例
以工位要素的平衡移动为例。在某些些工位生产节拍与设定节拍有一定差距,并且操作处在同一侧,则移动就有可实现性。通过对工位前后操作条件约束,可以工位操作要素进行移动。
结语
生产平衡的最终目的是为了达到生产效率最大化,实现生产平衡的方法有多种,企业在选择时要结合到自身实情况,科学合理决策。在实际生产过程中,由于存在多方面因素,不可能实现理论意义上的最优解,而只是最合适的结果,在结果方面要理性对待。
参考文献
[1]潘旭.汽车线束混合流水线的设计和平衡研究[D].上海交通大学,2011.
[2]贾云铜.基于改进启发式方法的轻型车底盘装配线平衡研究[D].哈尔滨理工大学,2014.
猜你喜欢
时代汽车(2022年14期)2022-07-06
汽车与新动力(2021年5期)2021-11-05
专用汽车(2021年1期)2021-01-29
西部论丛(2020年7期)2020-10-20
内燃机与配件(2020年10期)2020-09-10
汽车与新动力(2020年6期)2020-09-10
汽车世界·车辆工程技术(中)(2020年4期)2020-09-02
北京汽车(2017年6期)2017-12-29
汽车维护与修理(2015年2期)2015-02-28
汽车与新动力(2013年1期)2013-03-11
