膨胀波纹管端头整形装置的研制及应用
2017-07-24 17:43夏柏如程光明刘晓丹
石油钻探技术 2017年3期
刘 鹏, 夏柏如, 程光明, 刘晓丹
(1.中国地质大学(北京)工程技术学院,北京 100083;2.中国石化石油工程技术研究院,北京 100101)
膨胀波纹管端头整形装置的研制及应用
刘 鹏1,2, 夏柏如1, 程光明2, 刘晓丹2
(1.中国地质大学(北京)工程技术学院,北京 100083;2.中国石化石油工程技术研究院,北京 100101)
膨胀波纹管端头形状差异大,焊接时错边量较大,导致焊缝强度低,而采用常规整形工具整形存在工具被卡风险大的问题,为解决这一问题,研制了膨胀波纹管端头整形装置。该装置采用加热波纹管的方法提高管材韧性;内模具采用三瓣楔形结构,分解了整形作用力,降低了模具被卡的风险;通过分析整形过程中内模具的受力,优化了内模具的长度。室内和现场试验表明:采用膨胀波纹管端头整形装置对膨胀波纹管端头进行整形,整形精度较高,可将错边量由4~5 mm减小至1 mm以内,降低了整形作用力和模具被卡的风险,提高了焊缝的强度和管串的承压能力。研究表明,采用膨胀波纹管端头整形装置可以减小错边量,提高焊缝的质量和强度,降低整形工具被卡的风险。
膨胀波纹管;端头整形;焊接;有限元法
膨胀波纹管(expandable profile liner,EPL)是在地面将圆管成型为异形管,在井下又利用液压和机械膨胀工具恢复至圆管,可用于封隔复杂地层[1-6]。由于膨胀波纹管的端面形状特殊,管体之间的连接主要以焊接为主[7-8]。在膨胀波纹管膨胀过程中,由于焊缝与膨胀波纹管同时产生较大形变,因此焊缝的质量对膨胀波纹管串的整体承压能力有重要影响。如果膨胀波纹管串的承压能力未达到要求,会严重影响后续作业,甚至造成井眼报废[9]。膨胀波纹管的壁厚一般小于8.0 mm,采用4道模具一次冷压成型[10],成型后管体之间的形状差异较大,对焊时平均错边量为2~3 mm,有的甚至达到4~5 mm,导致水力膨胀过程中焊缝处会出现局部应力集中,容易造成焊缝密封失效。同时,受成型工艺影响,膨胀波纹管形状的差异主要集中在变形量大的部位,而此处膨胀过程中受力更集中,对焊缝强度的要求更高。因此,减少错边量、提高端头形状的一致性,对于提高膨胀波纹管串的承压能力十分重要。
采用端头整形的方式可以提高端头形状的一致性,减少错边量,但在整形时存在整形工具难以进入和取出、整形精度不高、整形后膨胀波纹管管体强度降低等问题[11]。目前常用的整形工具主要有梨形胀管器、旋转震击整形器、偏心辊子整形器、多锥辊整形器、滚珠整形器、爆炸整形工具和电磁整形器等[12],主要用于修复套管,但普遍存在着损伤套管、牺牲套管厚度、难以恢复原通径等问题[13]。为了实现对口错边量控制在1 mm以内、整形工具能够顺利进入与取出及整形后膨胀波纹管端头强度不低于膨胀波纹管本体强度等目标,笔者研制了一种三瓣楔形膨胀波纹管端头整形装置,取得了减小错边量、提高焊缝的质量与强度和降低整形工具被卡风险的良好效果,并在3口井进行了现场应用。
1 端头整形装置的结构及工作原理
膨胀波纹管端头整形装置的研制思路是:通过加热提高膨胀波纹管的韧性,利用外模具固定膨胀波纹管端头并限定其外部形状;将内模具设计成三瓣结构,按顺序逐渐进入端头,可以以较小的作用力完成整形作业,提高端头形状的一致性,保证内模具顺利取出。
1.1 端头整形装置的结构
端头整形装置主要由液压机构、加热装置、外模具和内模具4部分组成(见图1)。液压机构可为内模具和外模具的运动提供水平和垂直方向的动力;加热装置采用感应加热,具有加热均匀、温度精确控制等特点,可快速将端头均匀加热到700 ℃以上;外模具的尺寸与膨胀波纹管端面的设计尺寸一致;内模具分为上瓣、下瓣和楔形瓣,上瓣和下瓣通过推动块与液压装置相连,楔形瓣一端尺寸小,有利于内模具进入,另一端尺寸大,直接与液压装置相连,保证整形后膨胀波纹管端头的尺寸达到要求。楔形瓣在整形过程中“后入先出”,可减小整形作用力,大幅度降低模具被卡的风险,并降低对膨胀波纹管端头性能的损伤。

图1 膨胀波纹管端头整形装置的基本结构Fig.1 Structure of EPL restoration device
1.2 工作原理
膨胀波纹管在井下会产生较大形变,韧性是膨胀波纹管最重要的性能之一[14]。对膨胀波纹管端头进行热整形,不仅可以降低整形作用力,还可以提高膨胀波纹管端头的强度、韧性和塑性。膨胀波纹管管体材料属于碳素钢,将热整形温度控制在750~800 ℃时,管体材料处于奥氏体和铁素体两相区,整形后不发生再结晶和相变,管体材料将保持变形时形成的沿变形方向延伸的晶粒结构,管体的韧性更好[15-16]。
将加热后的膨胀波纹管端头完全放入外模具内,利用液压机构推动上部外模具固定膨胀波纹管端头,并限定其外部尺寸。将内模具楔形瓣中尺寸小的一端与上瓣和下瓣的前端对齐,在推动块的作用下,将内模具缓慢推入端头内。当上、下瓣完全进入端头后,再推动楔形瓣,使楔形瓣中尺寸大的一端与上瓣和下瓣的后端对齐。为防止端头形状回弹,停留一段时间,再抽取楔形瓣,当内模具能整体活动时,取出整个内模具,打开外模具,将膨胀波纹管移出,整形结束。
2 内模具长度的优化
膨胀波纹管端头形状改变时会给内模具较大的反作用力,造成内模具与端头间的摩擦力增大,而且随着温度降低,钢材的强度逐渐增大,两者间的摩檫力会变得更大,内模具在向外拔取时存在被卡住的风险,如果只是增大内模具的拉力,容易对管材造成损伤。内模具设计成楔形结构,能够在基本不损伤管材性能的前提下,极大地降低摩擦力和模具被卡死的风险。
在确定加热温度的前提下,整形过程中所需作用力主要由膨胀波纹管端面与内模具端面形状的差异、整形段的长度和内模具的角度所决定。端面形状的差异由膨胀波纹管成型过程所决定,难以掌控。内模具两端的尺寸确定后,内模具的角度由其长度决定。因此,求取最佳整形段长(即内模具长度)可降低整形作用力和模具被卡的风险。
为了方便研究,将膨胀波纹管的端面分为凹槽、凸棱和外圆弧端面3部分(见图2),重点分析凹槽和凸棱的一致性。利用ABAQUS有限元分析软件,模拟分析膨胀波纹管端头整形过程的受力情况,采用刚体-变形体的接触类型、面-面接触方式进行分析,将内模具刚性体当作“目标面”,膨胀波纹管当作“接触面”[17],通过给定外模具的边界条件,对接触面划分网格,控制目标面的运动,求取端头所受的挤压力。

图2 膨胀波纹管端面的划分Fig.2 Classification of EPL ends
2.1 有限元模型的建立
以φ215.9 mm膨胀波纹管为例进行分析。φ215.9 mm膨胀波纹管管体的壁厚为8.0 mm,通过拓印膨胀波纹管成型后端头的形状,测量凹槽处和凸棱处的尺寸,选择与设计尺寸差异较大的膨胀波纹管端头建立有限元模型,如图3(a)所示,整形后的端头采用膨胀波纹管端面设计尺寸,如图3(b)所示,根据设计的膨胀波纹管端面建立外模具的有限元模型。
通过分析不同内模具长度下(内模具两端的尺寸如图3所示)膨胀波纹管端头所受的挤压力,求取较优的整形段长度,以降低膨胀波纹管端头的应力和内模具与端头间的摩擦力,防止损伤管体性能,并为液压机构的设计提供参考。为了减少计算量,将三瓣式内模具的有限元模型简化为渐变过渡的整体结构[18],分析内模具逐渐进入端头中的受力情况,如图4所示。

图3 膨胀波纹管端头的形状Fig.3 Configurations of EPL ends

图4 膨胀波纹管和内模具模型及整形过程受力分析Fig.4 Stress analysis for internal mold and end model during restoration
2.2 整形过程的内模具受力分析
设内模具长度分别为300,400,500,600,700和800 mm,求取膨胀波纹管端头在外模具限定下,内模具进入膨胀波纹管端头过程中,膨胀波纹管端头的最大应力及其与内模具间的摩擦力,结果见图5和图6。
由图5可知,内模具的长度与膨胀波纹管端头的应力成反比,即内模具的长度越长,楔形斜率越小,膨胀波纹管端头形状变化越平缓,受到的应力越小。
由图6可知:内模具长度为300,400和800 mm时,膨胀波纹管端头与内模具间的摩擦力较小;内模具长度为500,600和700 mm时,膨胀波纹管端头与内模具间的摩擦力较大。摩擦力的大小主要由摩擦系数和压力决定[19],当内模具长度为800 mm时,其全部进入膨胀波纹管端头时的摩擦力比较小,仅约为60 kN,这主要是由内模具受到的压力较小导致的。综合内模具所受的应力及摩擦力,确定内模具长度为800 mm。

图5 膨胀波纹管端头最大应力与内模具长度的关系Fig.5 Correlation between the maximum stress of EPL and length of internal mold
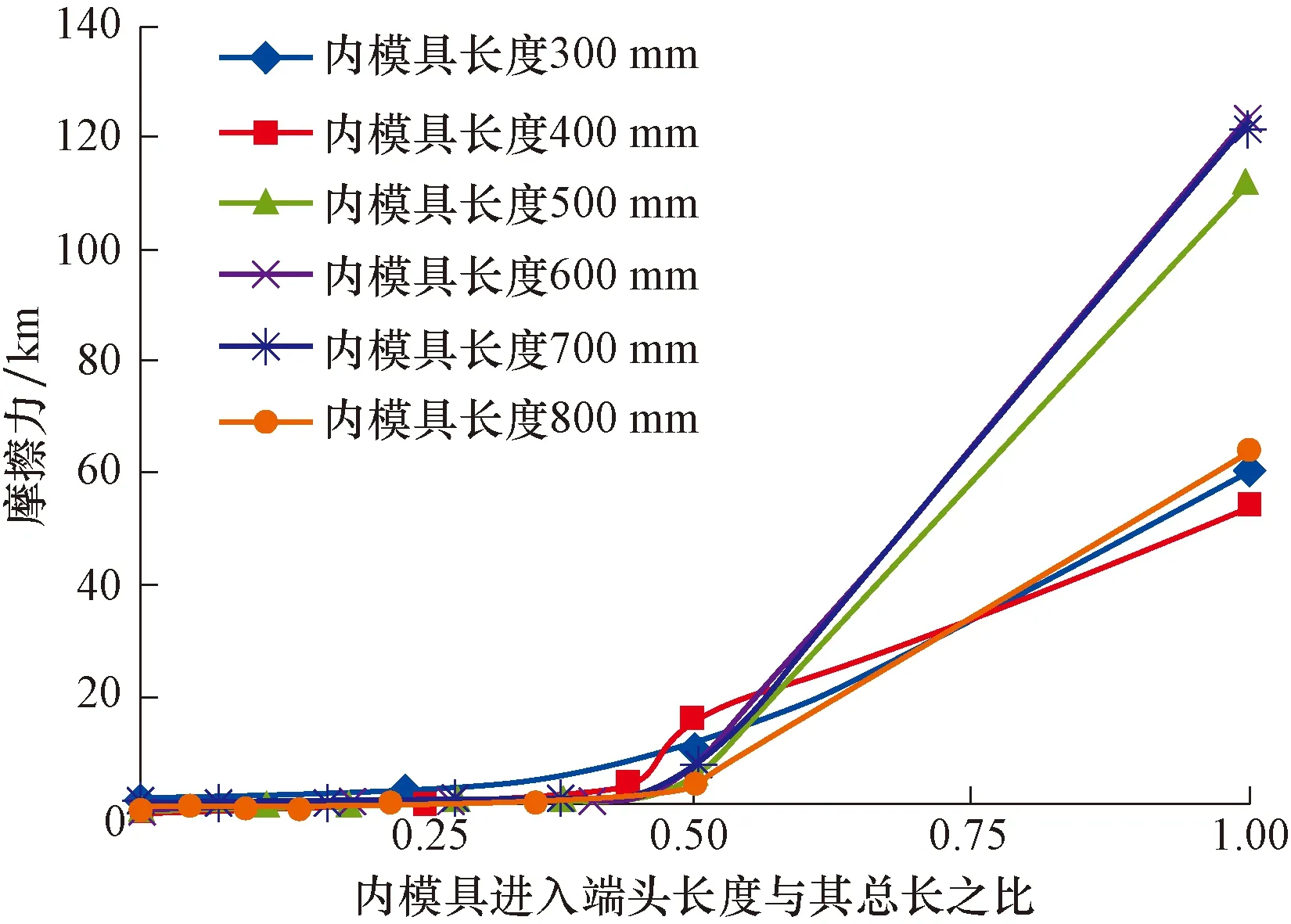
图6 膨胀波纹管端头与内模具间摩擦力与内模具进入端头长度的关系Fig.6 Correlation between friction of EPL ends and internal mold penetration depth of EPL end
3 整形试验及性能测试
3.1 端头整形试验
挑选形状与设计尺寸差异大的φ215.9 mm膨胀波纹管端头作为试验对象。首先加热φ215.9 mm膨胀波纹管端头,接着用外模具包裹加热后的端头,将内模具逐渐推入端头,在内模具的上瓣、下瓣完全进入端头前,液压装置的推力小于50.0 kN,推动内模具楔形瓣进入端头时的最大作用力为74.5 kN;当内模具完全进入端头后,停留约1 min,以防止端头形状回弹;保持内模具的上、下瓣不动,向外抽取内模具楔形瓣,当拉力达到91.0 kN时产生相对位移,随后拉力快速降至30.0 kN以内,顺利取出内模具,打开外模具,完成端头整形。
试验过程中推动模具所需作用力与模拟分析中摩擦力的变化规律相一致,数值相差小于20%,表明模拟分析结果可以用于指导膨胀波纹管端头整形装置的设计。向外抽取内模具楔形瓣时的拉力远大于向内推动它时的推力,其原因是静摩擦系数大于滑动摩擦系数,且随着温度降低,管材体积收缩、强度增大,内模具所受压力增大[20]。
整形前膨胀波纹管端头凹槽处间距为53.8 mm,凸棱处外端面的间隙为154.1 mm,与设计端头形状相比有4~5 mm的错边量。整形后膨胀波纹管端头凹槽处间距为62.9 mm,凸棱处外端面的间隙为163.6 mm,与设计端头形状相比,误差在1 mm以内。而且,整形后的端头内外表面光滑,无明显压痕和裂纹。
3.2 室内膨胀试验
为了验证膨胀波纹管端头整形后的承压能力,截取2段管体,将整形后的端头对焊到一起,另外两端用盲板焊接封堵,并在盲板上预留进水口和出水口。为了减少膨胀过程凹槽对盲板的作用力,设置了限位圈和限位管,限制盲板处的变形量,从而降低了膨胀过程中盲板处破裂失效的风险。室内膨胀试验发现,当膨胀压力达到38 MPa时,管串密封性保持完整,除去盲板的限位部分,其余部分都膨胀成圆形。随后,又进行了3组相同的试验,试验结果一致。现场应用时,水力膨胀压力一般为25 MPa,因此,膨胀波纹管端头整形后的承压能力完全满足现场应用要求。室内试验成功后,对100余个膨胀波纹管端头进行了整形,每个端头的整形时间都在10 min以内,错边量均小于1 mm,而且未出现模具被卡的情况。
4 现场应用
膨胀波纹管在现场应用时,如果不对其端头进行整形,需要拓印端头的形状,选择端头形状差别小的焊接在一起,以减小每道焊缝的错边量。膨胀波纹管端头整形后,可以将任意2根膨胀波纹管焊接在一起,既能缩短对接焊接的时间、减小错边量和提高焊缝质量,又可增大膨胀波纹管在长井段、弯曲井段等复杂井段中应用的可靠性。
为了进一步验证膨胀波纹管端头采用整形装置整形后的焊缝强度和膨胀波纹管管串承压能力,对端头整形后的膨胀波纹管在PG22井、DPT-112井和LP10H井等3口井的应用情况进行了统计分析,结果见表1。

表1 端头整形后膨胀波纹管在3口井的应用情况
从表1可以看出:端头整形后的膨胀波纹管在封隔PG22井和DPT-112井定向井段易坍塌地层的应用中,膨胀压力达到32 MPa,膨胀波纹管管串也始终保持着密封的完整性;在LP10H井封隔恶性漏失地层的应用中,无论是在水力膨胀过程中还是后续钻进提高钻井液密度时,膨胀波纹管管串均未出现密封失效的情况。这表明,膨胀波纹管在应用整形装置对端头进行整形后,提高了焊缝的强度和膨胀波纹管管串的承压能力。
5 结论与建议
1) 膨胀波纹管端头整形装置可对膨胀波纹管加热,提高膨胀波纹管管体的韧性;利用外模具固定膨胀波纹管端头,内模具采用三瓣楔形结构可以降低整形作用力和模具被卡的风险,且不损伤膨胀波纹管管体的性能。
2) 室内试验和现场应用表明,利用膨胀波纹管端头整形装置对端头进行整形,可以缩短焊接时间、提高焊缝的质量和强度及膨胀波纹管管串的承压能力,降低整形工具被卡的风险。
3) 膨胀波纹管端头整形工艺和模具设计等方面还存在着优化空间,应继续开展相关研究,以进一步降低端头形状的差异性,提高膨胀波纹管管串的整体性能。
4) 膨胀波纹管端头整形装置为解决异形管体间形状差异性大的问题提供了借鉴,可进一步拓展其应用领域和范围。
References
[1] 刘鹏,夏柏如,陶兴华,等.基于膨胀波纹管的单一井径钻井技术[J].石油矿场机械,2015,44(1):74-78. LIU Peng,XIA Bairu,TAO Xinghua,et al.Expandable profile liner makes single-diameter wellbore[J].Oil Field Equipment,2015,44(1):74-78.
[2] 刘鹏,夏柏如,陶兴华,等.膨胀波纹管在大牛地气田定向井段的应用[J].石油钻探技术,2017,45(2):61-67. LIU Peng,XIA Bairu,TAO Xinghua,et al.The application of solid expandable liners in directional well sections of the Daniudi Gas Field[J].Petroleum Drilling Techniques,2017,45(2):61-67.
[3] 张辉,王锦昌,王翔,等.膨胀波纹管技术在大斜度井易垮塌地层的应用[J].断块油气田,2015,22(3):394-397. ZHANG Hui,WANG Jinchang,WANG Xiang,et al.Application of expandable convoluted tubing technique in easy collapsed formation of highly deviated well[J].Fault-Block Oil & Gas Field,2015,22(3):394-397.
[4] 王玲玲,姜增所,邱贻旺,等.膨胀管技术在冀东油田大斜度井中的应用[J].石油机械,2016,44(11):68-71,79. WANG Lingling,JIANG Zengsuo,QIU Yiwang,et al.Application of expandable tubular technology on highly deviated wells in Jidong Oilfield[J].China Petroleum Machinery,2016,44(11):68-71,79.
[5] 陶兴华,马开华,吴波,等.膨胀波纹管技术现场试验综述及存在问题分析[J].石油钻探技术,2007,35(4):63-66. TAO Xinghua,MA Kaihua,WU Bo,et al.Summary of expandable bellows field test and existing problem analysis[J].Petroleum Drilling Techniques,2007,35(4):63-66.
[6] 胡彦峰,涂玉林,陶兴华.φ149.2mm膨胀波纹管在塔河油田侧钻井的应用[J].石油机械,2013,41(1):27-30. HU Yanfeng,TU Yulin,TAO Xinghua.Application of the φ149.2mm expandable bellows in sidetracked wells of Tahe Oilfield[J].China Petroleum Machinery,2013,41(1):27-30.
[7] 刘鹏,夏柏如,陶兴华,等.膨胀波纹管焊缝缺陷的检测及影响评价分析[J].科学技术与工程,2016,16(32):22-27. LIU Peng,XIA Bairu,TAO Xinghua,et al.Weld defects detection and weld’s performance evaluation of solid expandable profile liner technology[J].Science Technology and Engineering,2016,16(32):22-27.
[8] 陶兴华,朱宏武,曾义金,等.膨胀波纹管焊接机器人的研制及其机构运动分析[J].中国石油大学学报(自然科学版),2011,35(4):119-122. TAO Xinghua,ZHU Hongwu,ZENG Yijin,et al.Development and mechanism motion analysis of welding robot for expandable profile liner[J].Journal of China University of Petroleum(Edition of Natural Science),2011,35(4):119-122.
[9] TAKHAUTDINOV S F,IBRAGIMOV N G,IBATULLIN R,et al.Mitigating drilling hazards with solid expandable profile liners[J].World Oil,2009,230(7):1-11.
[10] 陶兴华,朱宏武,张宏,等.波纹管成型及膨胀过程力学性能分析[J].石油机械,2011,39(3):12-15. TAO Xinghua,ZHU Hongwu,ZHANG Hong,et al.An analysis of the mechanical properties of the forming and expansion process of the bellows[J].China Petroleum Machinery,2011,39(3):12-15.
[11] 张鹏辉.石油套管电磁整形过程的受力分析[D].西安:西北大学,2011:13-18. ZHANG Penghui.Force analysis of electromagnetic shaping process for oil casing[D].Xi’an:Northwestern University,2011:13-18.
[12] 张洪宝.辽河油田高效液压套管整形工具的研制与应用[J].石油钻探技术,2016,44(3):101-104. ZHANG Hongbao.The development and application of a high efficiency hydraulic casing restoration tool[J].Petroleum Drilling Techniques,2016,44(3):101-104.
[13] 翟晓鹏,楼一珊,周建良,等.套管径向变形可修复界限研究[J].石油钻探技术,2012,40(1):28-31. ZHAI Xiaopeng,LOU Yishan,ZHOU Jianliang,et al.Study of minimum repair limit for reduced casing deformation[J].Petroleum Drilling Techniques,2012,40(1):28-31.
[14] 林元华,邓宽海,曾德智,等.套管整形用梨形胀管器的参数优化实验[J].天然气工业,2014,34(2):71-75,80. LIN Yuanhua,DENG Kuanhai,ZENG Dezhi,et al.An experimental investigation intoparameters optimization of reshaping casing by pear-shaped casing swage[J].Natural Gas Industry,2014,34(2):71-75,80.
[15] 王国栋.新一代控制轧制和控制冷却技术与创新的热轧过程[J].东北大学学报(自然科学版),2009,30(7):913-922. WANG Guodong.New generation TMCP and innovative hot rolling process[J].Journal of Northeastern University( Natural Science),2009,30(7):913-922.
[16] 刘晓丹,张海平,陶兴华.热处理和振动时效复合法消除膨胀波纹管残余应力[J].热加工工艺,2015,44(6):189-192. LIU Xiaodan,ZHANG Haiping,TAO Xinghua.Composition of heat treatment and vibratory stress relief on elimination of residual stress of expandable corrugated pipe[J].Hot Working Technology,2015,44(6):189-192.
[17] GINER E,SUKUMAR N,TARANCON J E,et al.An ABAQUS implementation of the extended finite element[J].Engineering Fracture Mechanics,2009,76(3):347-368.
[18] REMMERS J J C,de BORST R,NEEDLEMAN A.The simulation of dynamic crack propagation using the cohesive segments method[J].Journal of the Mechanics and Physics of Solids,2008,56(1):70-92.
[19] 陈晓君,宋刚,孟庆鸿,等.小口径勘探用可膨胀波纹管ANSYS模拟与实验分析[J].探矿工程(岩土钻掘工程),2014,41(11):37-40,45. CHEN Xiaojun,SONG Gang,MENG Qinghong,et al.ANSYS simulation of expandable convoluted tubing for small diameter bore prospecting and experimental analysis[J].Exploration Engineering (Rock & Soil Drilling and Tunneling),2014,41(11):37-40,45.
[20] 关舒伟,李春福,李学艺,等.非均匀外挤压力作用下内径偏磨套管的应力分析[J].石油钻探技术,2009,37(2):38-40. GUAN Shuwei,LI Chunfu,LI Xueyi,et al.Stress analysis of worn casing under heterogeneous external pressure[J].Petroleum Drilling Techniques,2009,37(2):38-40.
[编辑 刘文臣]
The Development and Application of Restoration Device for Expandable Profile Liner Ends
LIU Peng1,2,XIA Bairu1,CHENG Guangming2,LIU Xiaodan2
(1.CollegeofEngineeringandTechnology,ChinaUniversityofGeosciences(Beijing),Beijing,100083,China;2.SinopecResearchInstituteofPetroleumEngineering,Beijing,100101,China)
The ends of expandable profile liners are characterized by significant differences in configurations.Unaligned butts during welding results in seam low strength.In order to improve the alignment of the ends and the stability of the weld seam,a restoration device for the expandable profile liner(EPL) has been developed.By optimizing the shaping temperature and reducing restoration force,the toughness of the EPL can be improved effectively.Through optimization of the length of the restoration section,it is possible to reduce the risk of getting stuck.An inner mold with three valves reduced the possibility of stuck risks by allocating stress.The geometric configuration of the inner mold was optimized through a stress distribution analysis.Experimental results and field application results showed that the device has the advantages of high restoration precision,reduced restoration force,reduced friction and better anti-sticking.From the initial design,the alignment of butt weld can be reduced to less than 1 mm after the restoration from 4-5 mm before the restoration resulting in a greatly improved weld stability for the end restoration.The restoration device can improve the abilityand reliability of the EPL to pack complex formations.
solid expandable profile liner;end restoration;welding;finite element method
2017-02-22;改回日期:2017-05-05。
刘鹏(1982-),男,山东烟台人,2005年毕业于重庆大学光电工程专业,在读博士研究生,工程师,主要从事井下工具及仪器的研发工作。E-mail:liupeng.sripe@sinopec.com。
中国石化科技攻关项目“塔河油田深部复杂层段侧钻技术研究”(编号:P12072)资助。
10.11911/syztjs.201703014
TE929
A
1001-0890(2017)03-0077-06
猜你喜欢
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
橡塑技术与装备(2021年7期)2021-04-22
橡塑技术与装备(2021年6期)2021-03-19
工程建设与设计(2020年20期)2020-11-08
考试与评价·高二版(2020年1期)2020-09-10
中国特种设备安全(2019年11期)2020-01-16
制造技术与机床(2019年10期)2019-10-26
阅读与作文(英语高中版)(2019年8期)2019-08-27
临床医药文献杂志(电子版)(2017年11期)2017-05-17