
汽车用金属紧固件平台化选用原则
2017-08-17 01:19魏庆
汽车工程师 2017年2期
魏庆
(长城汽车股份有限公司技术中心;河北省汽车工程技术研究中心)
随着汽车行业的不断发展,各汽车厂家为遏制金属紧固件(以下简称紧固件)不断增多所带来生产、管理等成本的增高,紧固件平台化工作被越来越多的汽车厂家重视。文章从结构要素、材料和机械性能及表面处理3个方面对紧固件平台化进行了探讨。
1 结构要素的平台化
结构要素主要包括扳拧形式、末端形式、公称长度及螺纹4个方面的平台化。
1.1 扳拧形式的平台化
目前,汽车厂家常用的扳拧结构有六角法兰面结构、六角头结构、外六角花型结构、十字槽结构及内六角花型结构等。
1.1.1 螺栓扳拧形式的平台化
螺栓类产品的扳拧形式主要为外扳拧结构,有六角头、六角法兰面、外六角等。六角头螺栓是螺栓类产品的基础型,其他螺栓类型多是在六角头螺栓的基础上发展而来。
六角法兰面螺栓支撑面积大于普通六角头螺栓,可更大地分散支撑面压力,避免与连接件连接变形。在摩擦因数相同的条件下,它比六角头螺栓需要更大的装配扭矩,头部法兰的防松效果也要明显优于六角头螺栓。
在汽车设计过程中,推荐选用六角法兰面螺栓,但有时为提升生产效率也会选择六角头螺栓,例如,生产车间某工位需要安装M8与M102种规格的螺栓,如果全部采用六角法兰面螺栓(Q184[1])就需要2种规格的安装工具,如果M8螺栓采用六角头螺栓(Q150B[1]),M10螺栓采用六角法兰面螺栓(Q184),则生产车间只需1种13 mm的套筒即可完成2种螺栓的装配工作,节省了更换安装工具的时间。
外六角花型螺栓所需要的装配空间小,不适用六角套筒的安装方式,在受空间限制的环境中考虑选用此种螺栓。表1示出螺栓类紧固件选用优先级。
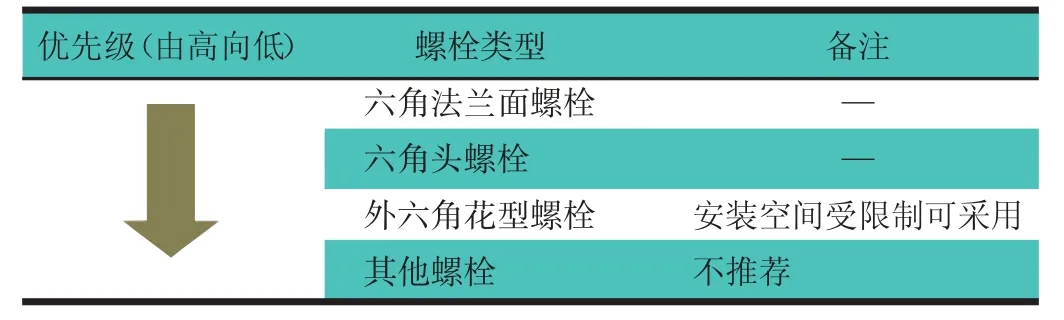
表1 螺栓类紧固件选用优先级
1.1.2 螺钉扳拧形式的平台化
螺钉的扳拧形式为内扳拧结构,主要有十字槽、内六角、内六花等。十字槽螺钉根据头部形状不同,有盘头、沉头、半沉头等型式,根据装配空间及外形因素选用,一般用于车身、电气及内外饰的零部件。
内六角花型螺钉和内六角螺钉头部形状不同,有圆柱头、低圆柱头、盘头、沉头、半沉头的型式,一般用于发动机、变速器等壳体类零件,在汽车模具上也应用广泛。适用于扳拧空间小的场合,并优先选用大支撑面。2种螺钉推荐选用内六角花型扳拧形式,且在同一个产品或同一生产线上,不宜同时采用这2种扳拧形式。表2示出螺钉类紧固件选用优先级。
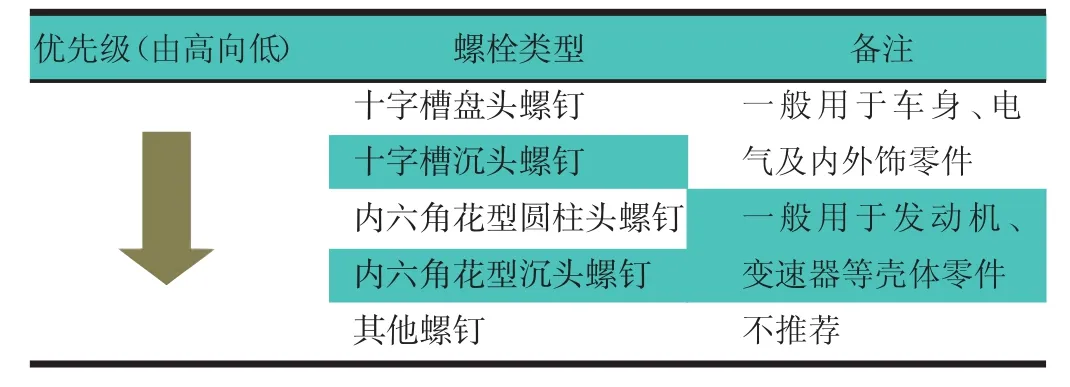
表2 螺钉类紧固件选用优先级
1.1.3 螺母扳拧形式的平台化
螺母类产品一般与螺栓、螺柱及螺钉一起配合使用,形成一个紧固系统。
六角法兰面螺母使用效果与六角法兰面螺栓相同。若结构允许,优先推荐六角法兰面螺母。
盖形螺母用于有外观或保护要求的场合,如后背门及行李架经常用到盖形螺母。
六角法兰面锁紧螺母包括全金属锁紧螺母和非金属嵌件锁紧螺母。全金属锁紧螺母是通过挤压螺纹,使螺纹产生形变,从而产生锁紧效果。全金属锁紧螺母的耐温性好,但是不宜用于经常拆卸的部位。非金属嵌件锁紧螺母的耐冲击性、抗振性、重复使用性好,但是耐高温性较差,通常建议使用温度不超过100℃。
簧片螺母用于薄钣金和非金属板件,在汽车牌照、车灯支架、车身钣金件等部位上应用较多。表3示出螺母类紧固件选用优先级。
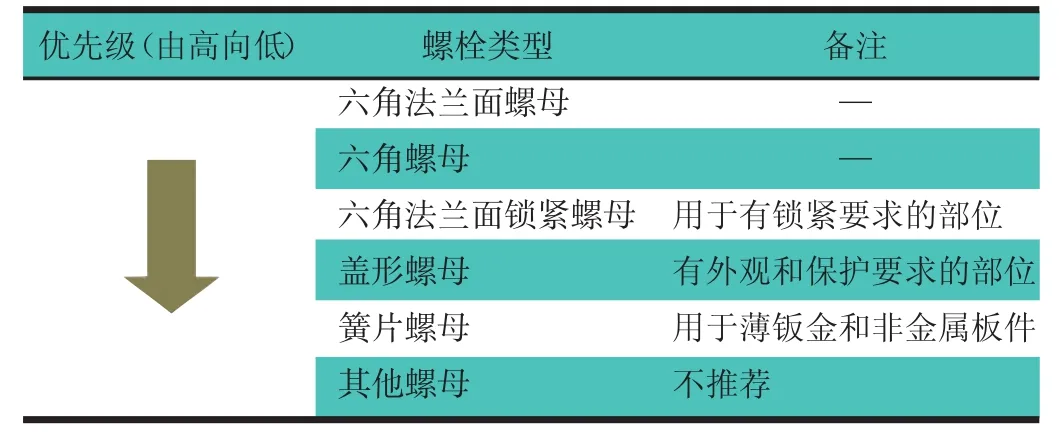
表3 螺母类紧固件选用优先级
1.2 末端的平台化
GB/T 2—2001《紧固件外螺纹零件的末端》[2]中规定了12种紧固件的末端类型,紧固件末端主要作用是方便紧固件生产、现场装配及刮削。表4示出紧固件末端形式选用优先级。
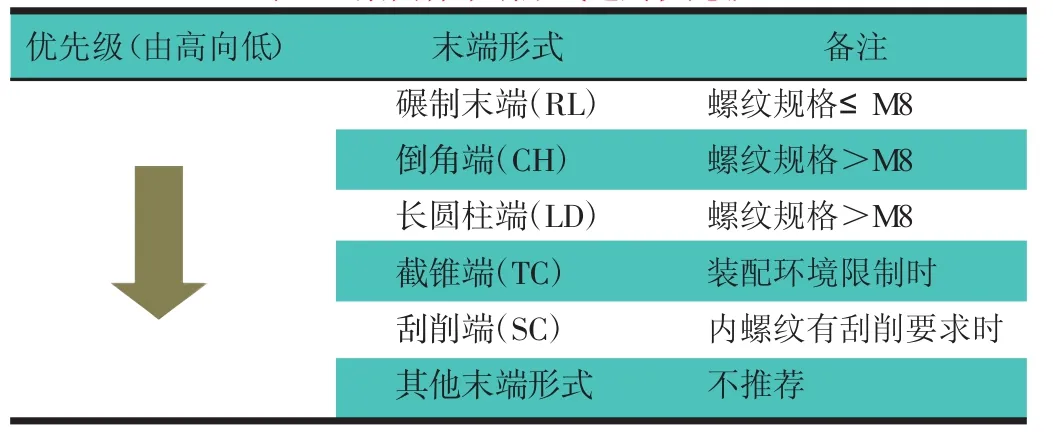
表4 紧固件末端形式选用优先级[2]
1.3 公称长度的平台化
选择螺栓、螺柱、螺钉的长度时,应保证在与螺母相配后螺栓或螺柱末端超出螺母顶面至少2个螺距的长度。拧入盲孔时,长度不能与盲孔发生干涉。相同规格的紧固件公称长度相同时,原则上不允许产生多种螺纹长度。表5示出公称长度的优先选用序列。
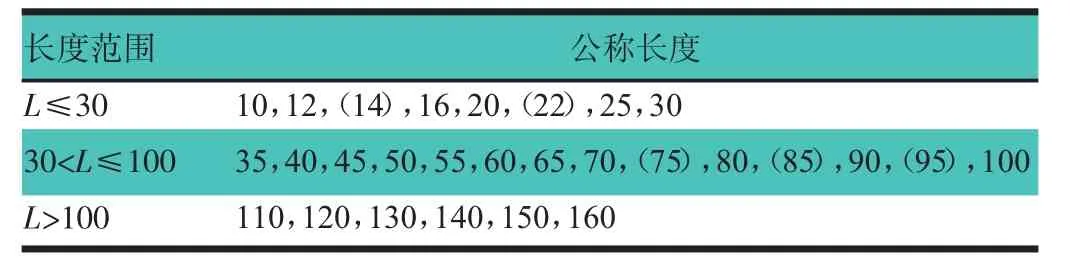
表5 公称长度的优先选用序列[1] mm
1.4 螺纹平台化原则
汽车厂家常用螺纹类型为米制普通螺纹[4-5],包括粗牙螺纹和细牙螺纹。通常,同一企业开发的各系列车型中相同公称直径的螺纹应尽量选用同一种螺距,以利于减少规格,表6示出米制普通螺纹公称直径与螺距优选序列。可根据不同的紧固件表面处理选择不同的螺纹精度,推荐紧固系统内、外螺纹的配合公差为6H/6h,表7示出螺纹精度优选序列。

表6 米制普通螺纹公称直径与螺距优先选用序列[3] mm

表7 螺纹精度优选序列[4]
1.5 垫圈的平台化
原则上不允许垫圈类产品单独存在,如果因为零部件结构需要使用垫圈类产品时,优先推荐垫圈与螺栓、螺钉类产品以组合件的形式使用,以提高生产效率。垫圈类产品的应用范围:1)需要遮盖被紧固的零部件上较大的孔;2)需要增大接触面的结构,减小应力;3)需要保护被连接的零部件表面,防止划伤;4)有助于防止松动;5)提高连接处的疲劳性能;6)补偿不平整的安装面。
2 紧固件材料与机械性能的平台化
2.1 螺栓、螺柱、螺钉的材料与机械性能平台化
GB/T3098.1—2010《紧固件机械性能螺栓、螺钉和螺柱》[6]中规定的性能等级有10种,不推荐在一企业内全部使用这10种性能等级紧固件。8.8级以下为不需要热处理的产品,一般直接通过使用不同的材料来达到不同的性能等级,根据汽车标准件手册—2012版中默认性能等级要求,推荐使用 4.8,5.8,8.8,10.9 和 12.9。
根据GB/T 3098.1—2010标准中材料与性能等级的要求,并结合实际生产,各性能等级对应材料推荐,如表8所示。

表8 螺栓、螺柱和螺钉的材料与机械性能推荐
2.2 自攻螺钉材料与机械性能平台化
自攻螺钉类产品没有特定标记来表示性能等级。GB/T 3098.5—2000《紧固件机械性能自攻螺钉》[7]对自攻螺钉机械性能做了要求。
自攻螺钉类产品由冷镦、渗碳钢采用表面渗碳的热处理工艺制造,推荐优先选用材料为SWRCH18A和SWRCH22A。
2.3 螺母材料与机械性能平台化
GB/T 3098.2—2015《紧固件机械性能螺母》[8]中规定的螺母的机械性能系数较多,推荐使用8和10。
螺母的性能等级选取主要取决于与其配合的螺栓、螺柱、螺钉的性能等级,一般8级螺母与8.8级螺栓配合使用,10级螺母与10.9级螺栓配合使用,性能等级高的螺母可以代替性能等级低的螺母使用。螺母性能等级推荐,如表9所示。

表9 螺母材料与机械性能推荐
2.4 平垫圈材料与机械性能平台化
平垫圈一般与螺栓或螺钉形成组合件使用,硬度建议采用200HV和300HV 2个等级。不同汽车厂家可根据实际需求来制定本公司垫圈外径及厚度规格。表10示出平垫圈材料和机械性能推荐表。

表10 平垫圈材料和机械性能推荐
3 紧固件表面处理的平台化
常用紧固件表面处理有涂油、磷化、电镀锌、锌镍合金、锌铝涂层、氧化、镀铜及镀铬等。每种表面处理在外观、防锈、导电性等方面都各有差异,表面处理选型时需要根据实际的工作环境、安装要求等进行选择,如表11所示。
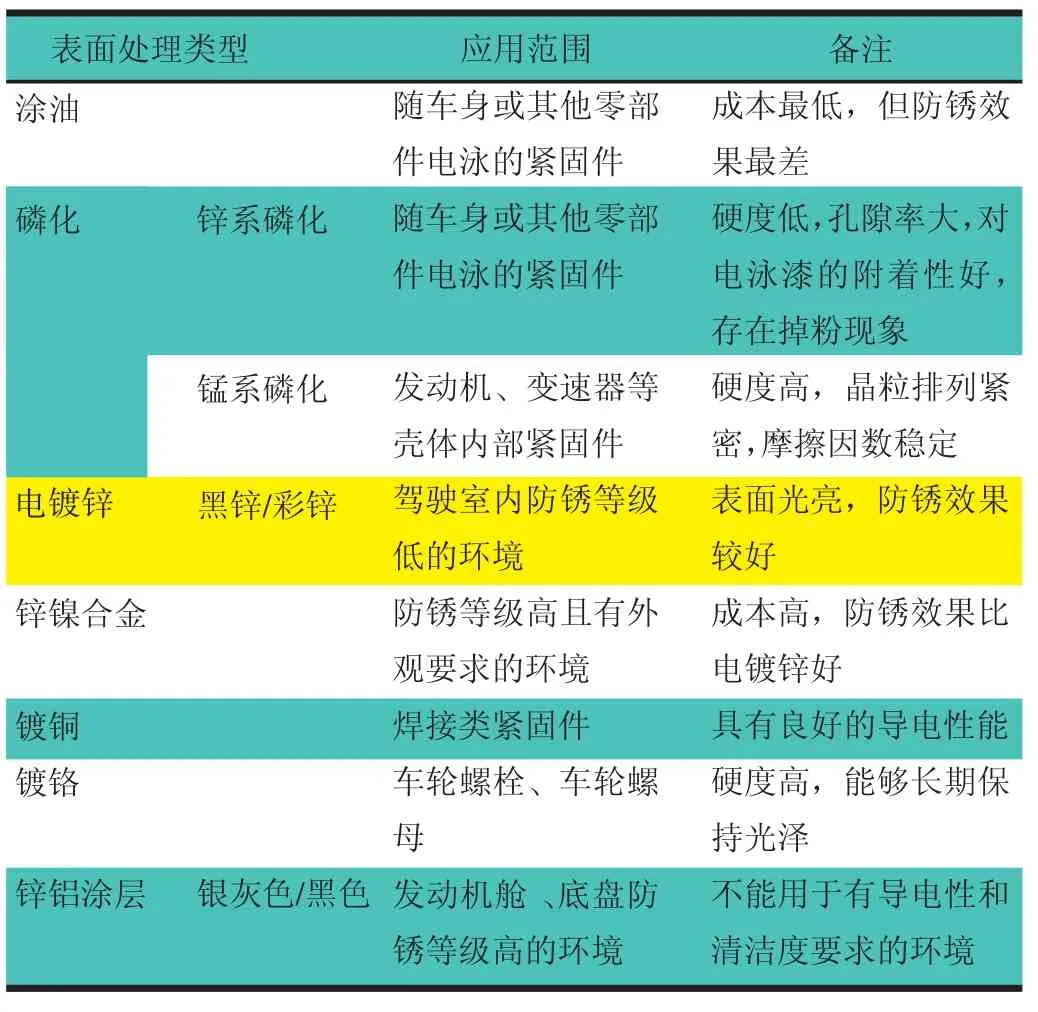
表11 紧固件表面处理选用要求
3.1 涂油
涂油为在紧固件基体表面涂一层防锈油,涂油紧固件要求在正常的保存条件下,半年内不发生锈蚀。
3.2 磷化
磷化是紧固件与磷酸或磷酸盐经过化学与电化学反应形成一层不溶于水的磷酸盐化学转化膜。汽车中常用的主要有锌系磷化和锰系磷化。锌系磷化硬度较低,存在掉粉的现象,不能用于发动机、变速器等壳体内有清洁度要求的环境。锰系磷化一般用于发动机、变速器等壳体内部。
3.3 电镀锌
电镀锌是利用电解工艺将金属锌沉积到紧固件表面的工艺。为降低锌的化学活性,提升紧固件防锈性能和外观,一般镀锌后的紧固件需要经过铬酸盐的钝化处理,在紧固件表面形成一层铬酸盐转化膜,这个过程叫做镀锌钝化。铬酸盐溶液成分不同,可得到不同颜色的紧固件,有黑色、白色、彩色及军绿色等,为方便平台化,推荐采用彩锌、黑锌2种表面处理,电镀锌紧固件一般用于汽车驾驶室内。
3.4 锌镍合金
锌镍合金表面处理生产工艺类似于电镀锌,在紧固件表面形成锌镍合金镀层,锌镍合金镀层内的金属镍含量为12%~15%,其成本和耐蚀性均高于电镀锌,一般用于防锈等级高且有外观要求的环境。
3.5 锌铝涂层
锌铝涂层是紧固件经清洗、抛丸后,浸入锌铝涂层溶液,再经过高温烘烤形成的由重叠的多层金属薄片和特殊无机粘接剂组成的薄膜。锌铝涂层耐蚀性好,无氢脆风险,不能用于有导电性和清洁度要求的环境,不推荐用于螺纹规格小于M8的紧固件,一般用于机舱、底盘等区域。锌铝涂层可根据需要制造多种颜色,推荐采用银灰色锌铝涂层和黑色锌铝涂层。
3.6 氧化
氧化处理是将紧固件浸入强氧化剂中,在紧固件表面形成一层致密的氧化膜。常被人们称为发蓝或发黑,耐蚀性低于磷化和电镀锌,汽车中应用较少,不推荐使用。
4 结语
文章介绍了实际工作中总结出的一些经验,为从事此项工作的人员提供参考。紧固件实现平台化是一个长期、系统化的过程,需要在整车设计初期就作为一项重要工作来开展,并且要实现紧固件与其他零部件的同步设计,避免因其他零部件冻结造成紧固件平台化选型困难的问题。各汽车厂家可根据自身的实际情况,综合考虑设计、生产、装配及售后等各环节,制定本公司的紧固件平台化选用原则。
猜你喜欢
中国核电(2022年2期)2022-09-16
内燃机与配件(2022年2期)2022-01-17
航天标准化(2021年2期)2021-11-12
发明与创新·小学生(2021年3期)2021-03-25
科技视界(2020年4期)2020-04-26
科学与财富(2020年3期)2020-04-02
科技与创新(2015年22期)2015-12-02
中国机械(2015年1期)2015-10-21
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23
