浅谈汽车零部件总成检具验收方法
2017-09-03 10:32韦仁鲜
汽车与驾驶维修(维修版) 2017年5期
韦仁鲜
(上汽通用五菱汽车股份有限公司 545007)
浅谈汽车零部件总成检具验收方法
韦仁鲜
(上汽通用五菱汽车股份有限公司 545007)
本文主要对汽车零部件总成构造和检具设计要点进行了介绍和分析;其次,介绍零部件总成检具的验收方法;希望能对相关方面的研究有所帮助。
汽车零部件总成检具;检具验收方法
1 车身零件特点及检具设计原则
1.1 汽车车身零件特点
当前汽车的零件中,冲焊件占到了非常大的比例。对汽车的质量和安全具有决定性的作用;并且汽车冲焊零部件具有曲面多、构造复杂、形状不规则、体积大、重量重等特点;所以为了保证精准度、质量高的冲焊件零件,生产现场需要配备一种可以快速的测量出车身零件的尺寸大小,及时发现车身零件的不符合项的专用测量工具――检具。以便快速根据测量结果分析出问题产生的原因,然后制定出针对性的整改措施。
1.2 汽车车身零件检具设计原则
检具是一种用来测量和评价零件尺寸、形状、位置特性的专用检测量具。在零件生产现场,通过检具实现对零件的在线检测,达到有效的控制产品的质量,保证生产的稳定性,好的检具应该具备以下特点。
(1)应满足图纸测量要素完整性。(2)应具有足够的测量精度。(3)应具有足够的测量效率。(4)应具有经济性。
2 检具验收方法
检具制造完成后,为了保证检具能顺利投入生产使用,需要对检具制造精度,检测功能、人机工程、检具外观等内容进行检查,其目的:是确认检具制造符合制造标准要求、检测功能齐全、操作方便、技术资料完整。
2.1 检具的制造精度验收
检具的制造精度确认主要采用三坐标测量确认。三座标测量前需要确认检具建标基准符合标准要求,测量数据真实可靠,无少测、漏测。
(1)建标基准如图1所示。
(2)检具制造精度要求。
检具是用来检验零件精度的,它的本身应具有足够的测量精度。但在检具的制造和使用过程中,都有误差存在。为了保证检具的测量精度,需对这些误差加以限制(图2)。
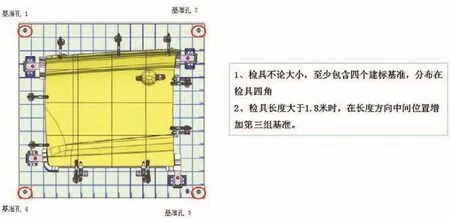
图1
2.2 检具功能验收
(1)检具设计的零部件数模/GD&T图纸必须是最新的锁定版本,检测机构必须满足最新数据/GD&T图纸要求及检具设计标准要求。
(2)定位装置:检具上基准位置与数量必须依据图纸要求不能少做或漏做,并在对应的位置上标识清晰。
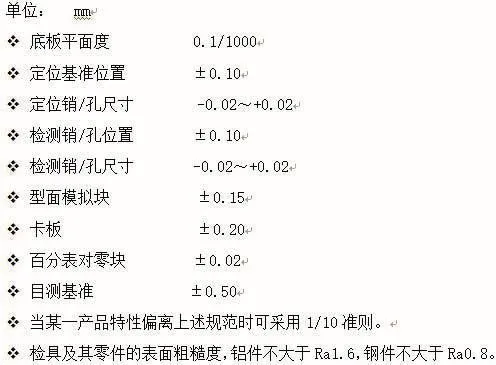
图2
①夹紧装置应具有足够的刚性,需把零件的变形控制到最小限度内,所以夹紧力应沿着定位面的法向。
②塑料零件的夹紧装置的压头必须是软质尼龙材料,以保证定位不损坏破坏零件外表面。
(3)夹紧装置: 在夹紧过程中保持工件原有良好定位,夹紧力可靠、适当,既保证工件不移动、晃动,又不因夹紧力过大而使工件表面损伤、变形;夹紧机构结构简单,操作安全、方便、省力。
①夹紧装置应具有足够的刚性,需把零件的变形控制到最小限度内,所以夹紧力应沿着定位面的法向。
②塑料零件的夹紧装置的压头必须是软质尼龙材料,以保证定位不损坏破坏零件外表面。
(4)检测装置
①检测卡板:检测卡板强度满足要求,曲面设计正确悬臂小于300 mm,活动机构运动顺畅(图3)。
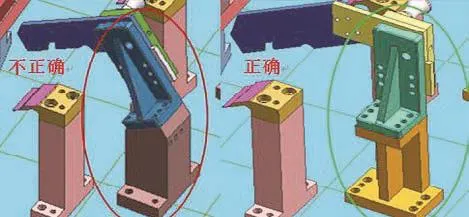
图3
②固定检测模拟块:各种类型零件的周边、翻边和零件断面的检测可以通过设置检具检测面来实现。检测面检测包括gap检测和flush检测,通常gap检测采用对被测零件型面进行3 mm等距偏置(对于型面公差比较大的零件可以采用5 mm偏置),flush检测采用对被测零件型面进行平面拉伸(图4)。
检测面也可采用对方零件的理论数据做成标准的零件面。但此时 fl ush方向往往不是平面,因此在这种情况下将不能使用断差尺进行准确度数(图5)。
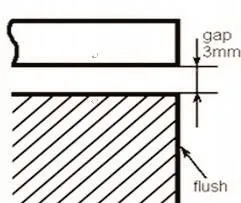
图4
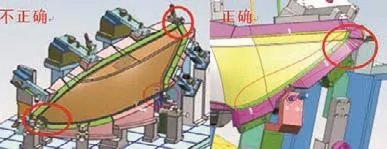
图5
(5)检测工具
①检测/划线销大小符合图纸要求且标识清楚,与衬套配合无晃动,是否有存放装置且就近存放便于操作,并标识一一对应(图6)。
②止通规/面差规: 通止规/面差规尺寸符合GD&T图要求,复杂曲面都能检测到。
③易损检测工具是否都做好备件。

图6
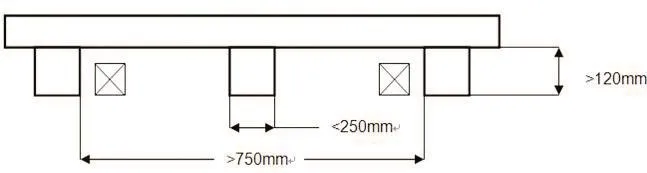
图7
2.3 检具辅助装置
(1)起吊装置:包括运输小车、吊环、防尘装置
大中型检具必须设有起吊装置和叉车槽,设计时需考虑最大承载力,并保证在检具运输时,吊绳不会影响检具上的功能件;而小型检具需配备人工搬运的把手(图7)。
(2)检具文档资料
①检具三维数模:采用PRT ,IGS或SPT格式。
② 检具尺寸验证计划及三坐标验证报告:测量内容全面、明确、清晰,包含测量点示意图。
③具重复性和再现性研究计划和分析报告。
合理选择分析点的数量和位置,尽量选择远离定位结构的点。
④检具操作指导书:能够通俗易懂地详尽地介绍检具的操作方法,包括如何按顺序装夹定位、如何检测、如何判断、如何维护保养、附件清单等;检具上的所有操作功能都需要在操作指导书中描述。
2.4 检具外观
工作面与非工作面均需要做好防锈处理:定位面、支撑面:材料的本色 ,底板上表面 透明防锈漆,将检具的所有非检验用表面都漆成适中的蓝色。
3 结束语
通过随着制造技术智能化及互联网+技术的不断发展,未来检具的发展趋势将会是更高精度、更智能化和更简单方便,将逐步被先进的自动化监测手段所取代,但当前大部分车身覆盖总成件及塑料装饰件仍采用这类检具进行检测监控,通过以上讲解,验收方法主要考虑在满足检具设计制造标准要求时,确认精度达到标准要求,定位与设计要求一致,定位可靠,功能检测项齐全、操作合理,资料齐全,保证检具精度及功能满足要求。
[1].陈旭波;汽车电子控制与零部件检测技术[J];科技创新与应用;2013年02期.
[2].叶宗茂;我国汽车零部件专用检测设备发展状况[J];汽车工艺师;2010年09期.
U468.4 文献标示码:A
韦仁鲜,女,本科,研究方向为检具开发。
猜你喜欢
导航定位学报(2022年5期)2022-10-13
汽车实用技术(2022年16期)2022-08-31
一重技术(2021年5期)2022-01-18
计算机应用(2021年8期)2021-09-09
汽车实用技术(2020年16期)2020-09-06
当代工人(2019年20期)2019-12-13
家用汽车(2016年9期)2016-11-04
华人时刊(2016年16期)2016-04-05
职业·中旬(2009年12期)2009-06-01