X90管线管国产化质量分析
2017-10-11 07:48刘腾跃李小波
焊管 2017年7期
刘腾跃,李小波
(中国石油技术开发公司管道分公司,北京,100028)
X90管线管国产化质量分析
刘腾跃,李小波
(中国石油技术开发公司管道分公司,北京,100028)
为了提高国产化试制的X90管线管的质量,以X90螺旋埋弧焊管为研究对象,从钢管的成分、组织、力学性能等方面,总结了X90管线管国产化试制中存在的问题,分析了管线管质量控制要点。国产化试制钢管存在的问题表明,P含量偏高是造成冲击性能不合格的主要原因;卷板生产时实际温度较高,中层流冷却速度较慢,组织中未出现板条贝氏体区,是造成X90管线管强度和韧性较低的主要原因。分析认为,加强对管线钢P、Mn、CEpcm、Nb+V+Ti等的控制,调整优化管线钢轧制工艺,能够有效改善X90管线管的整体质量。
焊管;X90管线钢;化学成分;热处理参数
Abstract:In order to improve the quality of trial-manufactured X90 line pipe for localization,taking X90 SAWH pipe as research object,the problems existed in X90 line pipe localization trial-manufacture were summarized from steel pipe chemical composition,metallographic structure,mechanical properties,and the quality control key points were analyzed.The problems existing in localization trial-manufacture indicated that high content P caused unqualified impact performance;in actual production,the coiling temperature is higher,the middle laminar flow cooling rate is slow,and no lath bainite area appear in final obtained structure,it is the main reason for the lower strength and toughness.The analysis results considered that strengthening control of P,Mn,CEpcm,Nb+V+Ti,adjusting and optimizing rolling process of pipeline steel can effectively improve the whole quality of X90 line pipe.
Key words:welded pipe;X90 pipeline steel;chemical composition;heat treatment parameters
随着石油天然气需求的日益旺盛,单条输送管道的设计输送量大幅度提高,从原来的320亿m3/a增长到现在的 460亿m3/a。近 20年,管线管输送压力从最初0.25 MPa提升至14 MPa[1-2]。 据相关统计资料[3-4]表明,钢管每提高一个钢级,管线管建设成本可以缩减7%。因此为了降低管线建设成本,并且满足日益增长的油气需求,高性能管线管的开发和研究显得尤为重要。目前,国内已先后有11家企业参与了X90管线管的试制工作,且已初步具备大规模生产条件。本研究主要针对国内各生产厂试制的X90管线管的化学分析、力学性能、金相组织等几个方面进行详细分析,统计出X90管线管国产化的质量控制情况,同时提出X90管线管生产中的质量控制要点。
1 X90管线管生产工艺
X90管线管的生产工艺和X80管线管基本一致,其生产工艺为:上料→钢板超声波探伤→铣边→钢板端部剪切及焊接→边缘修正→螺旋成型→焊接→焊缝超声波探伤→X射线探伤→钢管扩径→水压试验→焊缝超声波探伤→X射线探伤→管端拍片→平头倒棱→称重测长→喷标→发运。为了使X90管线管的性能满足相关标准要求,对重点制管工艺进行质量控制显得尤为重要。
2 X90管线管质量控制
X90管线管典型生产工艺分为螺旋埋弧焊和直缝埋弧焊两种,而按照X90管线管国产化各生产厂家实际生产情况来看,两种性能差别较小。因此,本研究主要选取5个国内生产厂家试制的X90螺旋埋弧焊管进行分析。
2.1 化学成分控制
对200组国产化X90螺旋埋弧焊管化学成分的检测数据进行统计分析,结果见表1。
从表1可以看出,国产化X90螺旋埋弧焊管化学成分控制均满足技术要求,并且对于C、Si、S、Cr、Mo等元素的控制明显好于P、Mn、CEpcm、 Nb+V+Ti等元素。 C、 Si、 S、 Cr、 Mo等元素控制在中值附近,并且标准差控制的相当小;P、Mn、CEpcm、Nb+V+Ti等质量分数最大值都接近或达到技术要求上限,并且标准差也较大。从元素含量控制来看,整体控制较好,但还应加强对P、Mn、CEpcm、Nb+V+Ti等的控制。
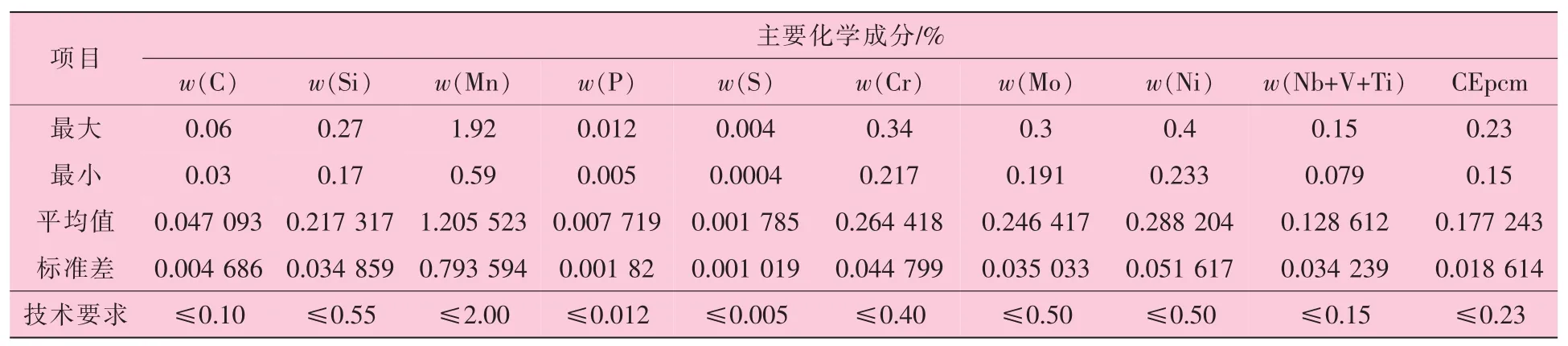
表1 X90螺旋埋弧焊管化学成分统计分析
2.2 力学性能控制
2.2.1 拉伸性能控制
对200组国产化X90螺旋埋弧焊管管体拉伸试验结果进行统计分析,统计结果见表2。
从表2可以看出,屈服强度和抗拉强度的范围均超出了标准要求(实测过程中屈服强度有4个数值超标,不合格率为2%;抗拉强度有2个数值超标,不合格率为1%)屈服强度和抗拉强度标准差也很大,屈服强度平均值控制在中值附近,抗拉强度平均值控制在偏下限位置。延伸率控制较好,均满足要求。不合格品经金相分析,组织中未出现板条贝氏体区或者比例很低,因此建议调整板材热处理参数。

表2 X90螺旋埋弧焊管拉伸试验统计结果分析
2.2.2 冲击性能控制
对200组国产化X90螺旋埋弧焊管-10℃下冲击试验结果进行统计分析,冲击试样规格10 mm×10 mm×55 mm,统计结果见表3。
由表3可以看出,母材横向、焊缝横向、热影响区横向均有不符合标准要求的数值出现(实测过程中,母材横向不符合5项,不合格率2.5%;焊缝横向和热影响区横向不符合项各1项,不合格率0.5%),平均值均远高于技术要求,但标准差偏差较大。
从统计数据可以看出,冲击功从高到低排列顺序为:母材横向>热影响区横向>焊缝横向。对韧性不合格管进行化学分析和金相分析,结果发现这些试样的P含量普遍较高,且接近上限值。另外,组织中未出现板条贝氏体区或者比例很低。因此,建议从管线钢P含量和热处理工艺入手加强对韧性的控制。

表3 X90螺旋埋弧焊管-10℃冲击试验结果
2.2.3 硬度性能控制
对200组国产化X90螺旋埋弧焊管硬度试验检测结果进行统计分析,结果见表4。
从表4可以看出,X90螺旋埋弧焊管母材、焊缝、热影响区的硬度值均符合技术要求,母材硬度值偏上限,焊缝、热影响区硬度值情况良好。另外,X90螺旋埋弧焊管母材的硬度平均值为263.70HV10,焊缝硬度平均值为240.80HV10,热影响区硬度平均值为228.45HV10,热影响区硬度值分别比母材和焊缝低35HV10和12HV10,这主要是存在一定的热软化作用[5]。

表4 X90螺旋埋弧焊管硬度检测结果
2.3 金相组织控制
对X90螺旋埋弧焊管管体、焊缝等区域进行了金相试验,各部位金相照片如图1所示。管体非金属夹杂物A类、B类、C类、D类均符合技术要求,管体组织为B粒+PF,带状组织0.5级,晶粒度12.0级,焊缝组织为IAF+B粒+PF,熔合区为B粒,细晶区为PF+M/A。X90螺旋埋弧焊管体、焊缝等区域的软化主要发生在热影响区,应该从合金成分的调整和焊接热输入等方面进行解决。
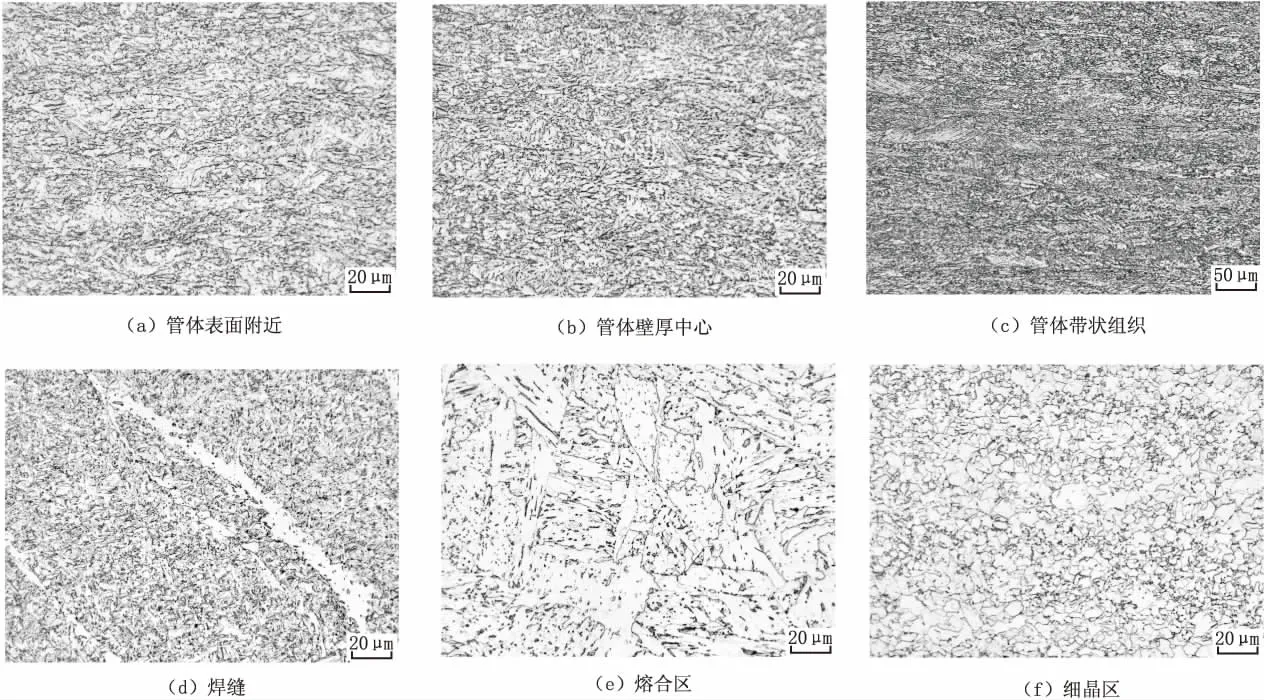
图1 X90螺旋埋弧焊管各部位金相照片
3 X90管线管试制问题及分析
3.1 化学成分问题
从化学成分分析可以得到,C、Si、S、Cr、Mo等元素的控制明显好于 P、Mn、CEpcm、Nb+V+Ti等的控制。 C、 Si、 S、Cr、Mo等元素控制在中值附近,并且标准差控制相当小。而P、Mn、CEpcm、Nb+V+Ti等质量分数最大值都接近或达到上限,且标准差也较大。而通过查询国外X90管线管专利技术可以看出,国外各主要制造厂,如日本住友金属、韩国POSCO等公司管线钢化学成分尽量降低合金元素,而增加主要元素的含量,化学成分控制较为精确,X90管线钢应该借鉴国外的先进经验和技术。另外,试制时P含量偏高,容易造成偏析,并且对韧性有很大的破坏作用,应该是冲击性能不合格的主要原因,所以应该特别加强对P的控制。
3.2 力学性能不合格问题
在X90螺旋埋弧焊管试制过程中,拉伸性能、冲击性能出现了不同程度的不合格,影响了产品的成材率和批量生产。经过实际分析发现,管线钢生产过程中卷曲温度较高,而中层流冷却速度很慢,造成板条贝氏体区未经历,因此,最终获得的组织中未出现板条贝氏体区,从而造成管线管强度和韧性不同程度的出现偏低。所以,应局部修正热处理工艺,建议将工艺修改为超快速终冷温度720℃,超快冷却阶段冷速28℃/s;在层冷前段10组水全开,而在层流段时,减少冷却水组数,并增加冷却水量;控制层终冷温度为450℃,冷却速度≥12℃/s,这样可以提高板条贝氏体比例。
4 结 论
(1)通过对国产化生产的X90螺旋埋弧焊管化学成分、力学性能、金相组织等方面的质量控制分析,可以看出金相组织良好,但化学成分、力学性能控制尚存在不合格品,应加强对化学成分、力学性能的质量控制。
(2)从化学成分问题和力学性能不合格问题两个方面剖析了X90管线管国产化试制存在的问题,并提出了相应的解决措施。
[1]李鹤林.天然气输送钢管研究与应用中的几个热点问题[J].中国机械工程,2001,12(13):349-352.
[2]李鹤林,吉玲康,谢丽华.中国石油钢管的发展前景展望[J].河北科技大学学报,2006,27(02):97-102.
[3]黄志潜,李平全,刘天民,等.石油工业发展对油井管和管线管的要求与对策[J].石油专用管,1998,6(4):1-10.
[4]刘鸣放,刘胜新.金属材料力学性能手册[M].北京:机械工业出版社,2011.
[5]王晓香.当前管线钢管研发的几个热点问题[J].焊管,2014,37(4):5-12.
[6]张小立,冯耀荣,赵文珍,等.X80高钢级管线钢和钢管组织与力学性能[J].中原工学院学报,2010,21(4):9-13.
[7]霍春勇.高压天然气高强度管线钢管关键技术研究[D].西安:西安交通大学,2005.
[8]李延丰,王庆强,王庆国.X90钢级螺旋缝埋弧焊管的研制结果及分析[J].钢管,2010,40(2):25-28.
[9]束得林.金属的力学性质[M].北京:机械工业出版社,1987.
[10]哈宽富.金属力学性质的微观理论[M].北京:科学出版社,1983.
Quality Analysis of X90 Pipeline Localization
LIU Tengyue,LI Xiaobo
(China Petroleum Technology Development Company Pipeline Branch,Beijing 100028,China)
TE973.1
B
10.19291/j.cnki.1001-3938.2017.07.011
2017-03-08
修改稿
2017-06-17
编辑:张 歌
刘腾跃(1966—),硕士,高级工程师,现任中国石油技术开发公司管道分公司总经理。
猜你喜欢
钢管(2022年4期)2023-01-05
金属热处理(2022年8期)2022-09-05
山东冶金(2022年2期)2022-08-08
汽车实用技术(2022年12期)2022-07-05
模具工业(2021年6期)2021-06-25
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
热处理技术与装备(2019年3期)2019-12-22
建材发展导向(2019年11期)2019-08-24
西南交通大学学报(2018年6期)2018-12-18
读书文摘(2009年1期)2009-01-07