
电液控制换档阀阀孔拉伤原因分析和改进措施
2017-10-21 13:11顾宏杰
科技风 2017年12期
顾宏杰


摘要:针对电液控制换档阀出现阀孔拉伤现象,运用液压元件磨损失效概念及其磨损状况对产生阀孔拉伤的原因进行分析,从工艺、结构方面提出改进措施。
关键词:电液控制换档阀;阀孔拉伤;分析;改进
电液控制换档阀内装有湿式电磁阀,通过档位选择器选择不同档位,使电磁阀工作后,压力油通过不同的阀孔推动阀芯运动,打开所需的油路,将压力油输出,通过变速箱形成前进档、后退档、空档的过程。工程机械中的装载机、平地机工作时需要频繁换挡,于是阀芯在阀孔中频繁运动,在承压情况下很容易出现卡阀、拉伤阀孔的情况,本文针对以上原因进行分析并提出改进措施。
1 电液控制换档阀阀孔拉伤原因分析
通过对多次阀孔拉现象的分析和总結,作者认为该电液换档阀阀孔拉伤主要由以下几方面因素造成:
(1)由于工程机械工况较差,对车辆的油品维护保养不及时,造成系统液压传动油的润滑性能下降,油品的清洁度也得不到保障,使液压油中的微小颗粒进入阀体,由于磨粒磨损和挤压破坏,造成阀孔拉伤。当颗粒较大时将产生卡阀现象,导致车辆故障。
(2)阀孔和阀芯的制造精度不高。阀孔的圆柱度误差,导致阀芯运动时,阀孔与阀芯之间的间隙不均匀,引起油压波动和冲击,在危险应力处产生磨损。
(3)阀体、阀芯在制造和装配过程中对表面粗糙度、尖角处锐边控制不严格,存在阀体油槽口毛刺、阀芯外圆尖角阳极氧化层易脱落,造成尘粒、铝屑、异物等附着在阀孔和阀芯表面,当阀芯移动时产生阀孔局部挤压拉伤。
(4)阀孔和阀芯配合间隙因素,当配合间隙较小,因阀体与阀芯结构区别,随着温度的升高,造成受热后膨胀速度不一致,使实际配合间隙减小,出现边界摩擦和干摩擦状态,容易出现粘着磨损而导致阀孔拉伤。
(5)从电液控制换档阀的结构因素分析阀孔拉伤现象的产生过程。以K1K2K3压力阀为例,阀体材料采用铸造铝镁合金,阀孔的深径比L/D达6,属于典型的深孔,而且孔被许多油槽分割。阀芯的材料为铝合金,表面阳极氧化处理。阀芯内装压缩弹簧,受力后或多或少存在失稳现象。阀芯在受到压缩弹簧横向偏载力f时,阀芯在阀孔中出现偏斜,使阀芯与阀孔在图示两端危险区域局部范围接触,在该部位会出现边界摩擦、干摩擦同时存在的状态,随着阀芯的继续运动,表面的阳极氧化层逐渐磨损变薄,直至阀芯危险区域表面镀层破裂而形成相近金属组成的摩擦副。容易出现粘着磨损而导致阀孔拉伤,出现卡阀现象。
由于阀孔被油槽分割成若干段,阀芯运动时阀孔油槽口与阀芯外圆尖角阳极氧化层反复接触分离,使油路打开和关闭,受到油压波动冲击的影响,阀芯上的阳极氧化层首先从外圆尖角处磨损、脱落。造成硬质颗粒物,附着在阀孔和阀芯表面直接导致两者在相对运动时形成磨损和挤压拉伤,导致阀孔拉伤。
2 电液控制换档阀工艺和结构改进措施:
2.1 加强液压油的分析诊断过程
加强电液控制阀使用油品的检测,以测定液压油中磨损物质的数量和颗粒分布,诊断和识别阀芯磨损类型和磨损阶段,必要时更换磨损的阀芯,并按周期及时换油。
2.2 加强零件制造过程的控制
对零件制造过程加强监管,做好零件的首检、巡检、终检,同时加强零件的清洗、过程防护,避免磕碰伤,提高员工的质量意识,但主要还是通过工艺和结构的改进。
2.3 采取工艺手段控制阀孔和阀芯的配合间隙
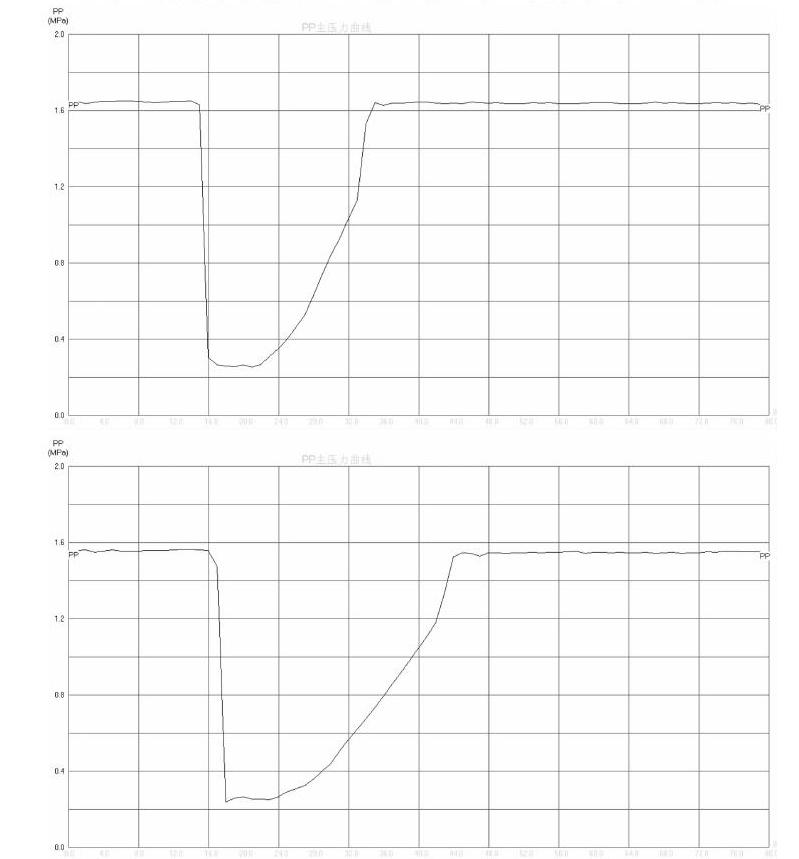
控制阀孔和阀芯的配合间隙,减少压缩弹簧偏载荷f作用的影响。针对换档阀在实际工况下工作,容易出现阀孔拉伤、卡阀现象,经过大量的试验:在满足油压力在1.5~1.7MPa范围内,将内泄漏控制在2.5~3.5L条件下,最终确定阀芯和阀孔的配合间隙。考虑到阀体上的阀孔加工比较困难(大部分尺寸Φ15H6),阀孔的深径比L/D达4~7,主要从阀芯的制造工艺上进行考虑。针对阀孔在制造时尺寸的合理波动,对阀芯进行分组制造,应考虑以下几点:①分组规格不易过多;②方便装配工进行快速判断,装配间隙是否合适;③虽然单个阀芯制造精度提高了,但阀芯组总的公差不变,便于生产;④可以选者阀芯对压力曲线进行有效控制。
下图是选用不同阀芯组合间隙对压力曲线的影响:
2.4 控制压缩弹簧轴心线对两端面的垂直度。
由于弹簧装入阀芯后处于受压状态,弹簧两端面的接触是否平整以及弹簧轴心线对两端面的垂直度直接影响弹簧的轴向受力F的均匀分布,因此必须对弹簧两端面进行控制:两端圈并紧并磨平的弹簧支承圈磨平部分大于或
等于3/4圈,以保证足够的受力接触面积。因弹簧螺旋升角造成两端留有部分约1/4的表面低于受力平面,弹簧被压缩后很容易向该区域方向倾斜,为减少这方面的影响,弹簧端面磨削时,两端面彼此偏位180°。其粗糙度不大于12.5μm,端头厚度不小于1/8d,以减少弹簧失稳现象,避免阀芯在阀孔倾斜,减少局部接触而引起的磨损。
两端面经过磨削的弹簧,其外圆母线对端面的垂直度在无负荷状态下,弹簧对宽座角尺自转一周后再检查另一端测量测量垂直度的最大值Δ。通过对Δ值的控制,阀芯所受到压缩弹簧横向偏载力f大为减少,阀芯在阀孔中的偏斜状态得到明显改善。在20000次的使用过程中,每间隔5000次对整个阀体进行一次分解,从阀孔的检查来看,表面无磨损和拉伤痕迹。
2.5 改善结构和摩擦副关系
从阀孔、阀芯容易磨损的部位来看。阀孔油槽口与阀芯外圆尖角阳极氧化层反复接触分离,使油路打开和关闭,受到油压波动冲击的影响,阀芯上的阳极氧化层首先从外圆尖角处磨损、脱落。造成硬质颗粒物,附着在阀孔和阀芯表面直接导致两者在相对运动时形成磨损和挤压拉伤,导致阀孔拉伤。因此必须对阀孔油槽口和阀芯外圆尖角处结构进行改进,主要从两方面考虑:第一,降低入口处的局部阻力;第二,改善阀芯结构以提高表面阳极氧化层的质量。为降低油路入口处的局部阻力系数,如图所示。孔口和阀芯尖角处采用圆角以降低局部阻力系数,减少油压波动冲击的影响,改善阀芯运动的平稳性。阀芯上的尖角部分,在阳极氧化处理时,易使电流集中,局部温度过高,导致零件烧损;或只能生成不均匀的阳极氧化膜,因此在氧化之前将这些尖角部位进行倒圆处理可以提高该部位的氧化层质量,延长氧化层的使用时间,避免表面膜破裂而形成相近金属组成的摩擦副,加速磨损。
3 结语
上述改进措施经过台位20万次试验和实际在工程车辆上的一年多的使用证明,从根本上避免了阀孔拉伤现象,解决了长期捆扰的问题。同时应加强电液控制换档阀日常维护,减少阀孔拉傷的现象发生。
参考文献:
[1]濮良贵.机械设计.北京:高等教育出版社.
[2]王伯平.互换性与测量技术基础.北京:机械工业出版社.
[3]陈范才.现代电镀技术.北京:中国纺织出版社.
[4]黎启柏.液压元件手册.北京:冶金工业出版社.
猜你喜欢
科学与财富(2021年36期)2021-05-10
孩子(2020年12期)2020-01-06
作文评点报·低幼版(2018年17期)2018-07-12
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
财经理论与实践(2014年1期)2014-04-02
中学英语之友·高二版(2008年2期)2008-04-08
