
帘线钢盘条氧化铁皮厚度及结构的控制
2017-10-24 03:27桂江兵
武汉工程职业技术学院学报 2017年2期
桂江兵 张 帆
(武钢研究院 湖北 武汉:430080)
帘线钢盘条氧化铁皮厚度及结构的控制
桂江兵 张 帆
(武钢研究院 湖北 武汉:430080)
为了提高82级帘线钢氧化铁皮的剥离效果,对标杆帘线钢实物进行了氧化铁皮厚度及结构分析,同时结合铁的氧化机理以及斯太尔摩冷却的特点,找到了影响帘线钢氧化铁皮厚度及结构的影响因子,得出了最佳的吐丝温度、辊道速度以及风机风量。
帘线钢;氧化铁皮;Fe3O4;FeO;吐丝温度;盘条
帘线钢盘条是制造汽车子午线轮胎的主要材料。2016年,部分用户反馈82级帘线钢盘条氧化铁皮的剥离效果不如国外同类进口盘条。剥离效果不好的盘条最终将导致捻股断丝率提高[1]。为了满足用户要求,不断提高82级帘线钢盘条的使用性能,进行了82级帘线钢氧化铁皮的控制研究。
1 标杆对比
82级帘线钢盘条的主要化学成分见表1。

表1 化学成分(wt%)
对比了国内外82级帘线钢盘条氧化铁皮的剥离效果,结果见图1。由图1可见,与国外进口盘条相比,国内某钢厂盘条氧化铁皮剥离效果较差,残留较多。

图1 不同厂家82级帘线钢氧化铁皮剥离效果(a.国外进口;b.国内某厂)
为了找到氧化铁皮剥离效果差、残留多的原因,对比检验了国内外82级帘线钢盘条氧化铁皮的厚度及结构,典型照片见图2,统计结果见图3,图4。

图2 不同厂家盘条氧化铁皮厚度及结构(a.国外进口;b.国内某厂)

图3 氧化铁皮总厚度的箱线图

图4 氧化铁皮中Fe3O4厚度百分比的箱线图
由此可见,国外进口盘条氧化铁皮总厚度在10-20μm之间,平均约15μm,而国内某钢厂盘条氧化铁皮总厚度在8-14μm之间,平均约11μm;国外进口盘条氧化铁皮中Fe3O4的厚度百分比在15%-23%之间,而国内某钢厂盘条Fe3O4的厚度百分比在19%-33%之间。
通过对比,制定了82级帘线钢盘条氧化铁皮改进的目标。

表2 82级帘线钢盘条氧化铁皮改进目标
2 铁的氧化机理
铁的氧化物有三种,分别是FeO,Fe3O4以及Fe2O3,其中氧的理论含量(重量%)分别为22.28%、27.63%和30.06%。由此可见,Fe2O3的氧含量最高,Fe3O4次之,FeO的氧含量最低。根据原子扩散理论,整个氧化铁皮结构中贴近钢基体内层的是含氧量最少的FeO层,随后是Fe3O4层,最外层是Fe2O3层。
三种氧化物的特征及形成条件如下[2]:
(1)Fe2O3。其晶格类属四方晶系,呈红棕色。当温度<1100℃时它可稳定存在,但在较高温度下容易分解,温度大于1565℃时则完全分解。Fe2O3化学稳定性很好,在热的浓酸中也几乎不溶解。
(2)Fe3O4。同为四方晶系,呈蓝黑色,有显著的金属特征和良好的导电性。Fe3O4化学稳定性也较好,在酸中较少溶解。

由此可见,要想提高氧化铁皮的厚度,就必须增加钢在高温段的停留时间,要想减少Fe3O4的厚度百分比,就必须加大盘条的冷却速度,从而减少FeO的共析转变量。
3 影响因子分析
帘线钢盘条生产过程中,产生氧化铁皮主要有两个工序。第一个工序为加热工序,此时生成的氧化铁皮为一次氧化铁皮,存在于铸坯表面。轧制前期,一次氧化铁皮会在高压水除鳞机的作用下脱离铸坯表面,即使少量未脱离的氧化铁皮也会在后续的轧制过程中随着轧件的塑性变形而脱落。因此,一次氧化铁皮不会成为最终的氧化铁皮。产生氧化铁皮的第二个工序为轧后冷却过程。终轧后的高温盘条通过控制冷却最终冷却至室温。期间,盘条表面将与空气充分接触,产生大量氧化铁皮,此时生存的氧化铁皮为二次氧化铁皮,二次氧化铁皮将成为最终的氧化铁皮。因此,分析盘条氧化铁皮的影响因子,必须从盘条轧后冷却过程入手。
82级帘线钢盘条轧后冷却为斯太尔摩冷却,斯太尔摩冷却有三个重要的冷却参数,分别是吐丝温度、辊道速度以及风机风量[3]。因此,这三个参数将是影响帘线钢盘条氧化铁皮厚度及结构的重要因子。
(1)吐丝温度。吐丝温度是控制相变开始温度的关键参数。吐丝温度的高低,直接影响过冷奥氏体的稳定性。对于高碳钢,在其他条件不变的情况下(轧制条件及强制风冷和辊道速度不变),吐丝温度越高,盘条的抗拉强度越高,同时,盘条氧化的速度就越快,形成的氧化铁皮就越厚[3]。
(2)辊道速度。对于特定的斯太尔摩冷却线,辊道速度决定盘条在冷却辊道上的停留时间,辊道速度越慢,则停留时间越长;辊道速度越快,则停留时间越短。
(3)风机风量。风机风量决定盘条的冷却速度,众所周知,风机风量越大,则冷却速度越快,反之越慢。
4 正交试验
根据铁的氧化机理,结合斯太尔摩冷却的具体特点,设计了82级帘线钢氧化铁皮影响因子——吐丝温度、辊道速度、风机风量的3因子正交试验[4],具体设计内容见表3。
试验实施后,取得试验后的盘条,将盘条横截面制成金相试样,利用扫描电镜检测氧化铁皮的厚度及结构。检测方法如下:每个试样在横截面3点钟、6点钟、9点钟、12点钟的位置各测量一次氧化铁皮的总厚度以及Fe3O4的厚度,每个试样共测量四次,将平均值填入表4中。

表3 氧化铁皮影响因子的正交试验
注:风机风量为风机额定风量的百分比。

表4 正交试验结果
利用MINITAB软件进行因子分析,得到如下报告单,见图5、图6。
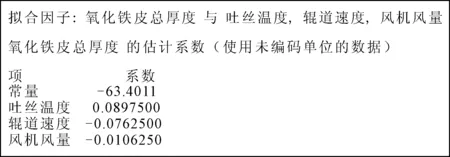
图5 氧化铁皮总厚度的因子分析报告单

图6 Fe3O4厚度百分比的因子分析报告单
根据报告单,氧化铁皮总厚度的回归方程是:
h=-63.401+0.090×T吐-0.076×V辊-0.011×F风
Fe3O4厚度百分比的回归方程是:
λ=114.990-0.077×T吐+0.014×V辊-0.301×F风
式中:h为氧化铁皮总厚度,μm;T吐为吐丝温度,℃;V辊为辊道速度,m/min;F风为风机风量,%;λ为Fe3O4厚度百分比,%。
利用响应优化器,得到了氧化铁皮总厚度(望目)的优化结果,见图7。

图7 氧化铁皮总厚度的响应优化器结果
图7可见,为了得到氧化铁皮总厚度的目标值,最佳吐丝温度为897℃,最佳辊道速度为20m/min,最佳风机风量为100%。
同样可得到Fe3O4厚度百分比(望小)的优化结果,见图8。

图8 Fe3O4厚度百分比的响应优化器结果
图8可见,为了得到最小的Fe3O4厚度百分比,最佳吐丝温度为950℃,最佳辊道速度为20m/min,最佳风机风量为100%。
综合评估氧化铁皮总厚度及Fe3O4厚度百分比的影响,最佳吐丝温度取两者(897℃、950℃)平均值,约为924℃,最佳辊道速度为20m/min,最佳风机风量为100%。
5 效果验证
按照最佳吐丝温度、最佳辊道速度以及最佳风机风量的设置,实际生产中,对82级帘线钢进行了大批量试验,试验结果显示,氧化铁皮宏观形貌及剥离效果有了明显的改善,对比结果见图9、图10。
图9 氧化铁皮宏观形貌(a.改进前;b.改进后)

图10 帘线钢氧化铁皮剥离效果(a.改进前;b.改进后)
6 结论
(1)标杆对比得出:氧化铁皮总厚度10-20μm(目标值15μm)、Fe3O4厚度百分比≤23%(目标值≤20%)时,82级帘线钢氧化铁皮的剥离效果最佳。
(2)吐丝温度、辊道速度、风机风量是影响82级帘线钢氧化铁皮的关键因子,而正交试验得出:最佳吐丝温度为924℃,最佳辊道速度为20m/min,最佳风机风量为100%。
(3)大批量工业试验证明,采用最佳的吐丝温度、辊道速度以及风机风量,82级帘线钢氧化铁皮形貌及剥离效果有所改善。
[1] 樽井敏三,肖英龙.高碳钢丝的生产及应用[J].世界钢铁.2001,(6):36-38.
[2] 王天冲.钢帘线生产[M].北京:冶金工业出版社,1996.
[3] 乔德庸,李曼云.高速轧机线材生产[M].北京:冶金工业出版社,1995.
[4] 马林,何桢.六西格玛管理[M].北京:中国人民大学出版社,2007.
ResearchonThicknessandStructureofOxideScaleofTireCordSteel
Gui Jiangbing Zhang Fan
(Research and Development Center of WISCO, Wuhan 430080, Hubei)
In order to improve the peeling effect of the iron oxide scale of the 82 grade tire cord steel, the thickness and structure of the oxide scale was analyzed. At the same time, according to the mechanism of oxidation of iron and the characteristics of Stelmor cooling, factors influencing the tire cord steel wire rod oxidation iron thickness and structure were found. The optimal spinning temperature, roller speed and fan air volume were obtained by orthogonal test.
tire cord steel; iron scale; Fe3O4; FeO; spinning temperature
TG142.1+5
A
1671-3524(2017)02-0001-04
(责任编辑:李文英)
2017-04-26
2017-05-10
武钢研究院2016年重点科研项目(项目编号06151722-01)
桂江兵(1980~),男,大学,高级工程师.E-mail:17079085@qq.com
猜你喜欢
轮胎工业(2022年2期)2022-07-19
昆钢科技(2022年1期)2022-04-19
天然气工业(2020年1期)2020-04-10
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
四川冶金(2019年5期)2019-02-18
陶瓷学报(2015年4期)2015-12-17
新疆钢铁(2015年3期)2015-11-08
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年2期)2015-07-29
