热交换器螺旋折流板无车削加工数控下料探讨
2017-11-07 10:02立军
石油化工设备 2017年3期
, , , 立军
(中国石油 大庆石化公司, 黑龙江 大庆 163714)
热交换器螺旋折流板无车削加工数控下料探讨
郎凯,郑忠鹏,张巍,郎立军
(中国石油 大庆石化公司, 黑龙江 大庆 163714)
螺旋折流板式热交换器的芯子是由管束和多块扇形板按给定的倾斜角度和间隔组装而成,总体外观是圆柱型组合体。芯子整体与外壳组装后,管束外形成近似螺旋状通道。螺旋折流板加工制作工序繁多,板材下料手工操作质量难于保证,在大型立式车床上用专用胎具配合加工外圆会增加制造成本。采用推导计算解析法精确求出了热交换器螺旋折流板展开图上各点尺寸及坐标,解决了手工作图法展开操作繁琐及图形质量粗糙的难题,并通过引导公式求得投影图上各相关的三维坐标值,实现数控自动切割下料,改变了传统制造工艺程序,使折流板外圆无须车加工一次成型,达到创新、高效、低耗的目的。
热交换器; 螺旋折流板; 数控自动切割; 车削; 下料
螺旋折流板式热交换器结构形式独特新颖,能使流动介质呈螺旋推进,可以减少因介质剧烈折流而产生的严重压降[1-6]。螺旋折流板式热交换器的制作工艺复杂、制造难度大,但其换热效果优良,管束结垢较少,因而在石油化工等行业中广受青睐。螺旋折流板式热交换器的芯子一般是由4组与轴线倾斜成一定角度的螺旋折流板和贯穿的管束以及管板等组成的圆柱形,整个芯子轴向投影是圆形,而每片螺旋折流板的轴向投影是1/4圆,并在其上沿轴向分布若干管孔[7-12]。
在螺旋折流板开发研制初级阶段,一般采用手工作图法绘制螺旋折流板展开样板,再用样板划线,周边留有加工余量后手工切割下料,在倾斜胎具上组焊钻孔后,圆弧部分须经车削加工,再切掉两直边余量部分才可组装使用[13-15]。这其中车削加工费用约占整个折流板加工费用的1/3,并且需在较大型立式车床上配备专用胎具才能完成。手工作图法展开操作繁琐,图形质量粗糙。为此,经分析研究,决定采用数控自动切割下料,折流板上圆弧部分直接下料切出,不留加工余量,无须车削加工,略加修整后可直接装配使用。文中对螺旋折流板数控切割下料相关情况进行简单探讨。
1 投影图与展开图特性分析
设计图样一般是将展开图样沿轴线倾斜一定角度(即工作状态)下的投影图,即以实际折流板轴线OO′为轴转动倾斜一定角度β后所得到的1/4圆的投影图,见图1。
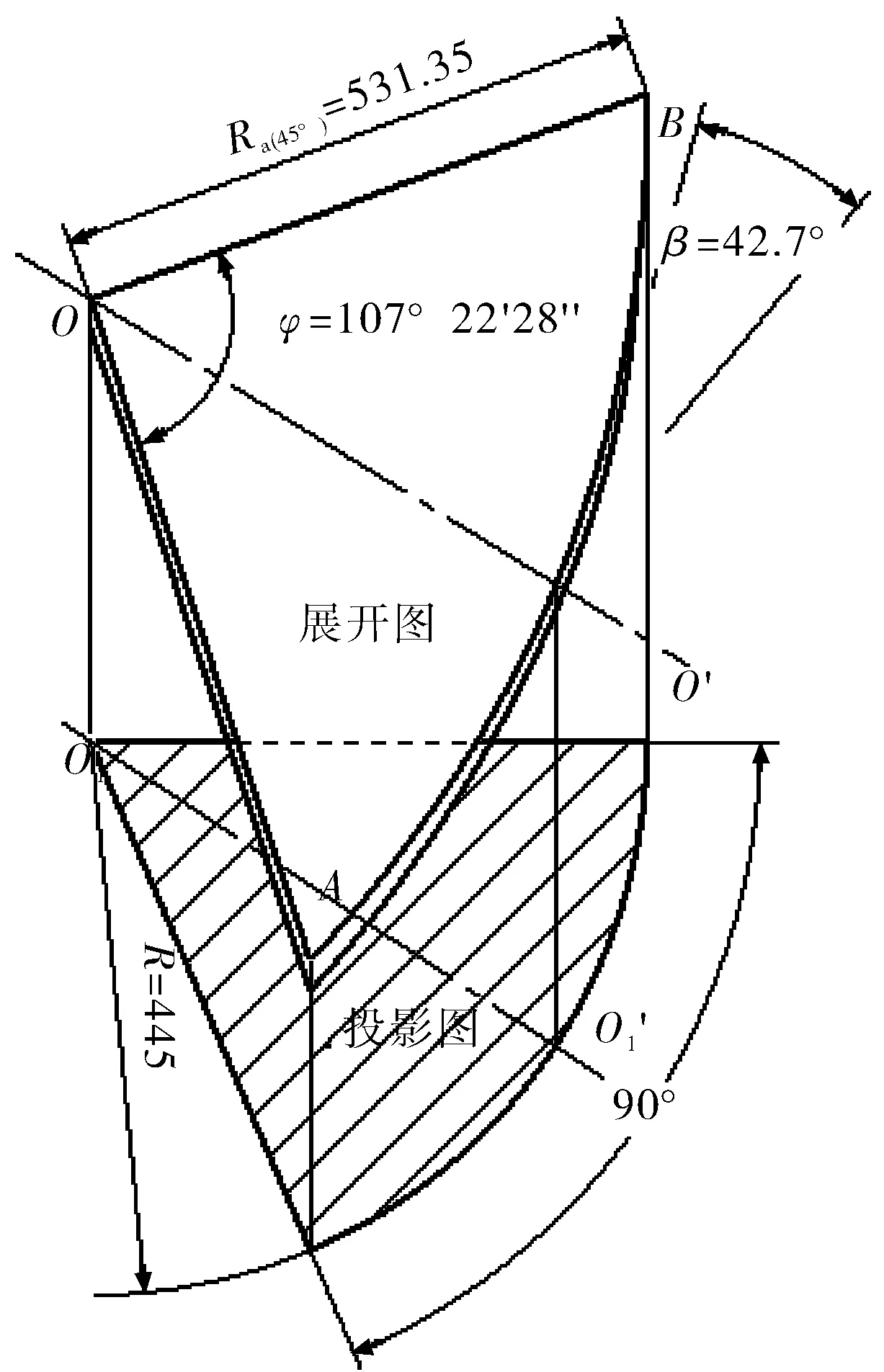
图1 折流板展开图与投影图
制造螺旋折流板时,需要把投影图还原展开成实际形状尺寸图,因此展开后的轴线长OO′应当与投影图轴线长O1O1′平行并且相等,而在展开图轴线之外的半径长度则随角度变化而不断增大。除了轴线之外,展开后的半径Rα总是大于投影半径R,见图2。投影图展开所形成的曲线是非圆曲线,曲线长度大于投影图圆弧线长,展开后扇形两直角边夹角也大于投影平角(90°),扇形左右两部分对称于OO′轴线,如果在扇形两直边加上适当宽度a(加工余量),则形成了完整的生产下料图。准确的生产下料图及相关参数是折流板制造加工过程中检测所需的重要参考。
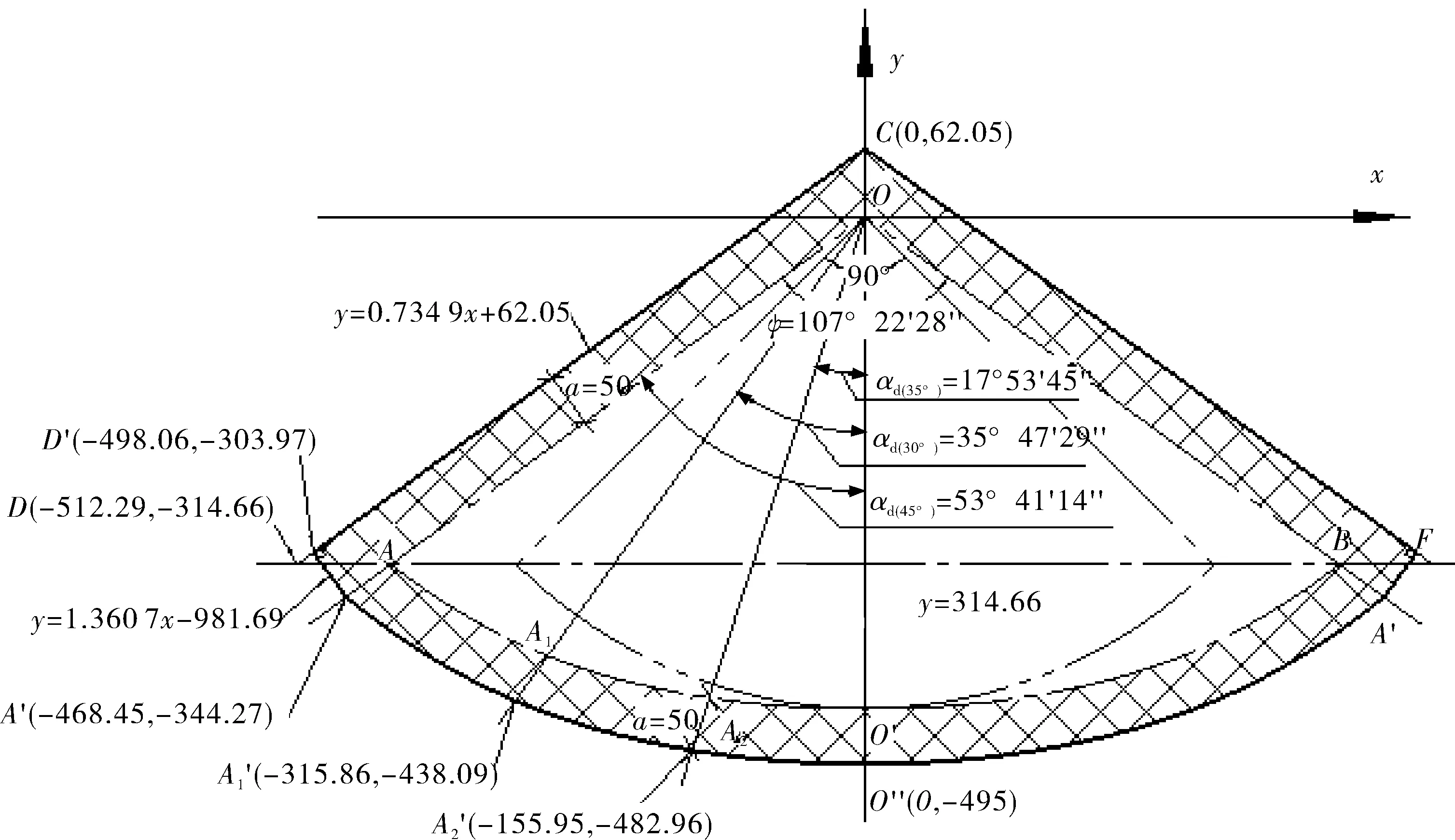
图2 折流板投影图与生产下料图
2 投影图展开参数计算推导
图2中所围成的图形是螺旋折流板的投影图,OAO′B所围成的是投影图的展开图,轴线OO′与O1O1′重合,扇形直边外阴影部分a=40 mm为加工余量,根据图1、图2可推导出投影展开图随角度变化的半径Ra、展开图扇形角度Ф和展开图半径位置当量角度αd,分别为:

(1)
Ф=2tan-1(1/cosβ)
(2)
αd=Фα/90°
(3)
式(1)~式(3)中,R为投影图半径,mm;β为折流板倾斜角;角度α按投影图计算时选定(0~45°),α每选定一个值,R和αd都对应有固定值。
以图2为例,将R=445 mm,β=42.7°,α=0°、15°、30°、45°分别代入式(1)~式(3),得到的折流板投影图展开尺寸见表1。
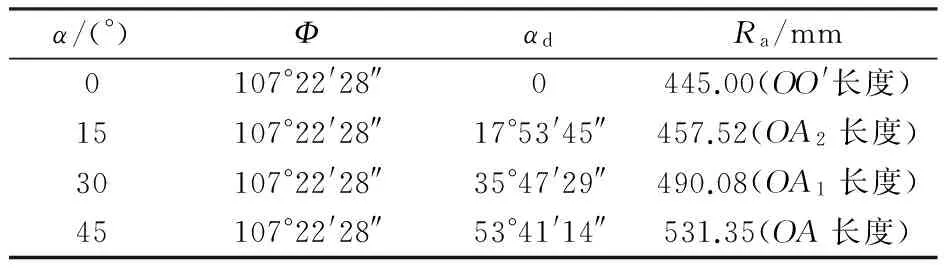
表1 折流板投影图展开尺寸
若OO′为y轴,O点处横轴为x轴,则展开生产下料图中左半部弧线上点的坐标计算公式为:
x=Rasinαdy=Racosαd
(4)
将α=0°、15°、30°、45°分别代入式(4),得左半部弧线上各点的坐标点数值,见表2。
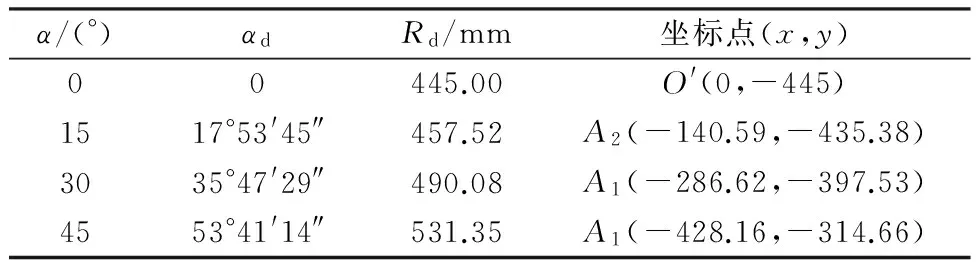
表2 折流板投影图弧线上各点坐标
计算得到扇形处直边实长CD=560.75 mm,同理可知C、D点的坐标为C(0,49.64)、D(-451.85,-282.43),直线CD方程为y=0.734 9x+49.64,直线AD方程为y=-1.360 7x-897.2。右半部弧线参数值与左半部对称相同,只是坐标值的正负号有所改变。
3 数控切割时板料所处状态及结果
3.1板料水平状态垂直切割
当板料处于水平状态垂直切割下料时,板的周边断面与板面垂直,螺旋折流板工作状态时右端是高端,折流板厚度δ和倾斜角β双重作用将引起右端曲线的下部由轴线中心向外边逐渐凸出。材料水平状态垂直切割后工作状态投用图见图3。
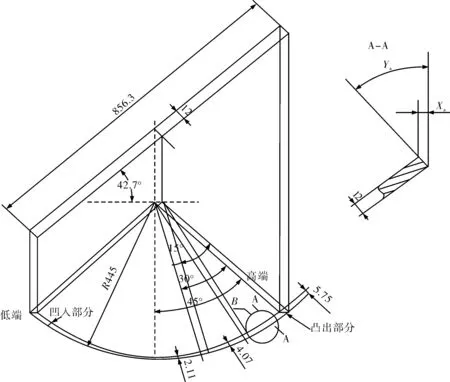
图3 板料水平状态垂直切割后工作状态投用图
当β<90°时,凸出值Xa随δ和β的增大而增大,随投影图半径R的位置不同而改变。当半径处于投影图扇形直边时(45°),凸出值达到最大。同理,左半部(低端)曲线的下部由中心向外逐渐向内凹进。
凸出值计算公式为:
Xa=δsinβsinα
(5)
以图3为例,将δ=12 mm、β=42.7°和α代入式(5),得α为0°、15°、30°、45°时的凸出值分别为0、2.11 mm、4.07 mm和5.75 mm(最大值)。
由以上分析计算可知,板料水平状态垂直切割下料得到的螺旋折流板在组装时,高端圆弧凸出部分将减小芯子与筒体内壁之间的间隙,而低端凹入部分将导致折流板与筒体内壁呈线接触状。要解决此问题,数控切割机的割炬必须具备在切割曲线不同位置时随时按需要不断改变角度Ya=sin-1(Xa/δ)的功能,这样才能将高端凸出部分切除填补低端凹入部分。
本例中α=45°时Ya=28°37′52″(最大改变角度),也就是割炬应能随偏转角度切割不同弧线位置,而逐渐使左右各偏转28°37′52″,这只须在二轴数控切割机上加装可控偏转机构,实现切割位置与偏转角度联动即可,但是在现实中往往不具备此条件。
3.2板料倾斜状态(工作角度)垂直切割
当板料倾斜角为β、OO′轴线在水平状态而割炬垂直向下切割时,按投影图三维坐标运动切出的曲线部分能完全满足折流板工作状态的要求。以图4为例,OAO′B为螺旋折流板的投影图,CDAO′BF为最终生产下料图的投影图,其中OA∥CD,AD∥OD2,OADC为左半部加工余量的投影,投影曲线上各点的三维坐标公式为:

(6)
将α=0°、15°、30°、45°分别代入式(6),得到各点的三维坐标为O′(0,-445,0)、A2(-115.17,-429.84,-106.28)、A1(-222.5,-385.38,-205.32)、A(-314.66,-314.66,-290.36)。

图4 板料工作角度垂直切割时坐标图

4 结语
采用解析计算法,通过简单公式可推算出螺旋折流板展开图和数控切割时投影图三维坐标相关参数,圆弧部分不须车削加工稍加修磨即能满足使用要求,可一次下料成型,钻孔后切掉多余直边部分即可进行组装。采用三维理想切割方式可顺利解决板料水平切割时产生的弧线下部凸出和凹入,及与筒体呈线接触的难题,但对数控切割质量提出了更高的要求,实施过程中有诸多细节尚待完善,例如对所用胎具及组对质量要求较严格、管束孔相对圆弧位置需精准等。
采用文中新工艺加工螺旋折流板省工、省料,可节约大量加工费用。按每年制造80台螺旋折流板芯计算,可节约加工费用40多万元,经济效益显著。
[1] 肖兴,梁定球,张正国,等.螺旋隔板低翅片管油冷却器的工业应用[J].石油化工设备,2008,37(3):71-73.
(XIAO Xing,LIANG Ding-qiu,ZHANG Zheng-guo,et al. Industry Application of Helically Baffled Heat Exchanger Combined with Low-finned Tubes as an Oil Cooler[J].Petro-chemical Equipment,2008,37(3):71-73.)
[2] 曹纬.国外新型换热器介绍[J].化学工程,2000,28(6):50-52,56.
(CAO Wei. Introduction on New Types of Overseas Heat Exchangers[J].Chemical Engineering,2000,28(6):50-52,56.)
[3] 陈永东,陈学东.我国大型换热器的技术进展[J].机械工程学报,2013,49(10):134-143.
(CHEN Yong-dong,CHEN Xue-dong. Technology Development of Large-scale Heat Exchanger in China[J].Journal of Mechanical Engineering,2013,49(10):134-143.)
[4] 潘振,陈宝东,商艳丽.螺旋折流板换热器的研究与进展[J].节能技术,2006,24(1):81-85.
(PAN Zhen,CHEN Bao-dong,SHANG Yan-li. Research and Development of the Spiral Baffled Heat Exchanger[J].Energy Conservation Technology,2006,24(1):81-85.)
[5] 张正国,高学农,方晓明,等.螺旋隔板换热器的研究及应用[J].化工进展,2006,25(z1):199-202.
(ZHANG Zheng-guo,GAO Xue-nong,FANG Xiao-ming,et al. Research and Application of the Helically Baffled Heat Exchanger[J].Chemical Industry and Engineering Progress,2006,25(z1):199-202.)
[6] 王秋旺,罗来勤,曾敏.交错螺旋折流板管壳式换热器壳侧传热与阻力性能[J].化工学报,2005,56(4):604-607.
(WANG Qiu-wang,LUO Lai-qin,ZENG Min.Shell-side Heat Transfer and Pressure Drop of Shell-and-tube Heat Exchangers with Overlap Helical Baffles[J].Journal of Chemical Industry and Engineering(China),2005,56(4):604-607.)
[7] GB/T 151—2014,热交换器[S].
(GB/T 151—2014,Heat Exchangers[S].)
[8] 陈亚平.一种螺旋折流板换热器扇形折流板的加工方法:中国,201210052911X[P].2012.
(CHEN Ya-ping. A Helical Baffle Heat Exchanger Fan Baffle Plate Processing Method:China,201210052911X[P].2012.)
[9] 杨继宏,郭传东.螺旋折流板的加工方法[J].化工装配技术,2012,33(5):50-53.
(YANG Ji-hong,GUO Chuan-dong. Machining Process of Helical Baffle[J]. Chemical Equipment Technology,2012,33(5):50-53.)
[10] 陈亚平.适合于正三角形排列布管的螺旋折流板换热器[J].石油化工设备,2008,37(6):1-5.
(CHEN Ya-ping. A Novel Helix Baffled Heat Exchanger Suitable for Tube Bundle Arrangement with Equilateral Triangles[J].Petro-chemical Equipment,2008,37(6):1-5.)
[11] 张少维,周荣兰,桑芝富.折流板间距对换热器性能影响的数值研究[J].南京工业大学学报(自然科学版),2005,27(3):65-68.
(ZHANG Shao-wei,ZHOU Rong-lan,SANG Zhi-fu. Numerical Simulation of Heat Exchangers for Different Baffle Spacing[J]. Journal of Nanjing University of Technology(Natural Science Edition),2005,27(3):65-68.)
[12] 杨军,陈保东,孙成家.螺旋与弓形折流板换热器性能对比及螺旋角优化[J].辽宁石油化工大学学报,2005,25(2):59-62.
(YANG Jun,CHEN Bao-dong,SUN Cheng-jia. Performance Comparison Between Helical and Segmental Baffle Board Heat Exchangers and Optimization of Helix Angle[J].Journal of Liaoning University of Petroleum & Chemical Technology,2005,25(2):59-62.)
[13] 朱觉新.实用钣金技术手册[M].北京:机械工业出版社,2001:36-40.
(ZHU Jue-xin. Handbook of Practical Manual Sheet Metal Technology[M].Beijing:China Machine Press,2001:36-40.)
[14] 王文斌.机械设计手册[M].北京:机械工业出版社,2004.
(WANG Wen-bin. Handbook of Mechanical Design[M].Beijing:China Machine Press,2004.)
[15] 北京通用机械厂.机械工人切削手册[M].北京:机械工业出版社,1970.
(Beijing General Machinery Factory. Cutting Manual for Mechanical Workers[M].Beijing:China Machine Press,1970.)
(张编)
DiscussiononNumericalControlBlankingforHeatExchangerSpiralBafflePlatewithoutTurningProcessing
LANGKai,ZHENGZhong-peng,ZHANGWei,LANGLi-jun
(CNPC Daqing Petrochemical Company, Daqing 163714, China)
Spiral baffle plate heat exchanger core is bundle and fan-shaped board according to the given angle and interval has been assembled,the overall appearance is cylindrical. After assembly of core of the whole and shell,the flow of the tube bundle of external heat transfer medium approximate spiral channel formation,it is different from ordinary gap of the main features of the baffle plate heat exchanger,which is called the fan-shaped plate spiral baffle plate. Its manufacture process is various,and plate blanking with manual operation is difficult to guarantee quality,with special clamping fixture on large vertical lathe with machining cylindrical,the manufacturing cost will be no doubt increased,reducing efficiency. The research decided to adopt calculation,derived by analytical method to accurately calculate the heat exchanger on the spiral baffle plate expansion plan,size and coordinates of each point solutions method,which is solved the problems of complex operation and rough quality of graphic. Guided by projection formula is obtained on the 3D coordinates of each related to realize automatic CNC cutting blanking,changing the traditional manufacturing process,the outer circle of cylindrical baffle plate is formed without being machined,thus achieving the goal of innovation, high efficiency and low consumption.
heat exchanger; spiral baffle plate; automatic numerical control cutting; turning; blanking
TQ051.506; TE965
B
10.3969/j.issn.1000-7466.2017.03.008
1000-7466(2017)03-0036-05①
2016-11-26
郎 凯(1993-),男,黑龙江大庆人,助理工程师,学士,从事石油化工设备技术管理工作。
猜你喜欢
吉林师范大学学报(自然科学版)(2022年4期)2022-12-09
太原理工大学学报(2021年5期)2021-09-21
河北建筑工程学院学报(2021年1期)2021-08-10
石油化工腐蚀与防护(2020年5期)2020-11-13
石油化工设备(2019年4期)2019-08-07
中国船检(2017年3期)2017-05-18
西部广播电视(2015年8期)2016-01-16
中国非金属矿工业导刊(2015年5期)2015-12-22
当代化工(2015年12期)2015-10-27
厦门大学学报(自然科学版)(2015年2期)2015-10-13