
Q345B钢带表面氧化铁皮精细控制技术
2017-12-04 10:35张博睿管传华王晓飞陈红雨丁依晟
山东冶金 2017年4期
张博睿,管传华,王晓飞,陈红雨,丁依晟
(宁波钢铁有限公司 制造管理部,浙江 宁波315807)
Q345B钢带表面氧化铁皮精细控制技术
张博睿,管传华,王晓飞,陈红雨,丁依晟
(宁波钢铁有限公司 制造管理部,浙江 宁波315807)
针对Q345B热轧钢带出现表面红色氧化铁皮的情况,分析发现缺陷位置表面粗糙,存在明显的硅元素富集。一系列的对比试验表明,影响表面红色氧化铁皮缺陷的因素是化学成分、工艺温度和除鳞工艺。通过采取优化成分设计、调整热轧工艺温度和除鳞道次等控制措施,明显改善了以Q345B为代表的低合金高强钢表面红色氧化铁皮缺陷。
Q345B热轧钢带;表面氧化铁皮;精细控制技术;除鳞
1 前言
在热连轧宽带钢生产过程中,连铸板坯需要经过加热炉高温加热并保温至1100~1300℃后才能进入轧制工序,在加热和轧制过程中板坯表面均会发生明显的氧化现象。一是板坯在炉内的高温环境下与氧化性气体接触,其表面发生明显的氧化反应,生成一层较厚的氧化铁皮(一次氧化铁皮);二是板坯在轧制过程中高温带坯与空气、冷却水接触,继续发生氧化反应生成薄层氧化铁皮(二次氧化铁皮)。若轧件表面氧化铁皮去除不尽,会导致成品表面氧化铁皮太厚,产生红色氧化铁皮,不仅影响产品外观质量,而且会造成酸洗困难、冲压成型及激光切割产生过多铁锈、加大轧机工作辊磨损等负面影响[1]。
某钢厂1780mm热连轧宽带钢生产线主体工艺与设备情况:产线设置了3座步进梁式加热炉,2架粗轧机,7机架精轧机组,1套层流冷却系统和3座卷取机。高压水除鳞系统配置为:1台粗轧除鳞机,R1和R2粗轧机入口侧各设1组机架除鳞,1台精轧除鳞机,除鳞水系统工作压力19~22 MPa。该产线在生产低合金高强Q345B钢带时,产品表面存在严重的红色氧化铁皮缺陷,缺陷一般呈条带状,严重时覆盖整个板面。该缺陷导致产品在酸洗后板面扔存在氧化铁皮清洗不净的现象,对部分用户后期的镀锌等表面处理造成严重影响。为此,本研究对带钢表面红色氧化铁皮缺陷的特征进行分析,进行现场工艺试验,找出缺陷的影响因素,并采取改善措施,改进钢带表面质量。
2 缺陷特征与分析
对存在缺陷的钢卷开平检查,发现Q345B钢带表面红色氧化铁皮呈条带状分布,上下表面均有不同程度的出现,在线表面检测仪捕获的图像和钢带实物缺陷形貌基本一致。因此,在实际生产时,在线表面检测仪能够及时发现该缺陷。
对热轧态缺陷钢板红色氧化铁皮位置和正常位置取样进行电镜分析。测量氧化铁皮厚度,其中缺陷位置氧化铁皮厚度为20~23 μm,而相邻的正常位置氧化铁皮厚度为10~13 μm,缺陷位置氧化铁皮厚度明显大于正常位置,见图1。同时,缺陷位置氧化铁皮界面凹凸起伏,氧化铁皮局部嵌入钢板基体,正常位置氧化铁皮界面比较平整,无局部嵌入。

图1 Q345B钢带表面氧化铁皮厚度对比
对氧化铁皮界面及基体采用电子探针分析,对比缺陷位置和正常位置能谱分析结果,发现缺陷位置存在明显的Si元素富集情况,而其他元素并无明显差异,见表1。

表1 Q345B钢带界面能谱分析结果 %
钢板表面缺陷位置表面粗糙,氧化铁皮颗粒粗大。能谱成分同样含有Si;而紧邻的正常位置氧化铁皮比较平整致密(见图2),能谱成分不含Si,见表2。

图2 Q345B钢带表面形貌及能谱分析
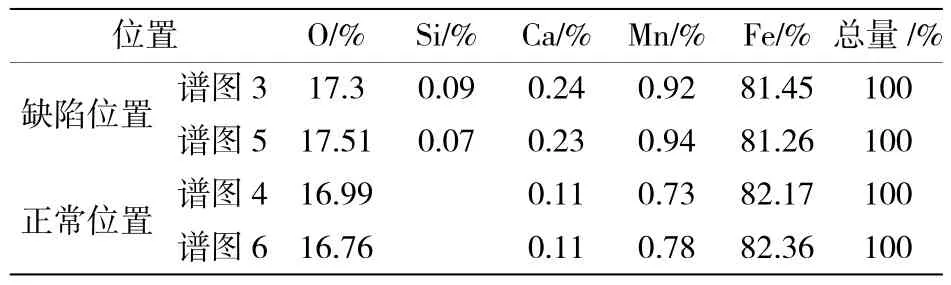
表2 Q345B钢带表面能谱分析结果
综合上述分析及相关研究表明[2],Si含量较高时,在氧化铁皮与基体间可以形成Fe2SiQ4层,抑制Fe离子和O离子的扩散,大幅降低氧化铁皮的生长速度。Si含量很低时,在氧化铁皮与基体间不能形成Fe2SiQ4层,氧化形成的细小SiO2弥散分布于钢基体与氧化铁皮界面,不能抑制Fe离子和O离子的扩散。前面的分析也验证了热轧Q345B的钢基体和表面氧化铁皮的交界处出现的Si富集,即在钢基体和表面氧化铁皮的交界处形成了铁橄榄石(Fe2SiQ4)。铁橄榄石沿基体和氧化铁皮界面生长,产生钉扎效应,使氧化铁皮和基体之间紧密结合。研究表明,Fe2SiQ4的凝固温度为1173℃,在该温度以上进行除鳞,比较容易清除表面氧化铁皮。如果板坯一次氧化铁皮除鳞不尽,残留的氧化铁皮成分主要为FeO,在随后的轧制过程中变形破碎,进一步发生氧化反应生成Fe2O3,导致热轧钢带表面产生红色氧化铁皮[3]。
3 现场工艺试验
3.1 化学成分的影响
在同批次轧制计划中组织了Q345B、Q235B和SPHC 3个钢种生产,对比产品表面氧化铁皮情况。3种产品的Si含量分别为0.26%、0.18%和0.01%,主要工艺参数为:出钢温度1180℃,终轧温度850℃,4次除鳞,前段冷却。
成品钢带表面情况:Q345B钢带表面红色氧化铁皮明显,覆盖面积较大,呈条带状分布于整个板面;Q235B钢带表面红色氧化铁皮明显减少,呈线状分布于局部板面;SPHC钢带表面基本无红色氧化铁皮。对比试验及实际产品生产过程表明:在相同工艺条件下,随着Si含量的增加,表面红色氧化铁皮呈明显加重趋势,Si含量高于0.20%时红色氧化铁皮较为严重,Si含量0.10%~0.20%时红色氧化铁皮基本受控,而Si含量低于0.10%时基本无红色氧化铁皮出现。
3.2 工艺温度的影响
工艺温度试验主要对比了出钢温度和终轧温度不同时对表面红氧化铁皮的影响。通过组织在相邻轧制单位使用同炉Q345B板坯(Si 0.22%)生产相同规格钢带(7.5mm×1500mm)的方式进行对比,板坯出钢温度分别1230℃和1180℃。成品表面质量情况表明,采用高温出钢的Q345B成品表面无红色氧化铁皮,而低温出钢的成品表面红色氧化铁皮较严重。另外,在同一轧制单位使用同炉Q345B板坯(Si 0.24%)以840℃和880℃的终轧温度生产同规格(5.75mm×1500mm)钢带,成品表面质量也有明显差异。采用高温终轧、实现快速轧制也可以在一定程度改善红色氧化铁皮现象。
3.3 除鳞工艺的影响
在同批次的Q345B轧制单位安排除鳞道次增减试验,对比粗轧机架除鳞“1+1”、“2+1”和“2+2”3种模式下的钢带表面情况,发现增加粗轧除鳞道次有助于改善红色氧化铁皮现象,尤其是增加R2除鳞道次改善效果较为明显。同时进行了除鳞压力对比试验,当产线采用正常节奏生产,除鳞水压力始终保持在19 MPa以上时,产品表面氧化铁皮状况良好;而当产线采用快节奏生产时,除鳞水压力因除鳞点工作重叠增加而导致除鳞水压力降低,进而影响除鳞效果使表面质量劣化。
4 优化改进措施
结合上述对比试验结果和氧化铁皮控制技术研究成果,控制Q345B红色氧化铁皮缺陷的主要优化方向为降低Si含量、提高出钢温度、增加除鳞次数并保持较高除鳞水系统的工作压力以及较高的终轧温度。在实际工业生产中,考虑到降低Si含量对炼钢工序生产过程,特别是连铸环节有较大影响,同时降低Si含量需要提高其他合金元素含量来保证产品性能,因而将增加工序成本。因此对热轧工艺进行了优化,主要优化内容见表3。

表3 优化前后热轧工艺参数
采用上述工艺参数生产后,Q345B产品表面红色氧化铁皮缺陷改善显著。在特定条件下,Si含量达到0.33%时,产品表面也无红色氧化铁皮缺陷。但在大生产环境下,各项参数之间相互影响,导致产线控制能力下降,红色氧化铁皮缺陷仍时有发生。为了适应产线大生产条件的需要,对Q345B成分也进行了微调。产线最终优化措施为:
1)Si目标成分由0.25%下调至0.16%。主要是减少Si在氧化铁皮界面富集形成Fe2SiQ4,减轻Fe2SiQ4钉扎作用,同时适当增加了其他合金含量以弥补强度损失。
2)板坯加热目标出钢温度由1180℃上调至1220℃。保证板坯在粗轧除鳞箱进行除鳞的温度高于Fe2SiQ4的共析凝固温度,避免Fe2SiQ4凝固后产生钉扎效应。
3)粗轧机架除鳞次数由1+1增加为2+2。增加除鳞次数是为了更好地去除Fe2SiQ4残留,降低轧件进精轧机组温度,控制二次氧化铁皮厚度,提升精轧除鳞效果。
4)终轧温度由850℃提高到880℃。保证了精轧过程在氧化铁皮高温塑性区间进行,避免轧件表面氧化铁皮在轧制过程中破碎,从而抑制轧后红色氧化铁皮产生。
采取以上各项改善措施后,成功消除了Q345B钢带表面红色氧化铁皮,提高了热卷的表面质量。
5 结语
对Q345B等含Si量较高的钢产品表面红色氧化铁皮产生的机理已有较全面的研究,控制方向基本一致,但在具体产线上,各项工艺技术参数仍需要进一步摸索。本产线实现氧化铁皮精细控制的主要经验为:
1)应根据产线情况,将板坯出钢温度提高到一个合理范围,既能保证除鳞温度,又尽可能降低能耗;高温快轧能有效抑制钢产品红色氧化铁皮缺陷的产生;产线的除鳞水系统压力和除鳞设备状态,是控制红色氧化铁皮缺陷的关键环节之一。
2)实际生产实践表明,Si含量低于0.20%时,产线更易于稳定控制产品表面红色氧化铁皮缺陷。
3)板坯加热质量也是红色氧化铁皮缺陷控制的关键。板坯加热质量不佳,很容易产生单面红色氧化铁皮,特别是下表面易产生。生产过程中异常停轧导致板坯在炉时间过长或温度波动较大时,产品表面红色氧化铁皮缺陷发生概率会大幅增加。
4)通过采取优化成分设计、调整热轧工艺温度和除鳞道次等控制措施,明显改善了以Q345B为代表的低合金高强钢表面红色氧化铁皮缺陷。
[1] 董守安.现代贵金属分析[M].北京:化学工业出版社,2007.
[2] 伯格斯迈尔佩蒂特.金属高温氧化导论[M].北京:高等教育出版社,2010.
[3] 徐蓉.热轧氧化铁皮表面状态研究和控制工艺开发[D].沈阳:东北大学,2012.
学会动态
山东省科协助力莱芜市钢城区创新驱动发展工程暨粉末冶金专家钢城行启动仪式在莱芜成功举行
2017年8月19日,由山东金属学会、莱芜市钢城区人民政府共同承办的“山东省科协助力莱芜市钢城区创新驱动发展工程暨粉末冶金专家钢城行”启动仪式在莱芜市钢城区成功举行。省科协学会部副部长吴希峰、山东省冶金工业总公司总经理助理、山东金属学会秘书长徐新洲、莱芜市科技局副局长申洪柱、钢城区副区长李秀芳等领导分别致辞;中国粉末冶金产业技术创新战略联盟秘书长韩伟教授、中国钢铁工业协会粉末冶金协会名誉理事长李森蓉教授、中国金属学会粉末冶金分会秘书长、北京科技大学贾成厂教授等17位粉末冶金领域全国知名专家莅临钢城指导,上午有8位专家作了专题学术报告,下午考察了企业现场,听取了情况介绍,进行了技术对接。2017省科协助力钢城创新驱动发展工程全面启动!
下一步,学会将按照省科协助力地方创新驱动发展工程的活动要求,围绕钢城区粉末冶金产业的战略规划,充分发挥学会具有的信息、人才和组织优势,调动国内和省内冶金行业领域高校、研究院所、重点企业的积极性,通过“产学研”协作,做强人力资源支撑,集聚创新资源要素,推进产业技术创新体系建设,解决企业技术难题和人才需求。
(山东金属学会秘书处)
Fine Control Technology for Oxidation Iron in Q345B Strip Surface
ZHANG Borui,GUAN Chuanhua,WANG Xiaofei,CHEN Hongyu,DING Yisheng
(Department of Manufacture and Management,Ningbo Iron and Steel Co.,Ltd.,Ningbo 315807,China)
When the Q345B strip surface has the red iron oxide defect,crucial surface is found on the defect part and the element Si is concentrating.By a series of comparative experiments on the strip line,the actual reasons to bring the red iron oxide defects were orientated.The chemical compositions,process temperature and descaling are the key points.A suggestion was given to get a better surface quality on hot rolled Q345B(HSLA)coil,including with better chemical compositions design,optimized rolling temperature and descaling passes controlling.
Q345B hot-rolled strip;surface oxide scale;fine control technology;descaling
TG335.11
B
1004-4620(2017)04-0022-03
2017-06-07
张博睿,男,1987年生,2010年毕业于辽宁工程技术大学材料成型与控制工程专业。现为宁波钢铁有限公司制造管理部工程师,从事热轧工序质量管理、表面质量提升、氧化铁皮控制技术等工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
粉末冶金技术(2021年1期)2021-03-29
冶金设备(2020年2期)2020-12-28
重型机械(2020年3期)2020-08-24
电子制作(2019年20期)2019-12-04
山东冶金(2019年3期)2019-07-10
无机盐工业(2017年5期)2017-03-11
上海金属(2016年4期)2016-11-23
