
超大型柴油机摇臂锻造工艺开发
2018-01-15 10:06雷文华张文博
大型铸锻件 2018年1期
雷文华 张文博
(中车资阳机车有限公司锻造事业部,四川641301)
1 摇臂的三维建模和结构
摇臂的三维模型见图1。
此锻件长度达到了480 mm以上,宽度接近200 mm,厚度接近110 mm。锻件模型的重量计算为21.6 kg。对比我们之前的280柴油机摇臂见图2。
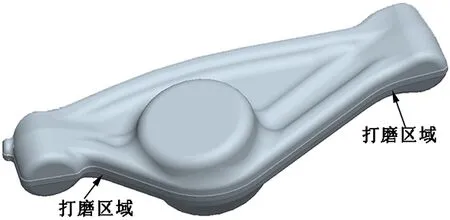
图1 摇臂的三维模型Figure 1 3D model of rocker arm
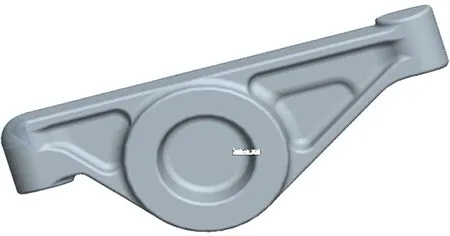
图2 柴油机摇臂Figure 2 Rocker arm of diesel engine
280柴油机摇臂的长度为263.2 mm,宽度为103.5 mm,厚度为50 mm,重量仅为4.4 kg。280柴油机摇臂是已知大型柴油机摇臂锻件中较大的锻件了,但本文论述的摇臂锻件无论是在尺寸还是重量上都更大、更重,结构上也更复杂。
锻件截面变化如图3所示。可以看出,锻件的截面变化较大,特别是最大截面达到了某些截面的4倍,极大的增加了锻造的难度。
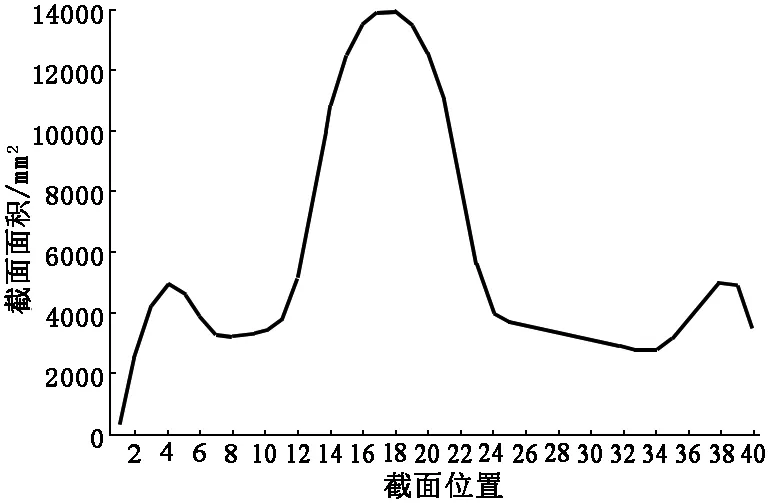
图3 锻件截面面积变化Figure 3 Sectional area changes of forging
2 工艺分析
摇臂锻件的材质为42CrMoA,原材料的标准按GB/T 3077—1999。锻件热处理要求是正火+调质,力学性能要求如表1所示。

表1 力学性能要求Table 1 Mechanical property requirement
锻件需要在指定位置打印产品标记和检测标记。
锻件尺寸公差为:长度方向+3.7/-1.9 mm,直径方向+3.0/-1.5 mm,高度方向+2.4/-1.2 mm,厚度方向+2.7/-1.3 mm。
错移≤1.4,残余飞边≤1.7,弯曲≤1.4。
处理打磨区域的毛刺。
3 工艺方案确定
3.1 设备吨位的选择
通过三维建模,分析锻件模型重量为21.6 kg,预估锻件在5 t锻锤上生产。按5 t锻锤的模具飞边槽的标准,锻件在飞边槽充满一半的情况下,锻件投影图如图3所示。
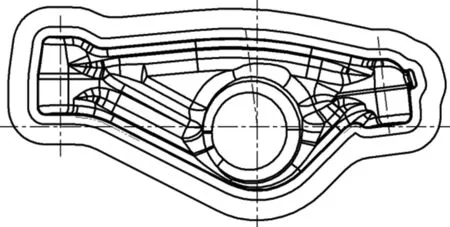
图3 锻件投影图Figure 3 Projection drawing of forging
经计算锻件需要的设备吨位约为4 t,故选用5 t锻锤是合适的。
3.2 坯料的规格选择
根据锻件截面的情况,加上飞边槽面积的1/2,确定下料的规格为∅140 mm左右。
3.3 出坯方案的确定
由于锻件的截面变化大,中间大两头小,一火次锻造较困难,模锻前需要进行1次出坯,按5 t锻锤的模具飞边槽设计标准,锻件在飞边大约充满1/2飞边槽的情况下,分析模型重量约为25.5 kg,考虑两火次锻造,试模下料重量暂定为27 kg。
根据锻件截面变化图,可以初步确定锻件料的分布,三维建模的出坯见图4。
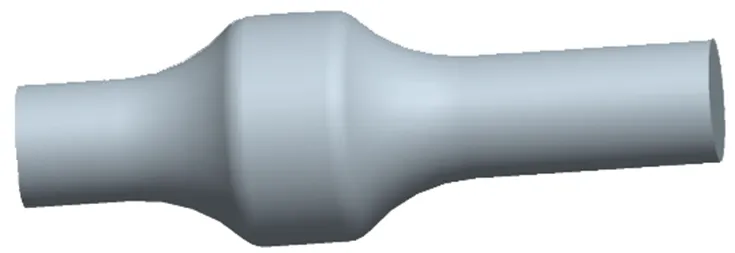
图4 锻件三维建模图Figure 4 3D modeling drawing of forging
3.4 锻造工艺方案
(1)锻件因为两端都需要拔料,一次完成拔料、终锻有很大困难。一般在模锻时可以一次性完成拔出一端,然后终锻两个工序。
(2)工艺方案考虑为先出坯,然后打磨出坯的尖棱、尖角及折叠等出坯缺陷。
(3)根据锻件的形状,需要在模锻前,先卡压坯料,使坯料更接近锻件的形状。同时也可以达到去除氧化皮的目的。
(4)卡压后坯料再进行一次拍扁,更能覆盖锻件的型腔。同时也把另两面的氧化皮清除一次,使锻件的表面质量更好。
(5)工艺方案的优化。根据锻件的截面变化,锻件的两端截面积基本相等,所以出坯时,考虑将两端的拔料直径统一,少使用一副拔料的工装。同时借用其它锻件的拔料压铁,使坯料的圆弧过渡更光滑,避免坯料卡压后出现夹层。
(6)工艺流程的确定。根据锻件的技术要求和签订的订货协议,工艺流程如下:
下料→加热→出坯→检查→打磨→加热→模锻→切边→检查→抛丸→检测→打磨→热处理(正火+调质)→抛丸→打标记→检查→精抛→喷漆→包装。
3.5 模具设计
根据确定的锻造方案,锻模的上下模建模如图5所示。
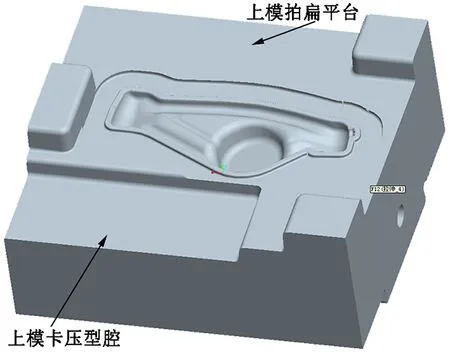
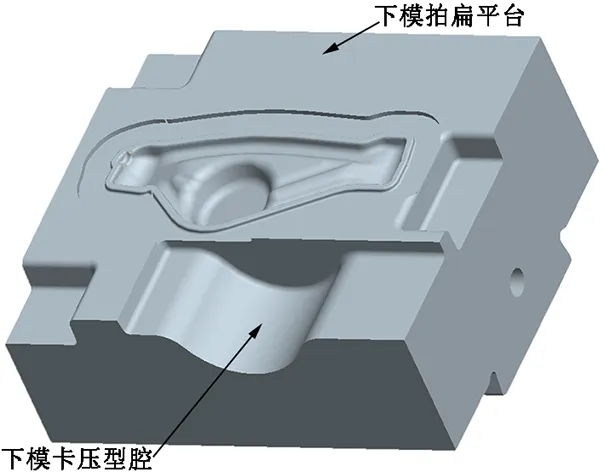
(a)上模(b)下模图5 锻模的上下模建模Figure 5 Modeling of upper and lower die of forging die
为了布局卡压型腔和拍扁平台,模具采用三导锁设计,在操作者方向布置1个导锁。
4 试模
(1)在试模时,分别准备了重量为27 kg、28 kg、29 kg三种重量的坯料,因为常用规格料是∅150 mm,所以只能选用∅150 mm的规格料。
(2)出坯时,发现拔短的一端料时有窝心的现象。
(3)模锻时,第一次终锻后,锻件厚度超出上公差1~1.5 mm,切边后复锤一次,尺寸就达到锻件尺寸公差范围。
(4)从试模的效果看,锻件的下料重量选择28 kg比较合适。
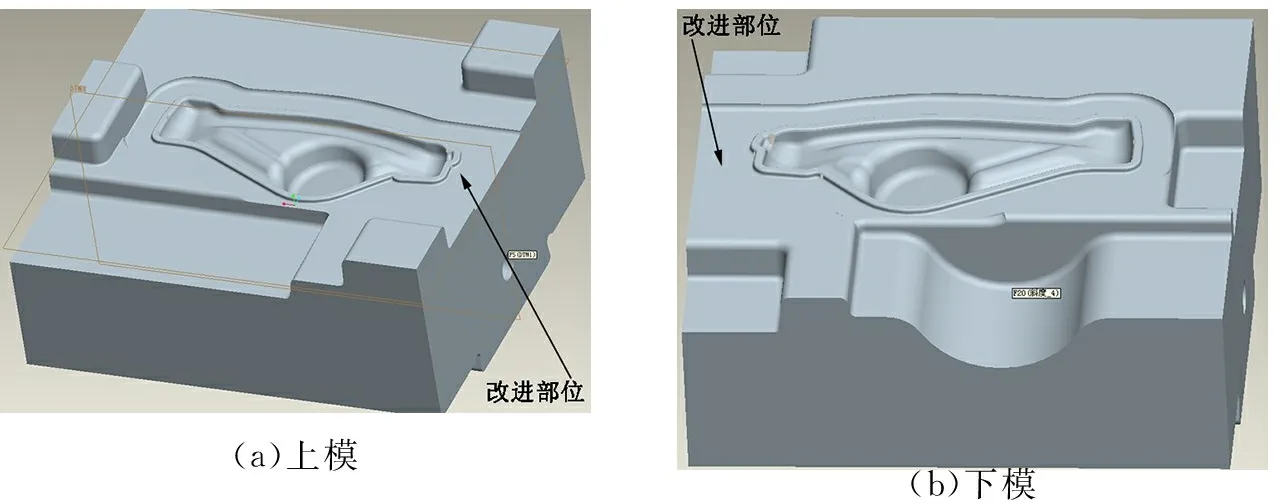
(a)上模(b)下模
图6 锻模飞边槽改进示意图
Figure 6 Sketch map of improved flash gutter of forging die
(5)在模锻过程中,通过卡压和拍扁后,坯料上的氧化皮基本脱落,工艺上规定锻造过程中撒锯末面,锻件表面最终经过抛丸后,基本上没有氧化皮坑,表面质量相当好。
5 改进措施
依据试模情况,存在的主要问题是:1)出坯时,∅150 mm规格的料直接拔出短的一端,出现窝心。2)模锻时一次打不靠,局部的飞边已经充满飞边槽的仓部,需要复锤,锻件尺寸才能达到公差范围内。
针对以上问题,采取以下措施:
(1)在出坯时,先将料自由锻锻至∅140 mm,再进行两端的拔料,避免拔料窝心。
(2)针对打不靠的情况,经过讨论,采取修改锻模的飞边槽的方式。将飞边槽的仓部加深,上下模各1.5 mm,另将没有导锁的一端飞边槽仓部拉通,方便多余的料流出修改后的上下模。锻模飞边槽改进示意图如图6所示。
6 结束语
通过改进模具,保证了锻件能够一次性打靠,使产品质量达到要求。该锻件已经实现了批量生产。
[1] 何光远. 锻压手册:第1卷 锻造[M]. 北京:机械工业出版社,1991.
[2] 褚兵华. Pro/ENGINEER Wildfire 高级设计[M]. 北京:机械工业出版社,2003.
[3] 唐俊. Pro/ENGINEER Wildfire中文野火版应用教程[M]. 北京:清华大学出版社,2003.
猜你喜欢
锻造与冲压(2023年5期)2023-03-29
模具制造(2022年6期)2022-07-26
商品与质量(2021年16期)2021-04-23
金属加工(热加工)(2020年11期)2020-11-25
科学与财富(2020年25期)2020-11-09
科学与信息化(2020年17期)2020-10-20
山西建筑(2019年18期)2019-10-29
科学与技术(2019年17期)2019-04-16
兵器装备工程学报(2018年3期)2018-04-04
科技经济市场(2017年1期)2017-04-12
