
气门锻模的热处理与提高寿命的措施
2020-11-25 04:27王忠诚隋培玲朱丽华
金属加工(热加工) 2020年11期
王忠诚,隋培玲,朱丽华
济南沃德汽车零部件有限公司 山东济南 250300
1 前言
内燃机气门的成形是依靠模具来实现的,通过对气门头部的加热,使之锻造成形,气门的头部流线符合要求,无切断和破坏现象,保持了气门所需要的性能,气门成形近似于精密锻造,气门采用热锻模将热镦后呈“蒜头”状的气门毛坯,锻造成要求形状的气门,气门材料的加热温度高达1100~1200℃,服役过程中模具的内腔表面温度也在600~700℃。型腔表面与炽热的金属反复接触,在成形过程中要承受冲击力和摩擦力的作用,还要承受弯曲、拉伸、压缩、挤压等周期性冲击作用,表面的应力大,因此其工作条件恶劣,对性能的要求十分严格[1-3]。
在锻造成形过程中,因模具被软化到30HRC以下,其整体强度明显下降后将发生塑性变形,造成锻模型腔的形状和尺寸发生变化而报废,其失效是从表面开始的[4,5]。因此模具应具有足够的强度和高的硬度,有良好的导热性和尺寸稳定性,具有高的断裂抗力、抗压强度、抗拉强度和屈服强度,良好的冲击及断裂韧度,抗回火软化能力和高温强度高,室温的高温硬度高,另外锻模要有高的导热性、小的热膨胀系数以及高的相变点,抗氧化性好等,故采用表面强化技术则可提高锻模的使用寿命,一般进行化学热处理,而气门锻模通常采用低温氮碳共渗。气门锻模经低温氮碳共渗处理后,表面获得较高的硬度(850HV以上)、良好的耐磨性、冲击韧度好、化合物层致密,因此锻模在抗擦伤、抗咬合、抗黏磨和耐蚀性方面有明显的提高。气门的热锻模结构如图1所示。
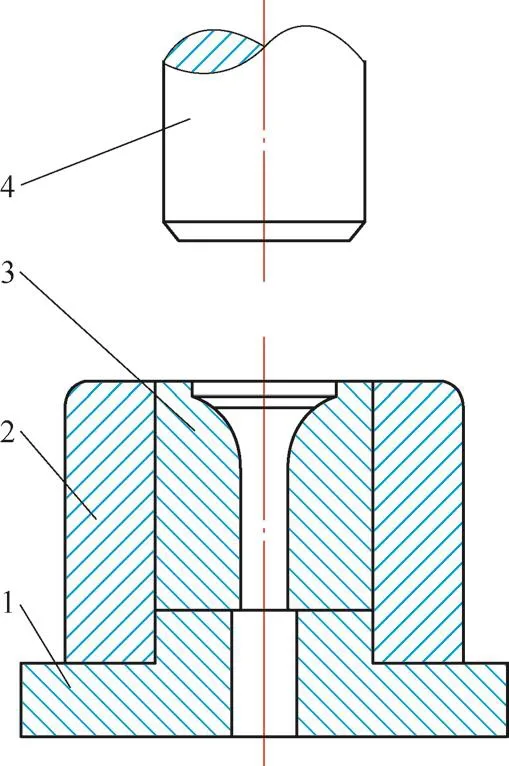
图1 气门的热锻模结构示意
从图1可知,该模具由四部分组成,上下模通常采用4Cr5MoSiV1(H13)钢制造,本身含有Cr、Mo、V等主要强化元素,故热处理后具有良好的强韧性。同时保持较高的热疲劳抗力,因而能够承受高温拉、压冲击作用,同时导热性好,还可承受高温磨损、氧化及激冷激热周期性温度变化等恶劣的工作环境。
2 气门热锻模用材与技术要求
根据气门锻模的技术要求,为满足其使用寿命与气门毛坯的精度要求,通常文献[2]推荐的气门锻模材料见表1,其中4Cr5MoSiV1(H13)为目前应用最为广泛的钢种。

表1 气门锻模用钢和硬度的具体要求[2,6]
气门锻模热处理后的技术要求为基体硬度49~55HRC(含芯部),型腔变形量小于0.05mm,内表面无氧化脱碳、无腐蚀等。
表面进行氮碳共渗处理,硬度在700HV0.2以上,氮化层深度在0.05mm以上,型腔内光洁无腐蚀。
气门锻模的加工是采用圆棒料加工的,比较成熟的工艺流程为:棒料下料→锻造→球化退火→车削加工→微机车床加工(钻孔、车内孔)→热处理→砂磨型腔→磨削加工→磁粉检测→精磨外圆与砂磨型腔→盐浴氮碳共渗→外观与尺寸检验→成品包装入库。
(1) 锻造 这里以H13钢为例进行分析,对其反复锻粗和拔长,才能消除碳化物偏析,减少碳化物分布的不均匀性,始锻温度为1100~1150℃,终锻温度为850~900℃,锻后毛坯在坑中缓冷[6,7]。
(2)预备热处理 锻造后应进行良好的球化退火处理,目的是改善组织和降低基体的硬度,消除内应力获得珠光体+球状渗碳体组织,以利于切削加工,为最终热处理作好组织准备,退火工艺为860~890℃,保温4~6h,炉冷至500℃以下出炉空冷,硬度≤229HBW。
另外,气门锻模也可通过调质处理以获得均匀分布的圆形细小碳化物,而对于中碳高合金钢在锻造时会出现沿晶链状碳化物,必须通过正火加以消除。常见气门锻模材料的球化退火工艺见表2。
3 锻模的整体热处理与表面强化处理
气门锻模选用的材料多为H 1 3钢,其与3Cr2W8V相比,具有价格低、材料来源广、处理方式简单等特点,故国内外多数气门制造厂均采用该类材质制作气门锻模。为达到气门锻模的热处理要求,国内外对于锻模的整体热处理方式大致分为三类:盐浴热处理、真空热处理及可控气氛热处理。表面强化处理则采用广泛普及的盐浴氮碳共渗。
H13钢中的碳化物大部分是M23C6型铬的碳化物,还有少量的M6C和MC型碳化物,在将钢加热到1050~1070℃时,M23C6碳化物急剧溶解,超过1070℃碳化物溶解加快,奥氏体晶粒明显长大[9],因此对于气门锻模而言,选择1050~1080℃加热最为适宜,油冷后可达54~58HRC,组织为细针状和隐针状马氏体+未溶碳化物+残留奥氏体。H13钢的高温回火根据锻模的性能要求,多选择在570~590℃回火两到三次。
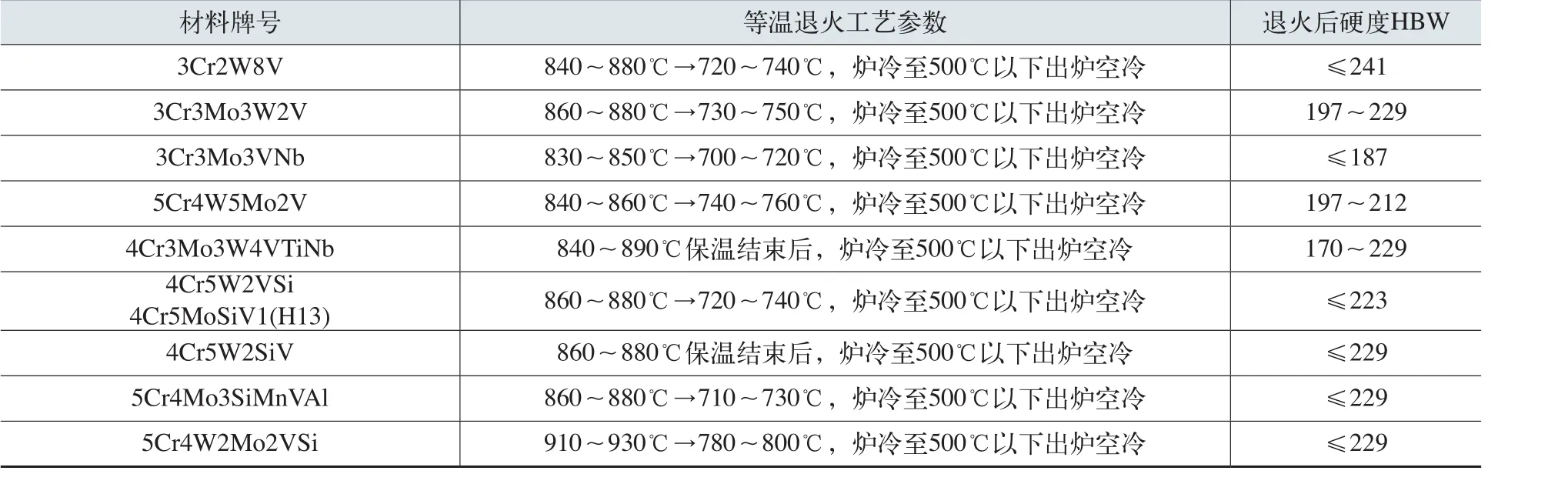
表2 常见气门锻模材料的退火工艺规范[6,8]
3.1 气门锻模的整体热处理
(1)H13钢盐浴热处理 H13钢气门锻模的热处理工艺流程为:一次500~550℃箱式炉预热→二次800~850℃盐浴炉预热→1030~1050℃盐浴炉加热→油冷至200℃左右→出炉空冷到室温清洗→570~590℃二次高温回火处理→空冷后清理→硬度与变形检验。
该盐浴热处理优点为锻模变形小、硬度均匀、操作方便等。其缺点为存在烟雾污染、劳动强度高、生产效率低、电能消耗大、采用铁丝捆绑等,加上国家明文规定将盐浴炉列入淘汰的热处理设备之列,因此极大限制了它的发展。
另外,锻模油冷淬火后,型腔内粘附淬火油与BaCl2残盐,而时效后的清洗仅是煮沸,则难以确保型腔内的残盐清理干净,在长时间(6h×2次)的高温回火过程中,残盐对金属表面产生强烈的腐蚀,事实上在生产中发现部分气门锻模在热处理后型腔抛光过程中,有局部腐蚀麻点(或坑)现象,而导致无法使用。
针对此类缺陷,比较有效的防止措施为:将油冷后的气门锻模型腔用布擦拭干净后进行时效处理;清洗时将型腔在热水中煮沸,然后进行高压喷淋,以彻底清除内部残盐。
H13钢的共析点Ac1=860℃,Ar1=775℃,Ac3=915℃,马氏体点Ms=340℃。
H13钢制气门锻模(下模)的盐浴热处理工艺如图2所示。
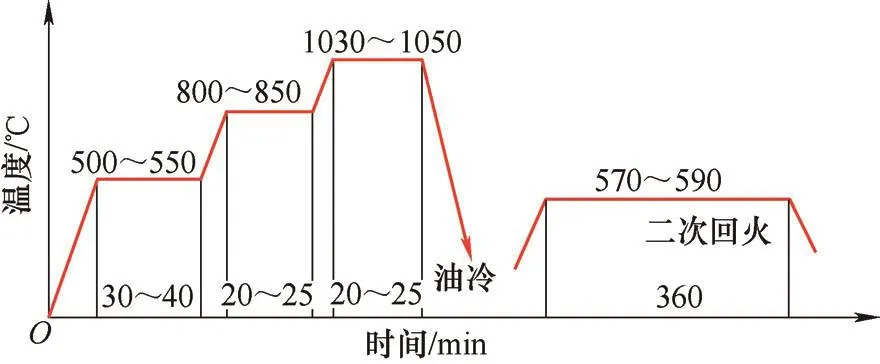
图2 13钢制气门锻模盐浴热处理工艺规范
考虑到锻模本身受到强烈的冲击,热稳定性要求较高,因此要求有高的硬度和良好的耐磨性,将加热温度提高到1080℃左右可使碳化物充分溶解。实践证明,经过高温处理的锻模的使用寿命比低温处理的寿命提高3~10倍,目前该工艺在气门制造厂生产中得到普遍应用。
(2)H13钢真空热处理 H13钢锻模锻造后经过球化退火处理,改善了组织,降低了基体的硬度,消除了内应力,可获得珠光体+球状渗碳体组织。
根据气门锻模的服役条件与技术要求,气门锻模采用真空热处理是最为合理的。4Cr5MoSiV1(H13)钢锻模的真空热处理的工艺路线为:汽油清洗装筐→500~550℃×90min一次预热→800~850℃×60min二次预热→1030~1060℃×40min淬火加热与充氮→淬火冷却→热水清洗→570~600℃×360min二次真空高温回火→质量检验。采用北京首都机械厂产双室卧式真空油淬火炉,型号ZC2-100。
采用真空淬火与回火后的锻模硬度在49~53HRC,整体呈银灰色,型腔变形量在0.03~0.05mm,满足了锻模尺寸要求。实践证明,经过真空炉高温处理的锻模的使用寿命比低温处理的寿命提高3~10倍,比盐浴处理的提高2~3倍[5,10]。
1)H13钢锻模本身合金元素总量比3Cr2W8V钢少,1050℃淬火加热温度不能发挥H13钢材料的性能,通过提高淬火温度可提高奥氏体的碳含量及合金化程度,高温回火马氏体的分解、晶粒再结晶长大和碳化物的析出聚集粗化过程将被推迟并减慢,故确保了锻模有更高的稳定性。
2)考虑到H13钢锻模本身受到强烈的冲击,对锻模的热稳定性要求较高,因此要求有高的硬度和良好的耐磨性,将加热温度提高到1080℃左右,使尽可能多的碳化物溶解到奥氏体中,锻模可保持高的硬度、热硬性以及足够的强度。
3)H13钢锻模宜采用热油进行淬火,否则会造成冷却不充分而降低基体的硬度。容易造成热磨损与型腔塌陷,当基体硬度低于35HRC时,则无法保持正常的服役需要。
(3)H13钢锻模的可控气氛热处理 目前,采用可控气氛炉进行锻模的热处理时,基于进行加热的气氛保护,盐浴炉是污染与能源消耗的大户,是将要淘汰与取缔的热处理设备,而真空炉的成本则较高,故采用可控气氛炉进行锻模的加热淬火则是不错的选择。
气门锻模在可控气氛网带炉上进行加热(见图3),实现无氧化脱碳,金属表面光洁,彻底淘汰了传统的盐浴淬火,既可节能又可环保,劳动强度降低,生产效率高,是目前主要的热处理设备。

图3 气门锻模进入网带炉进行加热
3.2 气门锻模的表面强化处理
目前,气门锻模通用的表面强化处理工艺为盐浴氮碳共渗,可使型腔表面抗热疲劳、抗腐蚀,气门与锻模不粘连,基体的强度高,会明显延长锻模的使用寿命[5,11-15]。
盐浴氮碳共渗处理后的技术要求为:氮碳共渗层为0.05~0.15mm,表面硬度850~1000HV,型腔表面光洁、无腐蚀、无裂纹等。
具体的气门锻模氮碳共渗工艺曲线如图4所示。

图4 气门锻模盐浴氮碳共渗工艺曲线
表3列出了气门锻模采用不同处理方法后的使用寿命情况。从表3中可以看出,盐浴氮碳共渗的效果最佳,时间短、硬度较高、寿命长,分析其原因同盐浴氮碳共渗良好的渗层组织有关。
经金相检验,气体氮碳共渗的表面大多数部位没有白亮层,扩散层深度为0.19~0.20mm,有三级脉状氮化物,马氏体相较粗大;而盐浴氮碳共渗有明显的白亮层,厚度一般为0.01~0.03mm,与基体结合较好,扩散层为0.25mm,有较小的脉状氮化物。
4 热处理与表面处理缺陷及原因分析
气门锻模的正常失效形式为磨损、塌陷或冷热疲劳裂纹等,有文献指出[6,17-19],气门热锻模的主要失效形式中,表面热疲劳裂纹占64.3%、型腔过渡处拉伤占21%、模体塌陷占13.2%、凹模开裂占1.5%。可见热疲劳裂纹与拉伤占到85%以上,需要重点关注。
1)在型腔的R处热磨损,产生细小的纵向裂纹或起皱,这是热疲劳造成的。
2)型腔塌陷,发生了塑性变形。原因是表面温度高达700℃左右,超过了材料的回火温度,造成锻模基体硬度和强度降低,同时与热处理后的硬度偏低、基体强度略差有关。需要注意的是如采用H13材料,则要注意在油中冷却时间必须超过15min,否则会造成硬度的不一致性趋势增加。
3)型腔开裂。这是基体硬度高或原材料的碳化物偏析造成的。
4)盐浴腐蚀麻点(或坑)。这是由于盐浴淬火后没有及时擦干净型腔表面的残盐、在回火过程中对表面腐蚀造成的。
5)锻模型腔内部出现缩孔。多半与模具毛坯锻造成形时,未按要求进行镦粗与拔长,造成内部共晶碳化物未打碎,热处理过程中膨胀量存在差异有关。
6)表面氧化脱碳。中高温盐浴未脱氧或脱氧不彻底,淬火时在空气中逗留时间长,或者是原有脱碳层未加工掉等造成的。
7)热磨损和塌陷是气门锻模的主要失效形式,因此提高淬火温度,可提高奥氏体的碳含量及合金化程度,高温回火马氏体的分解、晶粒再结晶长大和碳化物的析出聚集粗化过程将被推迟并减慢,故确保了锻模具有更高的稳定性。进行液体碳氮共渗后的锻模,被赋予了高的硬度、良好的耐磨性、高的疲劳强度和抗咬合性等,故使用寿命可提高2~3倍。目前,气门锻模均进行了盐浴氮碳共渗处理。

表3 气门锻模采用三种氮碳共渗方法处理结果比较[16]
8)对于圆弧部位保留锻造加工流线而不允许机械加工(车削或磨削),又要求较高的外观质量的气门而言,其对锻模型腔的要求是必须抗热磨损,同时又要防止盐浴氮碳共渗处理后渗氮层在圆弧部位附近易产生微观开裂和宏观折叠,影响到精密气门锻模的外观质量,因此其渗层深度、硬度和脆性等应符合技术要求,才能满足锻模具有高的使用寿命。
9)在使用过程中由于模具加工、安装、热处理以及使用不当等原因,容易引起模芯非正常开裂,针对开裂的模芯进行分析,其开裂情况之一为锻模刚使用即出现模芯开裂,原因在于模芯与模套配合间隙过大造成松动,使模芯开裂,此时模芯与模套圆柱面接触点不多,模套对模芯的预压力很小或接近于零,模芯处的切应力呈现高峰值的拉应力,该拉应力超过材料的抗拉强度将使模芯发生开裂。
开裂的另外一种情况为气门成形过程中短暂停留后,再次锻造成形时,出现模芯开裂,锻模在高温高压的成形中产生的热应力、组织应力和外载荷应力叠加,使锻模的切向拉应力增大,从而提高了模芯开裂的几率。需要高度重视的是,锻造润滑剂在工作中冷热交替,对于模芯具有热疲劳作用,容易使模芯部位产生纵向裂纹,而当锻模再次重新服役时,锻模处于室温状态,其塑性、韧性等较低,故锻模再次工作时,则会造成模芯部位突发脆性开裂[17,20,21]。
针对发生的非正常气门锻模开裂问题,可采取以下预防措施:①合理调整模套与模芯的配合公差,使其满足过盈配合的技术要求。②锻模使用一定时间后进行去应力退火处理,消除使用中积累过大的内应力。③对于成形中停留后再次锻造的锻模,应采用对锻模保温的措施,确保其温度不低于300℃,可有效防止模芯表面产生过高的拉应力而造成锻模开裂,或采用最后一支气门留在模芯中,起到保温的效果。
10)锻模液体氮碳共渗后开裂。锻模采用氮碳共渗+发蓝,发蓝后直接水冷造成锻模内外冷却应力差别过大超过其抗拉强度而开裂。
11)锻模内部型腔内腐蚀。液体氮碳共渗后内腔的残盐未清洗干净,在放置过程中盐腐蚀其内部,或氮碳基盐未进行陈化处理,是腐蚀性过强造成的。
5 提高锻模使用寿命的措施
(1)应用合金气门锻模 采取在H13钢上镶嵌硬质合金的方法,由于硬质合金硬度高,耐磨性强,不易老化等,因此明显提高了锻模的使用寿命,目前达到30 000支以上,成本仅为2000元,而普通模具在200元左右,使用1500支左右就需要更换模具,因此采用合金锻模节省了人力、财力及人力,提高了生产效率50%以上。图5为合金模的结构形式,合金压入锻模中,形成过盈配合。
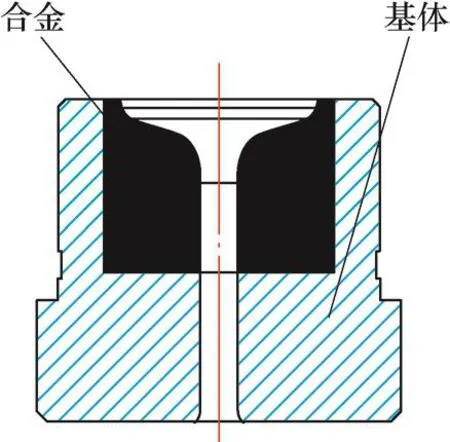
图5 某型号气门合金锻模的结构形式
(2)对于H13钢锻模润滑、预热 气门锻模服役过程中是需要润滑与冷却的,需要注意的是,气门锻模普遍以石墨型润滑剂为主。石墨润滑剂的特点为:具有层状结构,内剪切力小,可牢固地吸附在金属的表面而形成润滑膜;具有较高的承受力,在高的压力下也不会造成金属表面产生伤痕;可以配制成油或水不同种类的润滑剂;容易从模具或挤压件上除去等。但其缺点为隔热性能差,用于不锈钢或马氏体、奥氏体耐热钢零件的热挤压时,容易造成渗碳现象。压成形前向型腔内喷射混合石墨,以润滑与冷却充分[20]。
(3)下模使用前进行预热 预热可提高锻模的韧性,降低断面上的温差,以及热应力,从而减小锻模开裂的风险[6,20,21]。
(4)提高锻模使用寿命 对于服役一定时间的锻模,在其间适当进行低温回火,以消除锻模的内应力,提高其使用寿命[5,20]。
在生产实践中采取以下措施与控制,可有效提高气门锻模的使用寿命,具体见表4,供参考。
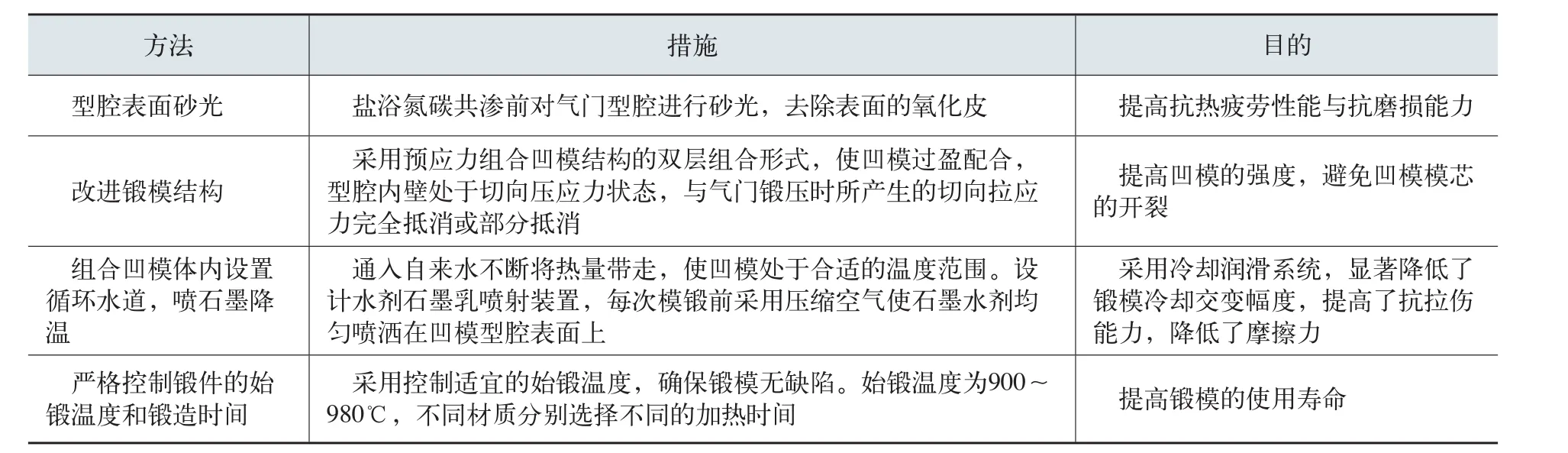
表4 提高气门锻模使用寿命的有效措施[5,6,22]
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
汽车与新动力(2019年5期)2019-11-07
模具制造(2019年3期)2019-06-06
金属加工(热加工)(2018年11期)2018-11-29
橡塑技术与装备(2018年2期)2018-02-19
中国塑料(2016年5期)2016-04-16
农机使用与维修(2014年6期)2014-09-23
天津职业技术师范大学学报(2014年1期)2014-07-20
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2012年5期)2012-03-25
