
浅谈Inconel718十二角头螺栓制造工艺技术
2020-11-25 04:27袁永恒金宏芦静许永春万志慧周为刘乐杨保建
金属加工(热加工) 2020年11期
袁永恒,金宏,芦静,许永春,万志慧,周为,刘乐,杨保建
河南航天精工制造有限公司 河南信阳 464000
1 序言
目前,Inconel718是航空发动机上应用最为广泛的高温合金,主要应用于制造航空航天发动机中的各种静止件和转动件,如盘、环形件、机匣、轴、叶片、紧固件及弹性元件等[1]。Inconel718十二角头螺栓是发动机上应用较为普遍的紧固件,也是高温高强紧固件的代表性产品。
国外对与航空航天领域有关的高温合金材料,尤其是Inconel718合金的工艺和应用仍然是处于严格保密状态,因此其材料特性和制造工艺需要自行研究。性能等级为Rm≥1242MPa、Rp0.2≥745MPa的Inconel718高温合金加工难度最大,合金化程度较高,导致其热加工性能恶化,热变形区域缩小,因此加大了热成形难度[2]。同时,由于材料的强度高、塑性低,热处理后Inconel718材料的Rm≥1300MPa、硬度为43~48HRC,使得后续的加工困难。本文针对Inconel718十二角头螺栓的材料特性和结构特点,讨论螺栓的关键加工技术和制造工艺,确定最优加工路线及工艺参数,以实现该产品的批量加工。
2 产品特点
十二角头螺栓的结构如图1所示,其中头部热镦成形,杆部车制成形,螺纹温滚压螺纹成形。螺栓头部形状复杂,具有十二角扳拧结构,在扳拧时受力充分且扳手不易滑脱;在十二角头底部带有法兰台,作为安装后的承力部位。本文要研究的螺栓加工精度要求较高,以SAE AS 9716A—2007.3125-24UNJF-3A规格的产品为例来阐述螺栓的制造技术,其杆部直径为7.92mm,性能要求:Rm≥1242MPa、Rp0.2≥745MPa。

图1 十二角头螺栓结构
3 加工工艺
Inconel718十二角头螺栓采用棒材加工,材料满足AMS 5662标准的要求。生产工艺流程:下料→普车1→无心磨→润滑→热镦→去涂层→喷砂1→热处理→喷砂2→普车2→数控车→普车3→去毛刺→制标→无心磨2→滚压螺纹→渗透检测→表面处理→终检→包装入库。下面将针对热处理、滚压螺纹工序进行分析。
3.1 热处理
十二角头螺栓采用的是Inconel718高温合金棒材,材料状态为固溶态,并进行了加工硬化。产品要达到最终性能需要进行热处理,使产品经过时效强化,达到沉淀硬化状态,以获得高强度及良好的塑性等综合性能。为了获得最佳热处理制度,采用以下3种热处理方案:
(1)第一种方案 1010℃±10℃保温1h,气冷或空冷,720℃±5℃保温8h,以50~60℃/h的速度炉冷至620℃±5℃保温8h,气冷或空冷。热处理工艺如图2所示,金相组织如图3所示。
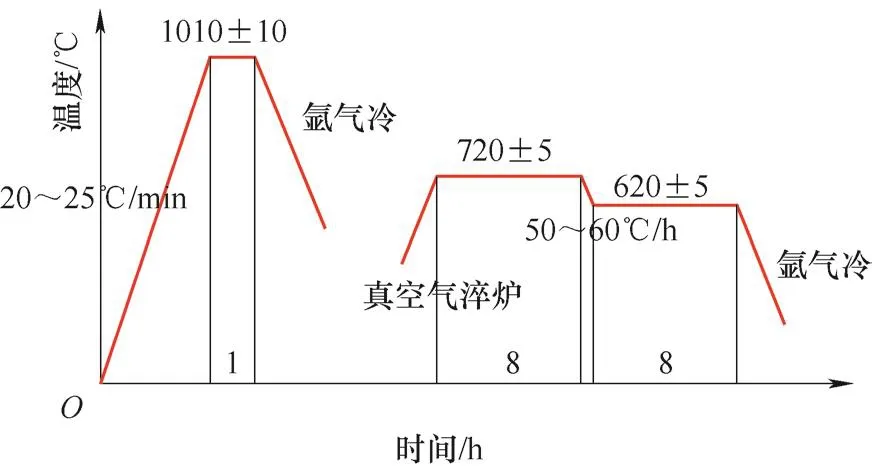
图2 热处理工艺一
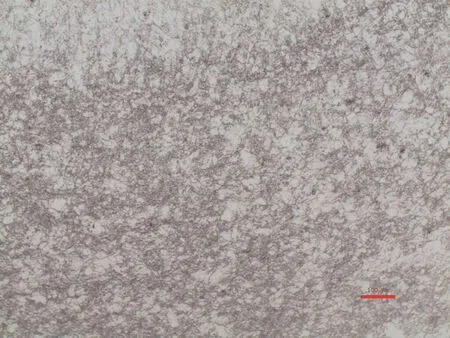
图3 热处理工艺一金相组织(100×)
(2)第二种方案 960℃±10℃保温1h,气冷或空冷,720℃±5℃保温8h,以50~60℃/h的速度炉冷至620℃±5℃保温8h,气冷或空冷。热处理工艺如图4所示,金相组织如图5所示。
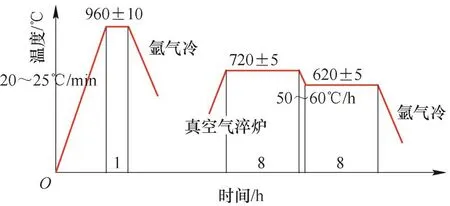
图4 热处理工艺二
(3)第三种方案 720℃±5℃保温8h,以50~60℃/h的速度炉冷至620℃±5℃保温8h,气冷或空冷。热处理工艺如图6所示,金相组织如图7所示。
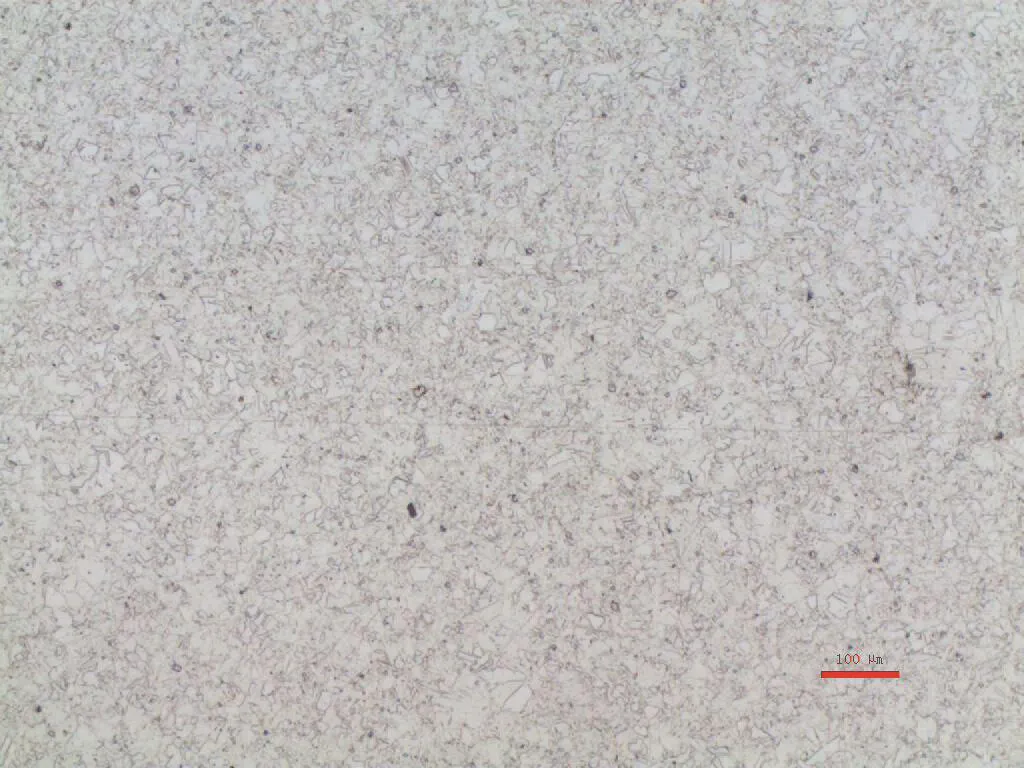
图5 热处理工艺二金相组织(100×)
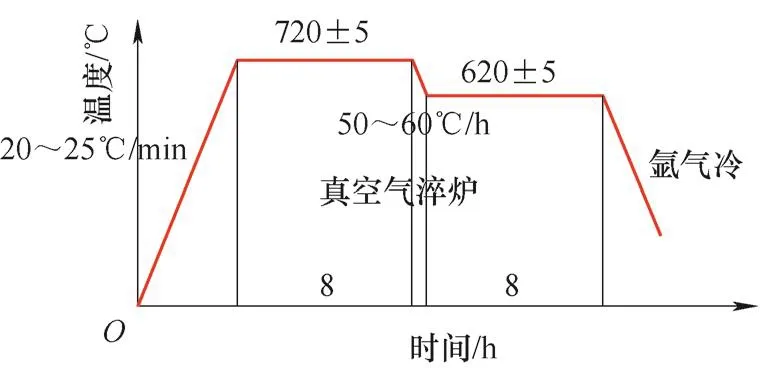
图6 热处理工艺三
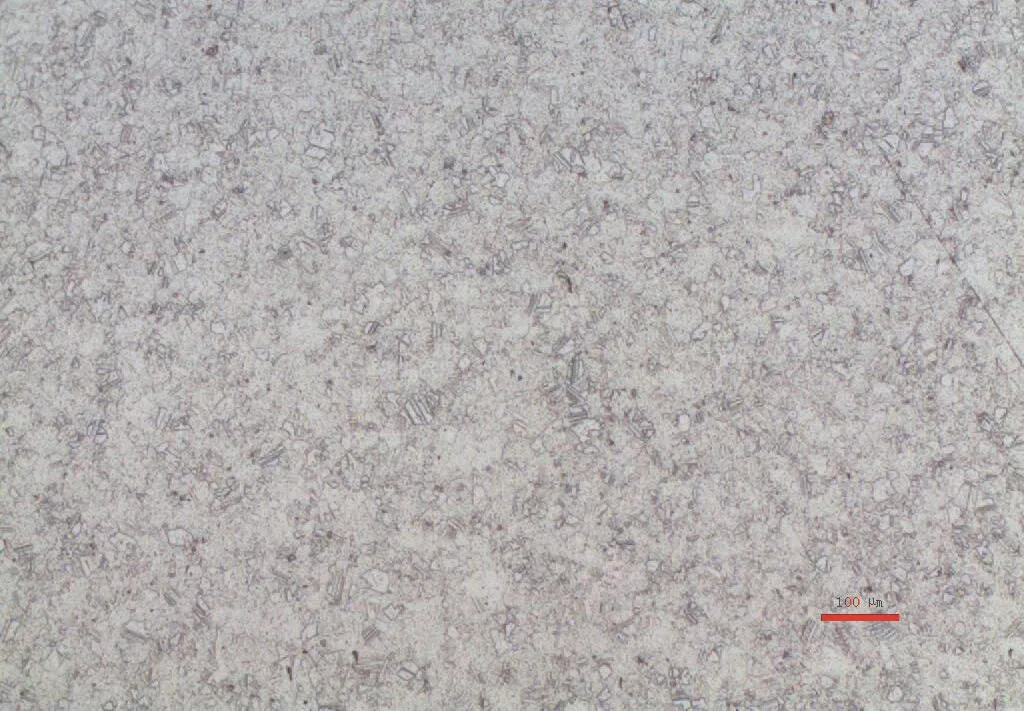
图7 热处理工艺三金相组织(100×)
通过对比分析以上三种热处理方案可以看出,热处理方案一的材料晶粒度粗化,晶界和晶内无δ相,存在缺口敏感性,主要应用于对晶粒度要求较高的产品;热处理方案二的材料晶界有δ相,有利于消除缺口敏感性,产品按该方案进行热处理,性能稳定且满足要求,见表1;热处理方案三的材料中δ相较少,能提高材料的强度和冲击性能,主要应用于冷拉态原材料直接时效热处理制度。
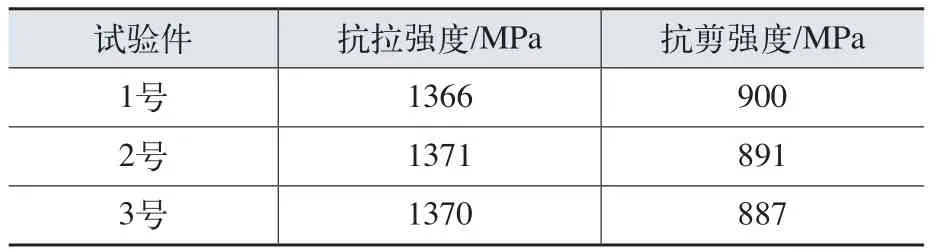
表1 热处理方案二性能检测结果
综上所述,热处理方案二的螺栓力学性能最优,同时其加工质量稳定性最好,为最优热处理方案。
3.2 温滚压螺纹
Inconel718高温合金的性能需满足Rm≥1242MPa、Rp0.2≥745MPa力学性能要求,其硬度较高,可达到43~48HRC,塑性较差,材料产生的加工硬化现象严重。如果进行冷滚压加工,会使加工存在以下问题:
(1)问题一 螺纹滚压轮寿命较短,滚压数件或数十件产品后螺纹滚压轮产生崩齿的问题,如图8所示。

图8 螺纹滚压轮崩齿缺陷
(2)问题二 滚压螺纹后很容易产生裂纹、折叠超标等缺陷,如图9所示,不适合大批量生产。同时也不能满足产品的质量要求。
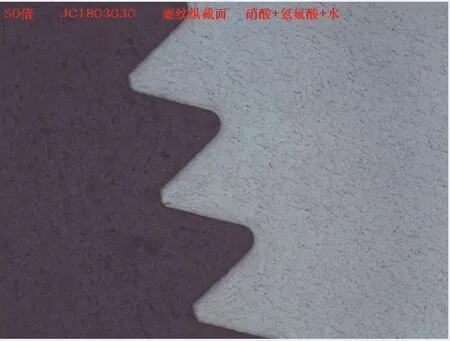
图9 滚压螺纹后螺纹处的裂纹、折叠缺陷
针对以上问题,决定采用温滚压螺纹的方式加工螺纹。材料经加热后强度降低,加工硬化现象得以缓解,使材料流动性增强,易于螺纹成形,可以有效地解决螺纹滚压轮崩齿和螺纹质量差等问题。
在温滚压螺纹加工过程中,加热温度、滚压力、滚压时间等加工参数以及螺坯杆杆径尺寸是制造过程控制的关键因素,需要通过工艺试验来确定。
4 研制产品评估
4.1 外观尺寸和冶金特性
最终完成了Inconel718十二角头螺栓(见图1)研制产品的加工,产品标准和规范中要求螺栓尺寸和表面粗糙度应符合图样要求,表面不应有裂纹、毛刺、磕碰伤、划伤和其他机械损伤;金相检查头部金属流线连续且完整,螺纹不连续性符合标准要求,微观组织没有裂纹和夹杂物,螺纹牙底和牙侧无折叠、发纹等缺陷。经检测研制产品尺寸和质量合格,冶金特性也满足技术规范的要求。
4.2 力学性能试验
根据产品规范的要求,Inconel718十二角头螺栓的试验内容包括:抗拉强度、抗剪强度。试验方法按GJB 715.23A—2015和GJB 715.26A—2011执行结果表明:螺栓的力学性能均符合规范要求。
5 结束语
本文介绍了Inconel718十二角头螺栓的材料及结构特点,针对热处理和温滚压螺纹工序工艺重点和难点进行了分析,通过工艺试验得到以下结论。
1)通过3种热处理方案对比,960℃±10℃保温1h。气冷或空冷,然后720℃±5℃保温8h、以50~60℃/h的速度炉冷至620℃±5℃保温8h、气冷或空冷的热处理制度下的螺栓具有最优的综合性能,确定其为最优热处理制度。
2)采用温滚压的方式加工螺纹,解决了螺纹滚压轮崩齿和螺纹裂纹的问题,通过工艺试验确定了合理的滚压工艺参数。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
军民两用技术与产品(2021年8期)2021-11-24
四川建筑(2020年1期)2020-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年4期)2019-04-04
减速顶与调速技术(2018年1期)2018-11-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国塑料(2015年9期)2015-10-14
