不同初洗模式对羽毛绒残脂率的影响
2018-01-18 06:41,,,,,
现代纺织技术 2018年1期
,,,, ,
(浙江出入境检验检疫局羽毛绒检测实验室,杭州 311208)
羽毛绒是指鹅鸭等水禽体表覆盖的绒毛,具有轻、软、暖的特点,是目前最广泛使用的御寒制品填充料。在提倡“绿色消费”、“回归自然”等消费理念的今天,羽毛绒产品越来越受到各地消费者的青睐[1]。中国是世界上最大的羽毛绒生产国和出口国,羽毛绒的原料产地遍布全国各地,羽毛绒原料必须经过水洗加工方可作为填充料使用,因地区环境、品种、养殖条件等不同,导致不同地区的羽毛绒油脂含量也不同。倘若油脂过高,容易使得羽绒制品产生异味,甚至是滋长细菌的营养品;然而油脂过低,又将会影响羽绒的外表结构,容易破碎而影响其保暖性能[2]。因此,羽毛绒油脂含量(即“残脂率”)是羽毛绒重要质量评价指标之一。
目前国际、国内现行有效的羽毛绒检测标准对残脂率都做了明确的合格范围值,其中中国羽绒羽毛国家标准GB/T 17685—2003[3]要求残脂率在1.0%以下,中国羽绒服装标准GB/T14272—2011[4]要求残脂率在1.3%以下,中国寝具行业羽绒羽毛被标准QB/T1193—2012[5]、羽绒羽毛床垫标准QB/T1194—2012[6]、羽绒羽毛睡袋标准QB/T1195—2012[7]、羽绒羽毛枕、垫标准QB/T1196—2012[8]均要求残脂率在1.2%以下。欧洲标签标EN12934—1999[9]要求残脂率在0.5%~2.0%,日本服装标准[10]要求残脂率在1.0%以下等。综上分析,要符合普遍检测标准的残脂率合格范围值,鹅鸭绒原料毛经过水洗后,残脂率的目标可控制范围应在0.5%~1.0%。
本研究的目标是通过对多批羽毛绒样品在不同初洗温度、洗涤剂含量模式的水洗处理,分析水洗前后羽毛绒油脂含量的变化,寻求最佳洗涤方案,为企业控制羽绒残脂率提供参考依据。
1 材料与方法
1.1 试剂与材料
羽毛绒:取自广东、山东、江苏、广西、安徽、湖南、重庆、江西等8个不同地区不同种类的原料羽毛绒(全国主要鹅鸭绒的原料生产基地,具有较强的代表性)。
试剂:FN100型洗涤剂(德国帝合公司),无水乙醚(杭州化学试剂有限公司)。
1.2 设 备
2000型水洗机(萧山市北钣金厂制造),AL204电子天平(梅特勒-托利多仪器(上海)有限公司),FED-115烘箱(宾德),HH-6数显恒温水浴锅(金坛市江南仪器厂),250 mL索氏抽提器(齿轮牌玻璃仪器)。
1.3 羽绒羽毛的水洗加工流程
初洗时水洗机进水量为2 500 kg,羽毛绒投料量均为200 kg,加入不同的洗涤剂量,搅拌5 min后开始水洗。主要参数变量为洗涤剂用量和水洗温度。
水洗加工流程为:初洗30 min→漂洗45 min→
脱水10 min→烘干→冷却→打包。
1.4 残脂率检测方法
依据GB/T 10288—2003《羽绒羽毛检验方法》[11]。
2 试验设计
在对8组试验用羽毛绒样品进行水洗前的初始油脂含量检测,选用样品中初始油脂含量最高的山东白鸭绒(油脂含量4.0%),对其在不同初洗温度(25、50、55、60 ℃)与不同洗涤剂含量(3.0%、3.5%、4.0%)条件下完成水洗加工流程。通过对检测水洗后羽毛绒残脂率的比较与分析,筛选出水洗后羽毛绒残脂率在通用可控制范围0.5%~1.0%时的最佳水洗温度与洗涤剂含量模式。分析结果再在剩余7组样品中进行验证。本试验检测残脂率均为双样检测。
3 试验结果
3.1 试验用羽毛绒样品油脂含量
试验用羽毛绒样品初始油脂含量结果见表1。

表1 试验用羽毛绒样品初始油脂含量
试验中,初始油脂含量均在3.0%以上,全部超出国内外羽毛绒标准的羽毛绒残脂率合格值上限2.0%,其中以山东白鸭绒最高。为进一步显示初洗模式不同对水洗后羽毛绒残脂率的影响程度,本试验选取山东白鸭绒作为样毛进行以下试验。
3.2 不同初洗模式对残脂率的影响
在不同初洗温度与洗涤剂含量模式下,水洗加工之后测得的残脂率见表2。

表2 不同初洗模式下的残脂率
4 结果与分析
通过表2,得出不同初洗模式下,残脂率变化的折线图(图1)。
从图1分析可见:a)羽毛绒经过不同初洗温度(25、50、55、60 ℃)与洗涤剂含量(3.0%、3.5%、4.0%)模式进行初洗后羽毛绒残脂率的结果显示:在初洗温度不断上升时,水洗后羽毛绒残脂率呈现阶梯式下降;在洗涤剂含量不断增加时,水洗后羽毛绒残脂率值呈现阶梯式下降。说明在初洗温度、洗涤剂不断上升的时,水洗后羽毛绒残脂率相应地呈现阶梯式下降。b)试验数据显示,水洗后羽毛绒残脂率在目前羽毛绒产业的目标控制范围0.5%~1.0%时的洗涤剂含量与初洗温度的模式有(55 ℃、3.5%)、(55 ℃、4.0%)、(60 ℃、3.5%)3个模式。c)在企业实际操作过程中,洗涤剂含量为每100 kg水中所含洗涤剂用量。按照企业使用水洗设备(萧山市北钣金厂制造,2000型)水洗时,一般进水量在2 500 kg,故洗涤剂含量每增加0.5%,洗涤剂需增加12.5 kg;在水洗过程中,水洗温度越高,企业使用电量越大,增加了企业的成本。
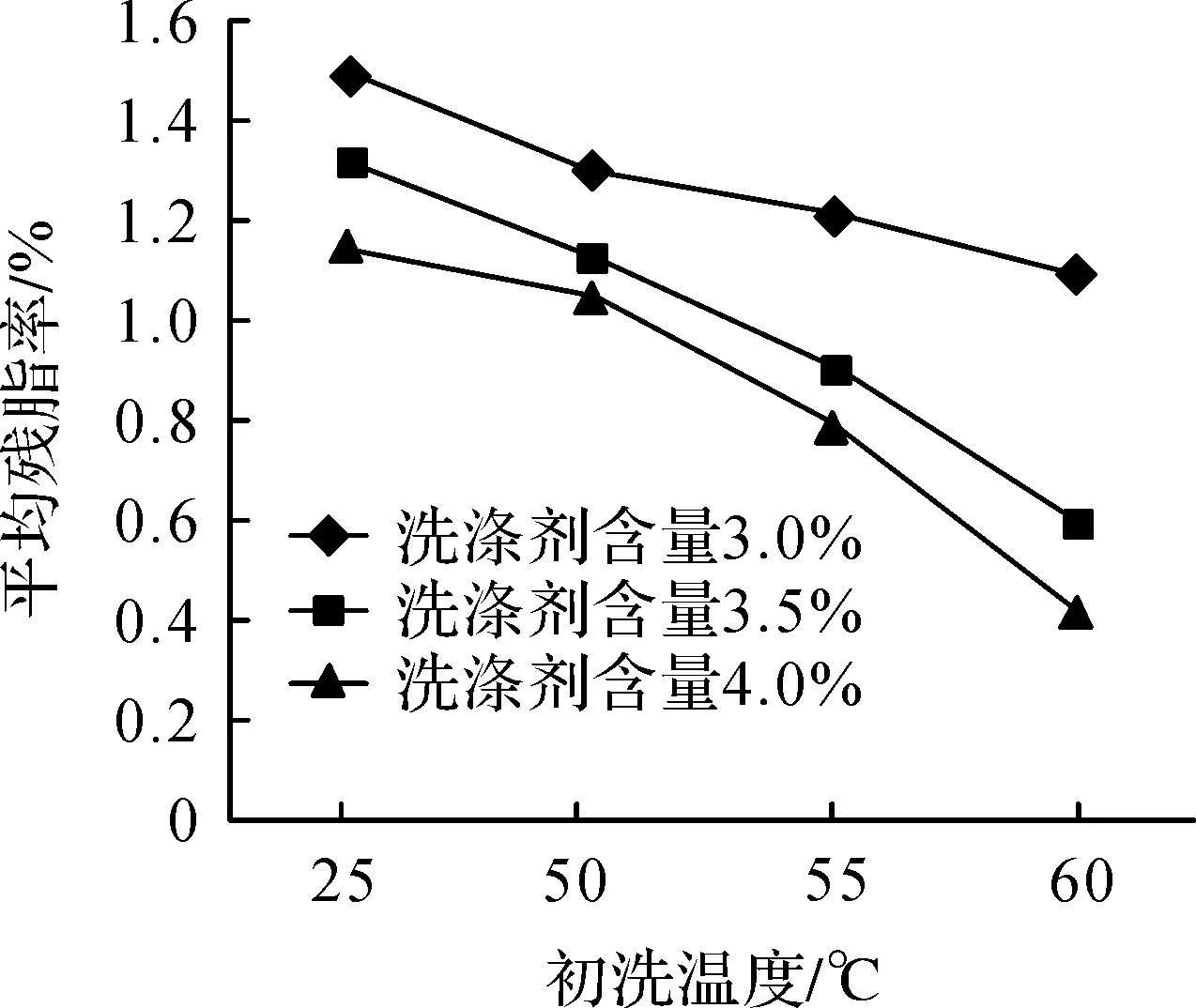
图1 羽毛绒在不同初洗模式下的残脂率变化
故从企业节约能量、降低成本出发,从符合要求的3个初洗温度与洗涤剂含量的模式(55 ℃、3.5%)、(55 ℃、4.0%)、(60 ℃、3.5%)中,选择(55 ℃、3.5%)模式为最佳羽毛绒初洗模式。
5 验 证
本实验另选用剩余的广东白鹅绒、江苏白鹅绒、广西灰鹅绒、安徽白鹅绒、湖南白鸭绒、重庆白鹅绒、江西灰鹅绒7组样品,在初洗温度与洗涤剂含量(55 ℃、3.5%)模式工艺下进行初洗,检测水洗后羽毛绒的残脂率值见表3。在本试验过程中每个模式点设双样检测。

表3 水温55 ℃、洗涤剂比例3.5%组合模式下的残脂率
根据表3结果显示,7个地区羽毛绒在(55 ℃、3.5%)初洗模式后,残脂率符合控制范围0.5%~1.0%的地区有6个,不符合要求仅1个,普遍符合。
6 结 语
通过研究发现,羽绒水洗的初洗水温及洗涤剂含量是控制羽绒水洗后残脂率的关键因素。研究通过观察经过不同初洗温度(25、50、55、60 ℃)与洗涤剂含量(3.0%、3.5%、4.0%)共12个初洗组合模式后的残脂率结果,发现为保证原料羽毛绒经水洗后能普遍处于通用标准范围(0.5%~1.0%)内,并从节约成本的角度出发,企业在水洗原料羽毛绒时,建议最佳初洗工艺为初洗温度55 ℃,洗涤剂含量3.5%。
[1] 聂静.羽绒被舒适性能的测试与评价[D].上海:东华大学,2013.
[2] 林丽云.羽毛羽绒残脂率测定过程影响因素探讨[J].中国纤检,2015(3):71-73.
[3] 对外贸易经济合作部.GB/T 17685—2003《羽绒羽毛》[S].北京:中国标准出版社,2004.
[4] 中国纺织工业协会.GB/T 14272—2011《羽绒服装》[S].北京:中国标准出版社,2012.
[5] 中国轻工业联合会.QB/T 1193—2012《羽绒羽毛被》[S].北京:中国轻工业出版社,2013.
[6] 中国轻工业联合会.QB/T 1194—2012《羽绒羽毛床垫》[S].北京:中国轻工业出版社,2013.
[7] 中国轻工业联合会.QB/T 1195—2012《羽绒羽毛睡袋》[S].北京:中国轻工业出版社,2013.
[8] 中国轻工业联合会.QB/T 1196—2012《羽绒羽毛枕、垫》[S].北京:中国轻工业出版社,2013.
[9] 欧洲标准学会(EN).EN12934—1999《Feather and down-Composition labelling of precessed feathers and down for use as sole filling material; German version EN 12934:1999》[S].德国标准化协会,1999.
[10] 日羽工業標準調査会.JIS L 1903:2011《羽毛試験方法》[S].日本規格協会.平成23年.
[11] 对外贸易经济合作部.GB/T 10288—2003《羽绒羽毛检验方法》[S].北京:中国标准出版社,2004.
猜你喜欢
纺织服装周刊(2022年48期)2023-01-10
阅读(快乐英语中年级)(2022年5期)2022-06-03
VOGUE服饰与美容(2022年4期)2022-04-08
现代妇女(2019年12期)2019-12-19
中国纤检(2019年7期)2019-07-25
南都娱乐周刊(2018年16期)2018-08-29
当代工人(2017年3期)2017-03-22
诗林(2016年5期)2016-10-25
中国洗涤用品工业(2016年2期)2016-02-28
纺织导报(2015年11期)2016-01-05