
铝/不锈钢电磁脉冲焊接界面组织性能分析
2018-03-01 03:24迟露鑫袁世鑫
重庆理工大学学报(自然科学) 2018年1期
迟露鑫,袁世鑫,刘 超
(1.重庆理工大学 材料科学与工程学院, 重庆 400054; 2.特种焊接材料与技术重庆市高校工程研究中心(重庆理工大学), 重庆 400054)
轻量化设计是降低能耗最直接、最有效的手段,因此铝合金成为传统钢材的替代品。然而,这种铝/钢高强度焊接存在很多难题,由于铝合金与钢熔点相差很大,采用钎焊或熔焊的方法无法得到成分均匀的焊缝,其热导率、膨胀系数、比热也存在较大差异,造成焊接过程非对称温度场和较大的接头残余应力。另外,最关键的问题是当生成金属间化合物达到一定厚度时,脆性金属间化合物在很小的应力下就会开裂,直接决定接头使用安全[1]。
目前,学者们采用钎焊方法控制界面反应物[2-4],并取得了良好的效果。然而,铝/钢钎料一直没有突破进展。还有些学者利用激光熔钎焊铝钢[5-7],但是由于熔点相差很大,不能保证接头成分的均匀性。采用固相焊的方法虽能很大程度上减缓脆性金属间化合物的生成,但受到焊件形状、尺寸的限制,也不能完全解决铝/钢的焊接问题[8-9]。
新型的电磁脉冲焊接技术具有无热影响区、大幅减少金属间相、消除因金属熔化产生的应力、显著提高接头强度和耐蚀性能等优点,各汽车强国已经采用电磁脉冲焊接技术由铝合金替代原有钢板实现汽车轻量化。然而,在国内,一些高等院校、科研机构采用自制或外购20 kJ电磁脉冲焊接设备进行工艺和试验方面研究,无法工业化生产。更重要的是,外国对80 kJ以上的电磁脉冲焊接设备明令禁止出售给中国。因此,本研究尝试利用改进的70 kJ电磁脉冲设备,实现铝/钢异种金属焊接,并探讨其焊接界面形貌及性能变化规律,结果可为企业电磁脉冲焊接实际应用提供数据指导作用。
1 实验
1.1 实验材料
实验中采用6061铝合金板和304不锈钢,其化学成分如表1、2所示。试件规格为75 mm×20 mm×2 mm。进行搭接焊,电磁脉冲焊接的搭接长度决定了焊缝长度,从而影响间隙内磁场分布和铝合金碰撞钢板时的优先变形位置、碰撞速度、撞击角度等,因此,设计试件搭接工装保证焊合率,其结构形式、焊缝形状如图1所示。经过大量实验,确定最佳工艺参数:焊接电流为750 kA,电压为17 kV,频率为18 kHz,搭接长度为20 mm,间隙为1.8 mm。

表1 6061铝合金化学成分(质量分数,%)

表2 304不锈钢化学成分(质量分数,%)
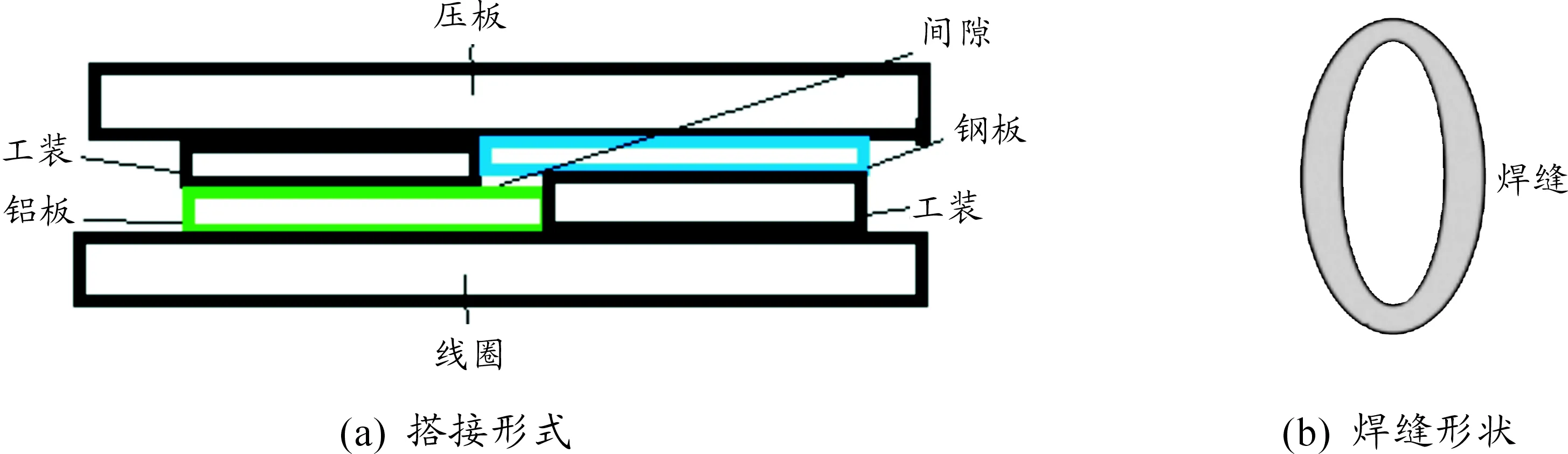
图1 焊接接头搭接形式
1.2 实验方法
根据物理学电磁感应定律,线圈通过脉冲电流的作用产生一个交变磁场。同时,外层工件产生感应电流,感应电流产生的磁场与线圈磁场相互作用,线圈和外层工件之间就出现斥力,导致外层工件以极快的运动速度向内层工件碰撞而形成焊接。电磁脉冲焊接原理如图2所示。

图2 电磁脉冲焊接原理
2 结果与分析
2.1 接头界面形貌
将铝/钢电磁脉冲焊接试样沿着焊缝水平方向切割金相试样,砂纸磨制、抛光后,再用4%硝酸酒精作为腐蚀剂,腐蚀4~5 s,先用水冲洗,再用酒精清洗,吹干后,扫描电镜下观察界面形貌,如图3所示。
在铝板高速撞击钢板的过程中,两板之间产生金属射流,试板表面的油污、杂质、氧化膜在射流作用下被冲刷掉,露出光鲜的表面,实现原子键结合,因此,这种金属射流的状态是判断电磁脉冲焊接焊合与否的重要标志,焊接接头界面的波形形貌是判断焊接质量好坏的主要指标。由图3(a)可知:在一定的碰撞速度下,撞击区压力大于材料塑性应变的动态屈服强度,使得材料发生了横向和纵向运动,形成了波状的结合界面形貌。由卡门旋涡理论可知:界面波幅和波长的比值是0.27,界面比较稳定,实现了接头良好结合。然而,焊接接头结合界面的不同位置在冲击压力作用下的变形程度不同,在高倍下观察到在波前压力较小的位置,沿着界面形成一定的旋涡,如图3(b)所示,能量存在差值,就会在旋涡产生裂纹、气孔等缺陷,严重降低了接头性能,直接影响构件使用安全。
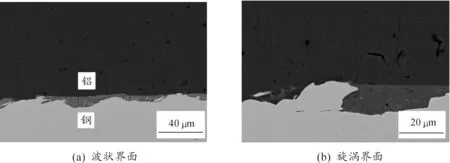
图3 焊接接头界面形貌
2.2 界面成分分析
在电磁脉冲焊接过程中,两工件瞬间发生高速碰撞,铝/钢元素发生扩散,采用能谱分析仪对焊缝界面区域进行扫描,界面成分分析结果如图4所示。
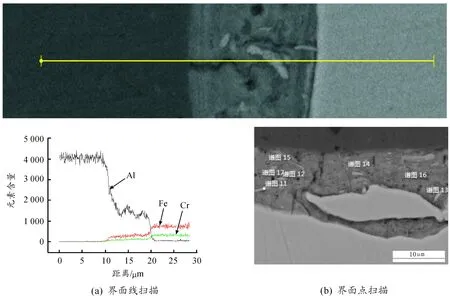
图4 接头界面成分分析
由图4(a)可知:铝钢界面之间存在宽度不均、颜色与基体颜色不同的过渡区。由线扫描可知:过渡区宽度在5~13 μm,存在铝元素和铁元素,且2种元素含量在过渡区中向另一侧基体扩散的过程中逐渐降低,在一定范围内呈近似平台状分布,铝含量高于铁、铬含量,并按一定比例分布,说明电磁脉冲焊接瞬时发生了局部熔化,碰撞瞬时原子键重组,有金属间化合物生成。结合图4(b)对过渡层进行多个点扫描,结果平均为(原子分数,%):铝75.33,铁23.23,铬1.44。能谱分析点扫描结果与线元素扩散分布一致,结合铝铁二元相图,推断生成FeAl3金属间化合物。
2.3 界面显微硬度分析
以铝/钢电磁脉冲焊接界面中心为基点,每间隔0.2 mm测量显微硬度,在路径1、路径2和路径3相同位置上测试硬度,取其平均值,结果如图5所示。
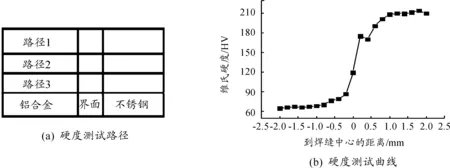
图5 接头界面硬度曲线
由图5铝钢电磁脉冲焊接接头界面显微硬度曲线可知:从铝侧到结合界面的硬度逐渐增大,且在结合界面处的硬度远高于铝侧的硬度,从66 HV增大到120 HV,不锈钢到结合界面的硬度逐渐减小,从210 HV减小到120 HV,说明铝元素、铁元素都扩散到界面及基体侧,导致铝侧硬度增大,钢侧硬度减小。由于界面局部熔化,金属间化合物的生成使得结合界面硬度增大。
2.4 断口形貌分析
对铝/钢电磁脉冲焊接试样按GB/T228—2002做拉伸实验。按图6的尺寸进行加工,实验断裂位置均在铝侧接头处,抗拉强度均为98.5 MPa,并对试样断口进行扫描,结果如图7所示。同时,为了掌握焊缝的密封性,按CJ/T151—2001的标准进行水下气密性实验,实验压力为0.6 MPa。将焊件完全浸入水中保持20 s后,观察接头无气泡出现,说明铝钢电磁脉冲焊接接头连接质量可靠性非常好。
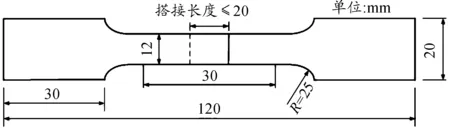
图6 拉伸试样尺寸
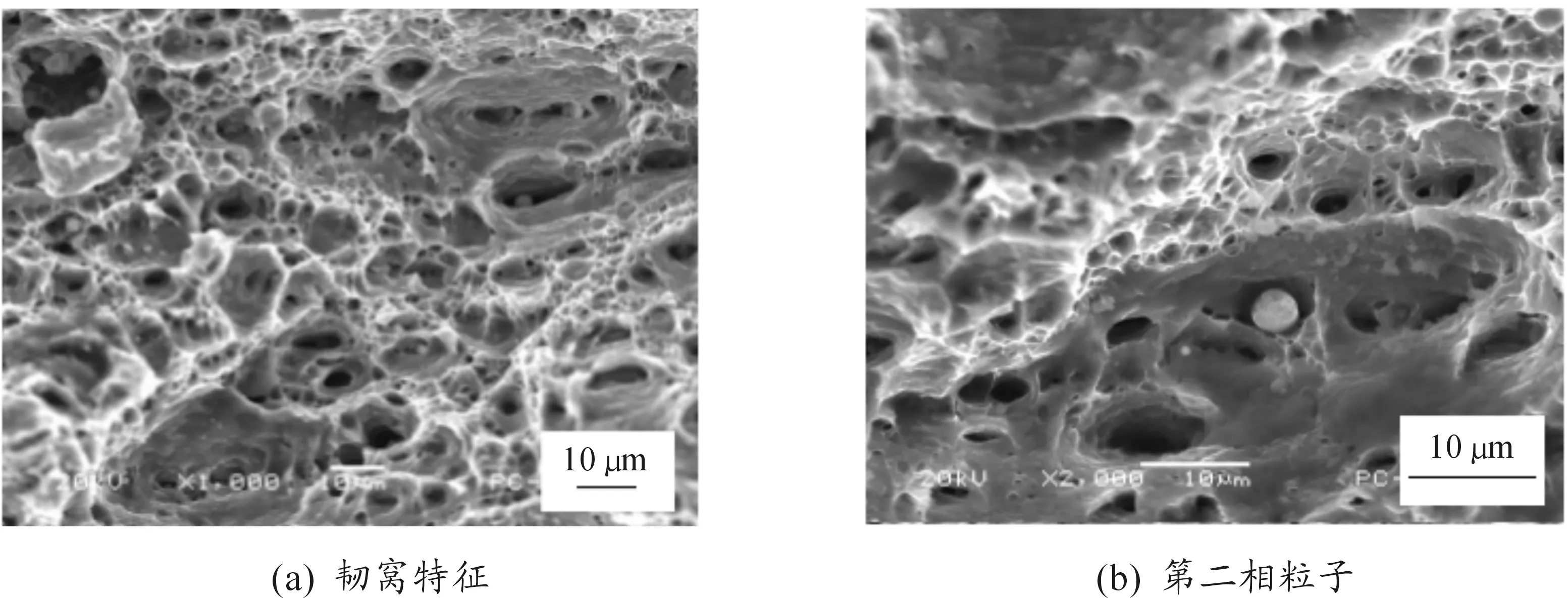
图7 拉伸断口分析
由金属塑性变形理论,铝合金动态变形经历硬化阶段、软化阶段和断裂阶段,位错或溶质原子的固溶强化造成硬化,在变形过程的空洞形核、长大,导致材料软化并断裂。由图7(a)可知:断口呈韧窝塑性断裂,韧窝大小、深浅不一,且在基体表面或韧窝里存在大量杂质或第二相,固溶强化的铝合金存在大量的溶质原子,在拉伸变形过程中成为析出物,随着拉伸变形量的增加,与基体脱离形成空洞。这种大量的空洞聚合,直至断裂,呈现较深的韧窝,如图7(b)所示。
3 结论
1) 在焊接电流750 kA,电压17 kV,频率18 kHz的参数下实现铝钢电磁脉冲良好焊接,结合界面呈波状形貌,且界面波幅和波长比值是0.27,界面比较稳定。
2) 铝钢界面之间存在5~13 μm过渡区,呈平台状分布,铝原子分数为75.33%,铁原子分数为23.23%,铬原子分数为1.44%,铝基体到结合界面硬度逐渐增大,钢基体到结合界面硬度逐渐减小,推断生成FeAl3金属间化合物。
3) 拉伸实验表明:断裂位置在铝合金近搭接接头处,断口形貌呈现大小、深浅不一的韧窝塑性断裂,是典型第二相粒子产生空洞形核后的长大、聚集和断裂的特征。
[1] 明珠,甄立玲,赵鸿雁,等.6061铝合金与304不锈钢管磁脉冲连接实验研究[J].兵器材料科学与工程,2011,36(2):88-89.
[2] 俞伟元,陈大林,路文江,等.新型铝/钢板式换热器炉中钎焊技术[J].兰州理工大学学报,2015,41(1):25-28.
[3] JUAN M,MUNOZ Guijosa,GENKI Nanaumia.Perpendicular ultrasonic joining of steel to aluminium alloy plates[J].Journal of Materials Processing Technology,2017,234:112-122.
[4] FARID Haddadi.Microstructure reaction control of dissimilar automotive aluminium to galvanized steel sheets ultrasonicspot welding[J].Materials Science & Engineering A,2016,678:72-84.
[5] 李春玲,樊丁,于晓全,等.铝/镀锌钢电弧辅助激光涂粉填丝熔钎焊方法[J].中国激光,2016(7):125-132.
[6] 李镇,石岩,刘佳,等.镀层对铝/钢异种金属激光焊接质量的影响[J].激光杂志,2016(8):18-22.
[7] 黄健康,刘宁,何翠翠,等.铝/镀锌钢焊接接头金属间化合物热力学分析[J].哈尔滨工程大学学报,2016,37(6):837-841.
[8] 史珂轲,刘德义,任瑞铭.304不锈钢/铝扩散焊接界面组织与性能[J].大连交通大学学报,2014,35(5):74-79.
[9] ZHANG G F,SU W,ZHANG J.Visual observation of effect of tilting tool on forging action during FSW of aluminium sheet[J].Science & Technology of Welding & Joining,2013,16(1):87-91.
[10] 刘嘉玮,王建江,许宝才.场致电阻材料在强电磁脉冲防护中的应用展望[J].功能材料,2017,48(10):10029-100035.
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
军事文摘(2021年22期)2022-01-18
舰船科学技术(2021年12期)2021-03-29
北京航空航天大学学报(2020年3期)2021-01-14
理化检验-化学分册(2020年5期)2020-06-15
焊接(2016年1期)2016-02-27
橡胶工业(2015年8期)2015-07-29
汽车维护与修理(2015年6期)2015-02-28
中国舰船研究(2015年2期)2015-02-10
