
活塞弹簧垂直度对制动缸输出力的影响
2018-03-06 02:25杨靖,阴宇
铁道机车车辆 2018年1期
杨 靖, 阴 宇
(北京纵横机电技术开发公司, 北京 100094)
螺旋压缩弹簧在机械结构中应用十分广泛,它能够通过形变来存储能量,作为机构缓解的动力,或者作为动力机构的缓冲装置,保证机构的稳定性和可靠性。压缩弹簧是机械结构中非常重要的零部件,随着我国国防工业的发展及军事装备的机械化、自动化,圆柱螺旋压缩弹簧被广泛使用,它具有储存及传递能量、复位等功能。弹簧在工作中长期处于受压状态,容易导致卡牢、恢复不到位、压力不足甚至变形等异常情况,从而影响机械结构的精度及寿命[1]。良好的弹簧同心度和垂直度是保证协调运动的前提。影响圆柱螺旋压缩弹簧垂直度的因素很多,弹簧端面磨削是其中之一。圆柱螺旋弹簧两端面的磨削和机械制造行业中的端面磨削有着共同点,但又有不可忽视的不同之处。圆柱弹簧是以支撑圈和有效圈组成的一种弹性零件,它以弹性为主。由于弹簧端面在磨削中受到一定的磨削压力,使弹簧微量变形,磨削完毕后即产生回弹,影响其垂直度和平行度。弹簧在双端面磨床上磨削时,弹簧件因受磨削砂轮的压力而微量变形的情况是这样的:在磨削状态下弹簧件轴线垂直于端面,磨削完成并撤去压力后会出现回弹而造成几何偏差(回弹量与磨削进刀量成正比)。弹簧件轴线的垂直度对弹簧负荷有着直接的影响[2]。
弹簧的同心度和垂直度检测是压缩弹簧生产流程中的重要环节。现有对弹簧同心度和垂直度检测的方法,主要使用标尺或标准块靠模法[3]。针对于传统弹簧外观检测方法效率较低,王黎萌和丁洪萍开展了基于机器视觉的弹簧组件外观检测的研究[4]。一系弹簧是机车转向架上的重要零部件,其工作应力高,平面度、平行度、垂直度等相关技术参数都高于其他车型同类弹簧。徐伟和蒋志斌对其进行了工艺研究,将一系弹簧生产工艺装备在原有生产线的基础上进行改造,新增数控卷簧机、气氛保护加热炉等相关设备以满足实际生产的需要[5]。于继银则对精密矩形截面弹簧的各项尺寸参数进行分析研究[6]。
1 圆柱螺旋压缩弹簧设计计算[7]
弹簧刚度计算式为
(1)
其中F为弹簧负荷;f为弹簧变形量;G为材料切变模量;d为钢丝直径;D为弹簧中径;n为弹簧有效圈数。
弹簧切应力计算式为
(2)
其中K为曲度系数,K值按式(3)计算:
(3)
其中C为弹簧旋绕比。
2 活塞弹簧垂直度对制动缸输出力的影响
2.1 制动缸输出力超差原因分析
制动缸活塞弹簧属于圆柱螺旋压缩弹簧。当向制动缸充气时,活塞克服活塞弹簧运动,施加制动力。制动缸输出力计算公式简化为:
F0=F1-F2-F3
(4)
其中F1为主动力,即向制动缸充入的压力;F2为活塞弹簧力值;F3为其他摩擦阻力。
根据式(4)可以得出,当活塞弹簧力值偏小时,会使制动缸输出力增大。在实际生产中出现制动缸输出力超出上限,其主要原因是活塞弹簧力值偏小造成。将制动缸拆解,测量活塞弹簧自由状态下力值符合图纸要求,将弹簧转动不同角度重复测量力值基本没有变化。经过仔细研究弹簧安装工况和多次试装发现了原因。活塞弹簧组装时两端均有限位,如图1所示,活塞弹簧2下端组装在活塞3的凹槽内,上端套入缸盖5的圆台外侧,弹簧压缩时通过活塞筒4导向,因而活塞弹簧的运动受到了活塞和缸盖共同的影响。在组装时,当弹簧放置的角度不同时,弹簧压缩力值不同。

1-刚体;2-活塞弹簧;3-活塞;4-活塞筒;5-缸盖。图1 活塞弹簧组装示意图
2.2 活塞弹簧垂直度对制动缸输出力的影响
经过分析,造成这种现象的原因是弹簧垂直度较大。图纸垂直要求为国标2级精度[8],即弹簧自由高的5%。由图2可以看出,图2(a)活塞弹簧垂直度为6 mm,图2(b)为按照国标1级精度重新卷制垂直度为3 mm的活塞弹簧。

图2 活塞弹簧
将不同垂直度的活塞弹簧分别组装到活塞中,可以看到活塞弹簧与活塞筒之间的间隙不同,从图3可以明显的看出垂直度为6 mm的弹簧与活塞筒之间的间隙很不均匀。为了定量判断垂直度对弹簧力值影响的大小,将活塞弹簧组装到活塞与缸盖后放在弹簧机上测量,如图4所示。下压缸盖,使活塞弹簧变形,记录指定压缩量下的弹簧力值,然后将活塞弹簧连同缸盖旋转90°,目的是保证弹簧一端定位保持不变,压缩相同高度再次记录弹簧力值,间隔90°旋转,共记录4点力值。从表1的测量结果可以发现,垂直度为6 mm的弹簧,4点力值的一致性非常差,其中2点与4点的力值相差最大,达到151 N。而垂直度为3 mm的弹簧,4点力值的一致性非常好,变化最大值仅为24 N。从测量结果可以判断,对于垂直度比较大的弹簧,当组装位置不同时,会造成弹簧压缩力值相差较大,而对于垂直度比较小的弹簧,其压缩力值不会因组装位置的不同而相差较大。这就可以解释在制动缸输出力试验过程中同一批次的活塞弹簧(垂直度基本一致)部分出现力值超差,而拆解后将弹簧旋转方向重新组装后力值便能够回到正常区间的现象。

图3 活塞弹簧组装到活塞上的情况

图4 活塞弹簧组装后测量力值
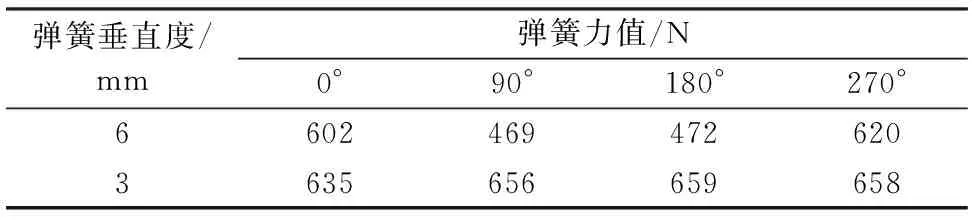
弹簧垂直度/mm弹簧力值/N0°90°180°270°66024694726203635656659658
2.3 改进弹簧工艺以保证垂直度要求
将活塞弹簧垂直度要求改为国标1级后,制动缸输出力超差问题大大减少,但仍未完全根除,原因是弹簧批量生产过程中部分垂直度超差。进一步分析活塞弹簧,受到压并高度和弹簧力值的约束,弹簧两端无法实现并紧。图5所示为弹簧端面磨削示意图,当弹簧两端没有并紧时,在端面磨削时弹簧很容易发生倾斜变形。针对此问题,在满足力值和中径的要求下重新调整加工工艺,将自由高降低20 mm(如图6所示左侧弹簧),尽量使弹簧两端接近并紧,从而可以最大程度保证垂直度要求。
为了能够在组装前判定弹簧各个方向力值一致性是否合格,制作了专门的测量弹簧力值工装,工装各部件尺寸完全模拟活塞弹簧的组装环境,如图7所示。

图5 弹簧端面磨削示意图

图6 新试制降低自由高的活塞弹簧与原弹簧对比

图7 测试弹簧力值工装
3 结 论
通过试验发现,在组装过程中当弹簧放置的角度不同时,弹簧压缩力值不同,这主要是弹簧垂直度较大造成的。通过对不同垂直度的活塞弹簧压装试验可以得出:垂直度较小的弹簧转动不同方向压缩的力值变化较小,也就是说弹簧的压缩力值不会因组装位置的不同而相差较大。
[1] 胡伟,黄平,魏昕,等.圆柱螺旋压缩弹簧检测系统研究[J].机床与液压,2008,36(11):112-114,144.
[2] 唐霖.圆柱弹簧的垂直度对选取总圈数的关系[J].汽车与配件,1984(4):38-39.
[3] 张玉纲,孙长库.压缩弹簧同心度垂直度在线视觉检测系统[J].计算机测量与控制,2011,19(6):1281-1283.
[4] 王黎萌,丁洪萍.基于机器视觉的弹簧组件外观检测[J].可编程控制器与工厂自动化,2007(5):74-76.
[5] 徐伟,蒋志斌.一系弹簧工艺研究[J].中国机械,2015(6):88-89.
[6] 于继银.精密矩形截面弹簧的工艺研究[J].中国惯性技术学报,1989(0):107-116.
[7] GB/T 23935,圆柱螺旋弹簧设计计算[S].北京:中国标准出版社,2009.
[8] GB/T 1239.2,冷卷圆柱螺旋弹簧技术条件第2部分:压缩弹簧[S].北京:中国标准出版社,2009.
猜你喜欢
铁道车辆(2022年2期)2022-05-07
科技创新与应用(2021年9期)2021-02-26
装备制造技术(2020年11期)2021-01-26
科学与生活(2021年27期)2021-01-11
装备制造技术(2020年1期)2020-12-25
科学技术创新(2020年31期)2020-10-30
科技与创新(2019年7期)2019-04-22
铁道机车车辆(2018年3期)2018-07-11
制造技术与机床(2017年6期)2018-01-19
魅力中国(2016年50期)2017-08-11
