
数控镗铣床基于SIEMENS 840D加工大型精密相交斜孔
2018-03-22 09:29中国兵器集团江山重工十五分厂湖北441813居大伟张甲涛谢正武
金属加工(冷加工) 2018年2期
■ 中国兵器集团江山重工十五分厂 (湖北 441813) 李 庆 居大伟 张甲涛 谢正武 张 伟
需加工工件如图1、图2所示,工件外形尺寸为2 100mm×200mm×600mm,斜孔不但要保证与基准面的倾斜角22°,还要严格保证两孔的轴线相交和对称度、斜孔的圆度。
1. 技术原理及方法
加工此类零件的技术难点和技术方案如下:
(1)加工角度22°±0.1°时,利用机床自带的ROT旋转坐标系功能,XY方向插补来实现。
(2)加工孔的圆度0.03mm时,角铣头的旋转角度与ROT的角度相吻合(使用杠杆表和标准检棒打表找正),避免在22°轴线方向形成椭圆。
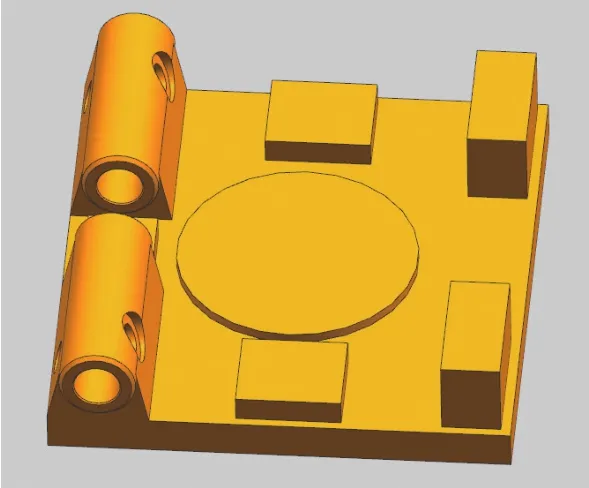
图 1

图 2
(3)保证两孔相交和对称度时,使用自制心轴,采取打“壁厚差”的方法,调整程序中Y值来实现,消除了角铣头回转中心与主轴回转中心之间的误差,造成实际加工中直孔轴线与斜孔轴线不相交的现象。
综上具体技术方案是首先在数控镗铣床上,利用回转工作台,从两端加工直孔,同时保证同轴度0.1mm,然后利用机床自带的机械角铣头,精确加工斜孔,主要分为以下几步。
首先调整机械式角铣头的角度,换上角铣头(见图3),旋转角铣头22°,在MDI状态下,输入ROT Z=-22。把旋转坐标系打开,这样在手动情况下,X、Y会实现联动,最后把标准检棒装入角度铣头上,打表找正,保证角铣头旋转角22°,消除机械旋转误差(见图4)。
2. 编制加工程序
首先,设定坐标系G56,直孔的回转中心为G56的X0和Y0,直孔的端面为G56的Z0。具体程序如下:
R1=-550;//刀具长度不一致时,修改此值。当ROT功能打开情况,并且Y=0,刀具刀位点接近斜孔毛坯时,把此时工件坐标系的X值赋值到R1。
R2=0;//假设角铣头的回转中心与主轴的回转中心存在误差,调整程序中R2值来消除误差,保证两轴线相交。
G56 G90 G0;//建立坐标系。
ROT Z=-22;//坐标系旋转绕Z轴转22°,程序结束时也不能取消ROT指令,直到斜孔加工完以后,在MDI状态取消ROT指令。
GO X=R1-50;//X退刀
Y=R2 Z-200;//Z-200 为斜孔的回转中心到直孔端面的距离
M3 S300 ;
X=R1-3 ;
G1 X=R1+70 F60 ;//R1后面的值根据所使用的刀具如钻头或镗刀不同,可以适当调整一下。
X=R1+200 F1000;
X=R1+270 F60 ;
X=R1-1 F1000;
G0 X=R1-50 ;
M30;//程序结束时也不能取消ROT指令,否则手动状态下,X、Y显示值不是程序所需要的R1、R2。
钻完孔后,先镗一段斜孔,然后把自制心轴穿入直孔内,使用杠杆表通过打“壁厚差”方法测量两孔轴线的距离(注意ROT功能一定要打开),然后调整程序Y值,直到两孔上下壁厚差的值相同,这样才能保证两孔相交。
3. 结语
此操作法简单可靠、便于操作,比较容易保证斜孔的倾斜角和圆度以及两孔的轴线相交。由于是大型工件,外形尺寸大,使用此操作法加工可以省去专用工装,并利用公司现有的设备,一次装夹完成,加工精度高(见图5)。
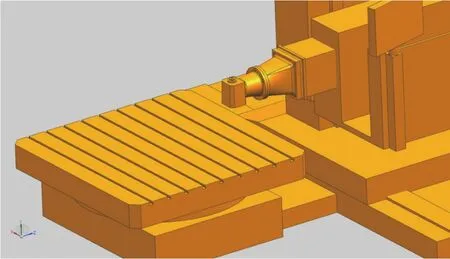
图 3
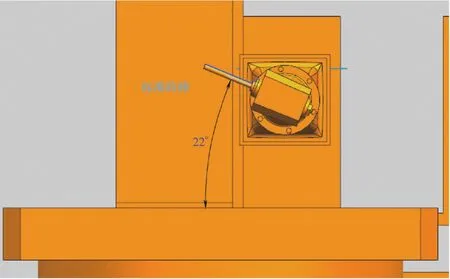
图 4
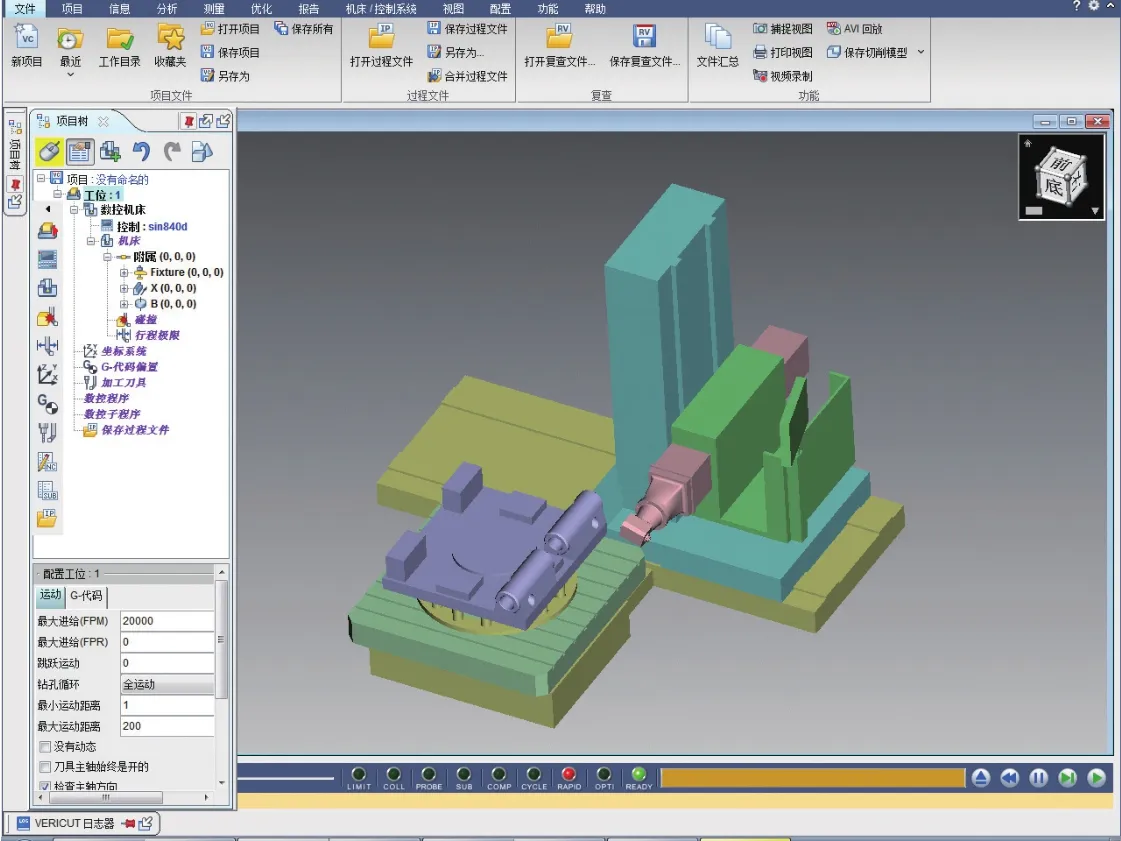
图 5
[1] 李蓓华. 数控机床操作工 [M].北京:中国劳动社会保障出版社,2004.
[2] 李海霞,姬东伟,马玉良.VERICUT7.2 数控加工仿真技术培训教程 [M]. 北京:清华大学出版社,2013.
猜你喜欢
机械工程师(2022年10期)2022-11-17
装备制造技术(2020年11期)2021-01-26
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年11期)2019-12-04
中国房地产业(2019年5期)2019-01-31
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
