液氯充装过程中风险控制与发展
2018-04-09 09:08王鹏
中国氯碱 2018年2期
王 鹏
(四平昊华化工有限公司,吉林 四平 136001)
液氯是氯碱工业的主要产品之一,广泛应用于国民工业生产,属于危险化学品、剧毒品。为方便远距离使用,液氯充装成为不可缺少的一道生产工序,但在充装过程中存在泄漏、爆炸、中毒等生产事故危害。近些年,液氯充装逐步向机械化、自动化方向发展,充装工艺主要经历了气体加压法、汽化器加压法、液下泵法、屏蔽泵法等方式。
1 气体加压法输送充装
气体加压法输送充装液氯工艺简单,操作并不复杂,但对整个操作系统气密性是个考验,原材料质量要求高,人员误操作可能性大。其工艺要求采用干燥氮气或压缩空气将对应液氯贮槽加压至一定压力,一般为 0.8~1.0 MPa,利用高压将该贮槽内液氯输送充装。槽内所产生废气抽空至次氯酸钠处理。液氯贮槽附件较多,包括进出料管线及安全阀、压力表及相关阀门等。存在风险、事故及控制见表1。
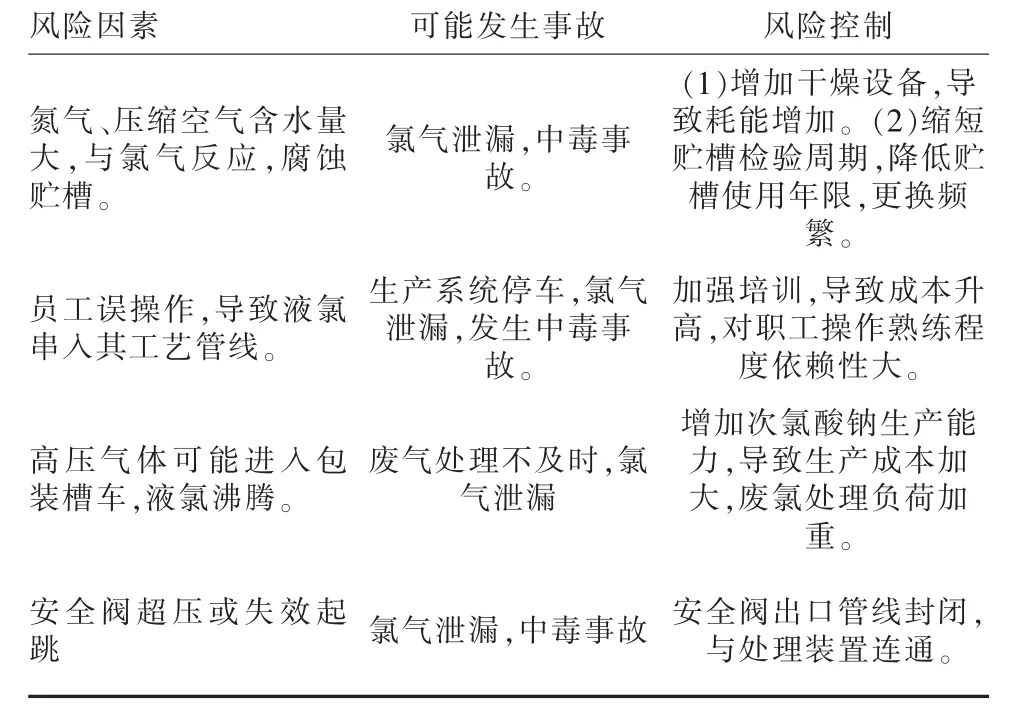
表1 气体加压法存在的风险及控制
2 汽化器加压法输送充装
汽化器加压法设备简单,工艺成熟,无过多的机电设施,故障分析容易,但操作复杂,无法连续操作,要求操作人员素质高,系统密封性能高,人员误操作的可能性也较高。
该工艺方法是利用氯气和液氯二者之间高达到450倍的压缩比,液氯气化后急剧膨胀,产生极高的蒸气压原理进行工作的。要求将贮槽内液氯通过自流或高压氮气加压的方式加入到常压的液化器内,并控制在液位上、下限范围内;采用温度在45~65℃(最高不超过80℃)范围的热水加热,将汽化槽内液氯气化升压,控制压力范围在0.8~1.2 MPa之内,利用液氯气化压力将液氯贮槽内的液氯进行压出,输送包装。余压送入次氯酸钠系统处理。
液氯贮槽、汽化器设备上附件同样较多,包括管线复杂,阀门,压力表,短接,安全阀。最关键的是该工艺输送包装方法产生了新的安全隐患,液氯形成过程中存在的三氯化氮会在汽化器中逐步富集,如控制不当,发生火灾、爆炸的可能性极大,给生产、设施造成极大的损失。同时,需设排污设施,处理液化槽底部废液,防止事故发生,会形成新的污染源,增大污水处理负荷,工艺流程图见图1。
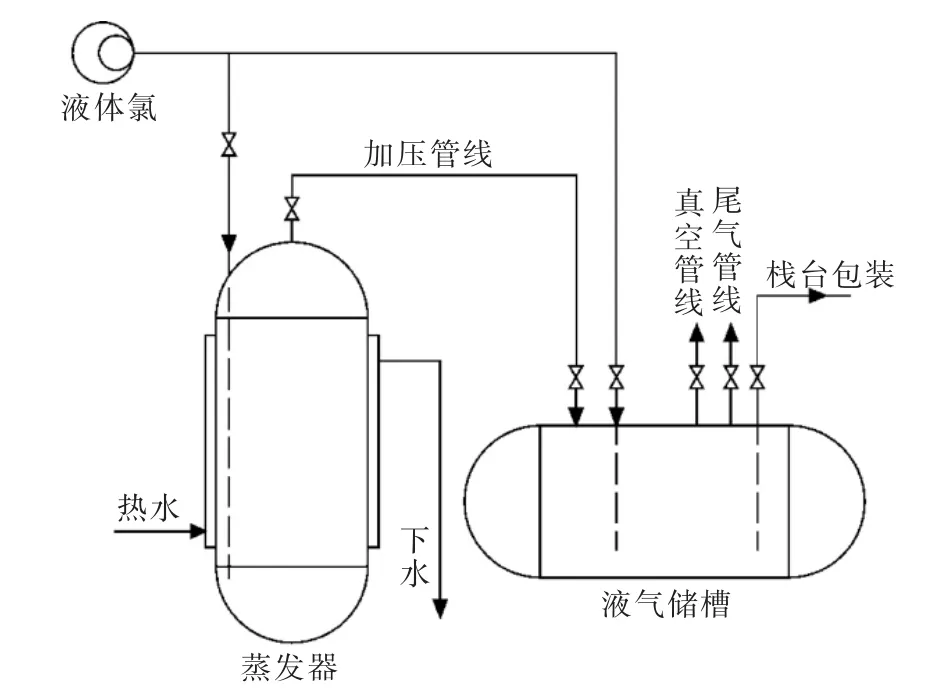
图1 汽化器加压输送工艺流程图
3 液下泵法输送充装
20世纪90年代初,液氯的充装输送开始采用液下泵法。该方法是液氯机械动力式充装的开始。操作方便,保证了充装过程连续恒压,动力足,送出压力大于1.2 MPa,液氯中三氯化氮相对含量恒定,不再出现加热富积现象,安全程度相对提高。但系统设施密封要求进一步提高,需要补压设施。液下泵维修困难,维修时工艺处理繁琐,出现新的风险因素。

表2 汽化器加压输送工艺的风险及控制
液下泵法输送充装是在液氯贮槽后增设中间贮槽,中间贮槽上安装多级立式泵。包装操作时,液氯由液氯贮槽自流向液氯中间槽(压力不足时,需用氮气可压缩空气补压),当中间贮槽液位超过规定最低液位,达到一定高度后,开启相应工艺阀门,启动液下泵,进行输送充装工作。其工艺简图见图2,存在风险事故及控制见表3。
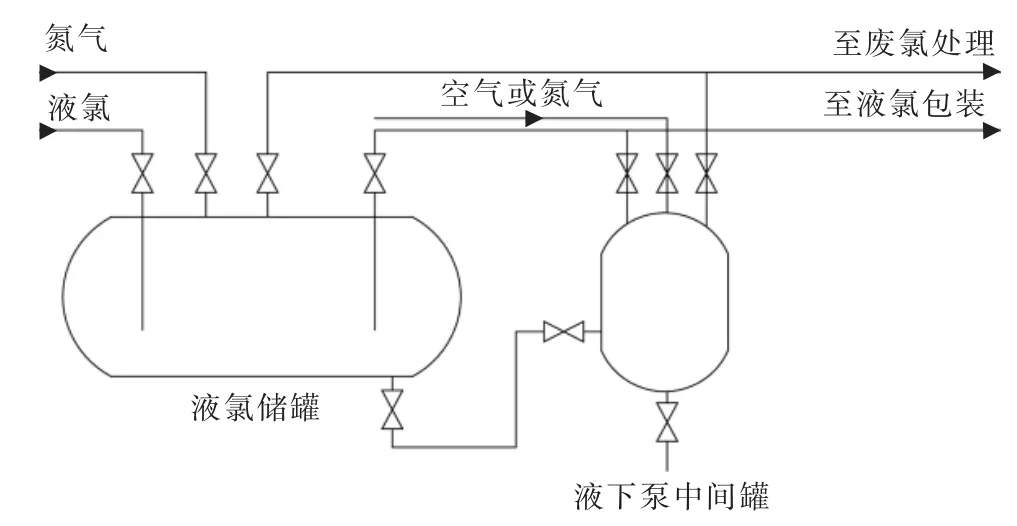
图2 液下泵法输送充装简图
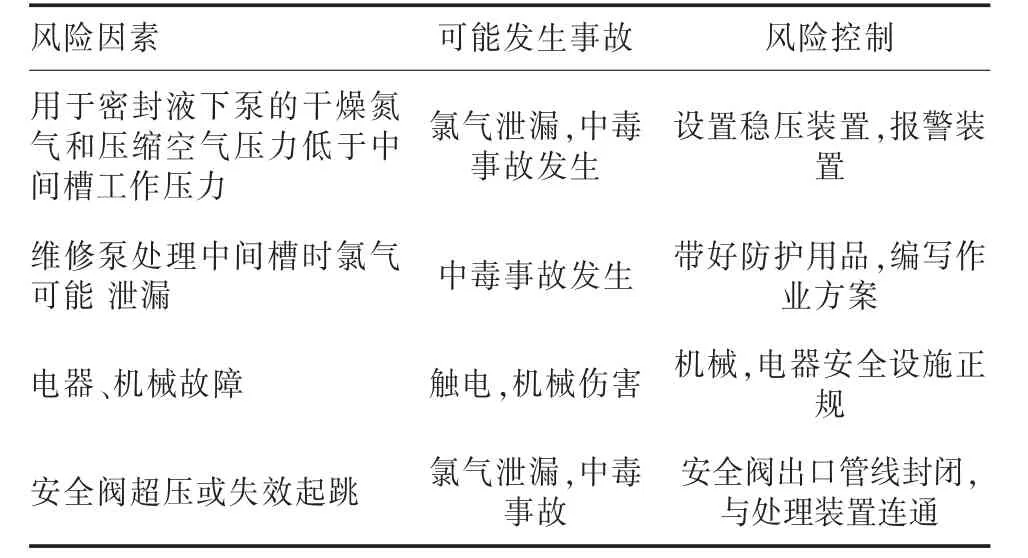
表3 液下泵法输送充装存在风险及控制
4 屏蔽泵法输送充装
屏蔽泵法亦属机械动力式充装,但自动化程度高于液下泵法。工作效率更高,操作更加简单,维修方便。不存在三氯化氮富集情况,贮槽只要定期排污即可。考虑到屏蔽泵的汽蚀余量,屏蔽泵要安装在液氯贮槽底部,深度大于汽蚀余量半米为宜。
由于屏蔽泵直接安装在液氯贮槽下部,充装时,按工艺操作要求开启相关阀门,启动屏蔽泵,直接进行充装输送工作。其工艺简图见图3,存在风险事故及控制见表4。
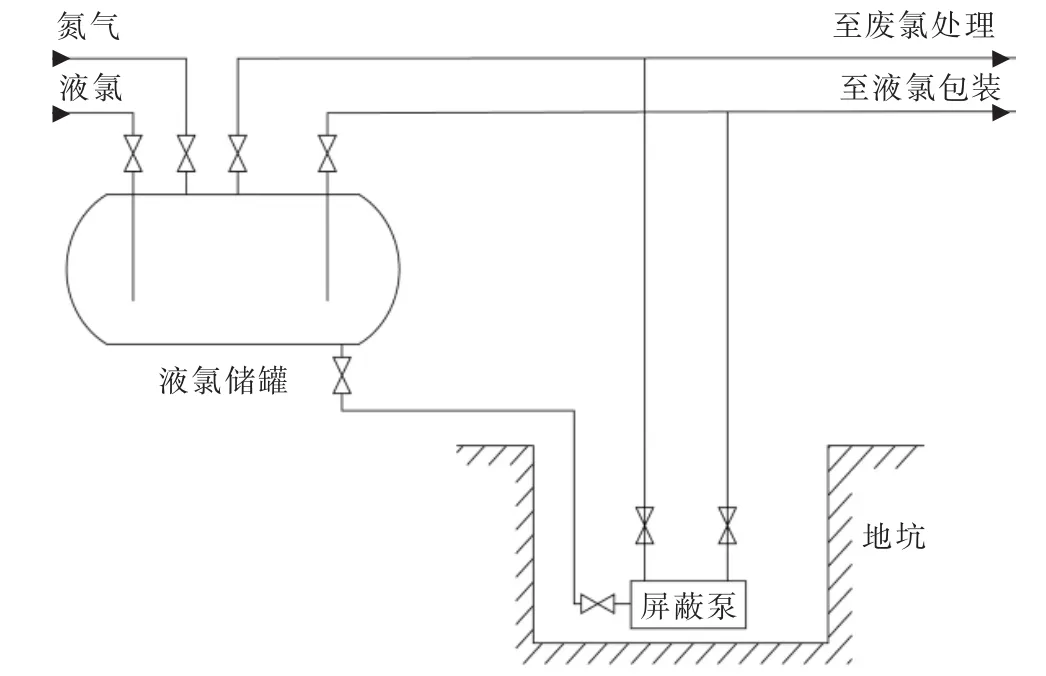
图3 屏蔽泵法输送充装工艺简图
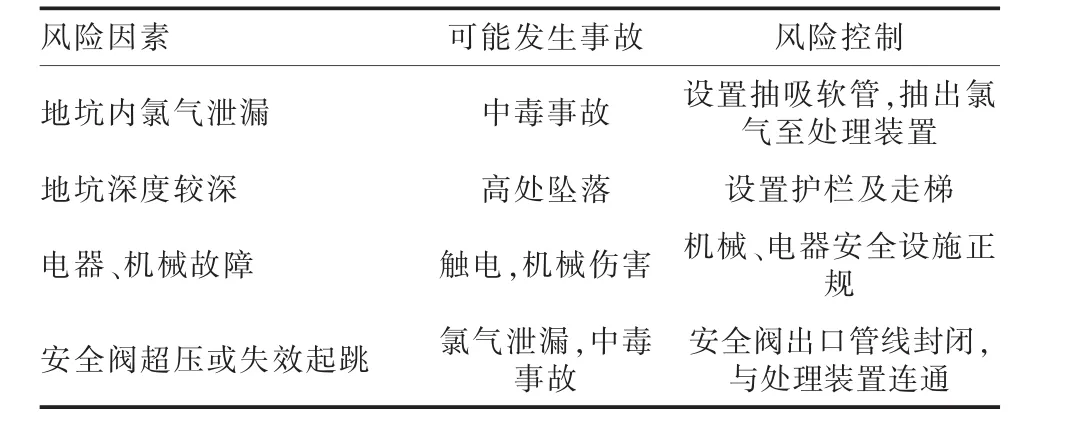
表4 屏蔽泵法输送充装事故及控制
5 结语
从上述液氯充装工艺可以看出,液氯充装从原始的加压,气化加压充装方法,正在向机械化、自动化充装方向发展。其中存在的风险因素也因设备的进步及工艺方式的转变而转变。从产生爆炸因素到爆炸因素的消除;从依赖职工的熟练的操作,到简单的工艺培训;从对原材料的严格要求到正常充装,都展示了风险因素在发生改变的同时,控制风险也变的更加从容、简单,可控性明显增强,安全工作会变得更加得心应手。
猜你喜欢
流程工业(2022年3期)2022-06-23
环境卫生工程(2021年4期)2021-10-13
煤气与热力(2021年7期)2021-08-23
煤气与热力(2021年3期)2021-06-09
诗林(2019年6期)2019-11-14
中国氯碱(2015年11期)2015-06-15
能源(2015年8期)2015-05-26
中学科技(2014年11期)2014-12-25
中国氯碱(2014年6期)2014-08-15
太空探索(2014年3期)2014-07-10