
纺棉型化纤用精梳整体锡林和顶梳的设计与配套
2018-04-20 11:21薛庆
纺织器材 2018年2期
薛 庆
(金轮针布(江苏)有限公司,江苏 南通 226143)
0 引言
整体锡林和顶梳是精梳机核心梳理器材。整体锡林钳板握持纤维丛,排除棉结、杂质和短绒,提升纤维的平行度、伸直度和分离度;顶梳形成的附加摩擦力界,加强对分离纤维丛中浮游纤维的控制,以减少有效纤维损失,梳理分离须丛的后端,即梳理钳板钳唇死隙部分及钳板握持点后部分,剔除短绒,提高精梳条纤维整齐度,并排除棉结、杂质等疵点。
近年来,棉精梳机用整体锡林和顶梳已形成系列化配套产品,但针对棉型化纤精梳的研究较少。棉型化纤具有耐磨、易洗易干、不霉烂、不被虫蛀等优点,被广泛用于衣着织物、滤布输送带、医疗缝线等。棉型化纤经梳棉机梳理后,纤维的分离度、平行度和伸直度依然较差,影响成纱质量;但经精梳后的成纱质量则得到提升,能满足高档面料的要求。随着精梳棉型化纤的应用越来越广泛,分析棉型化纤的性能特点,进行棉型化纤精梳整体锡林和顶梳的优化设计和配套研究,以满足棉型化纤精梳梳理质量要求,为用户选型配套提供参考十分必要[1-5]。
1 纺棉型化纤用整体锡林和顶梳的研制
1.1棉型化纤性能
棉型化纤相对于棉纤维而言,纤维较长,长度整齐度好;断裂强度高,断裂伸长大;摩擦因数大,回潮率低,比电阻较大,摩擦易产生静电;纤维含杂率较低。棉纤维与棉型涤纶的性能指标对比见表1。
表1 棉纤维和棉型涤纶性能对比
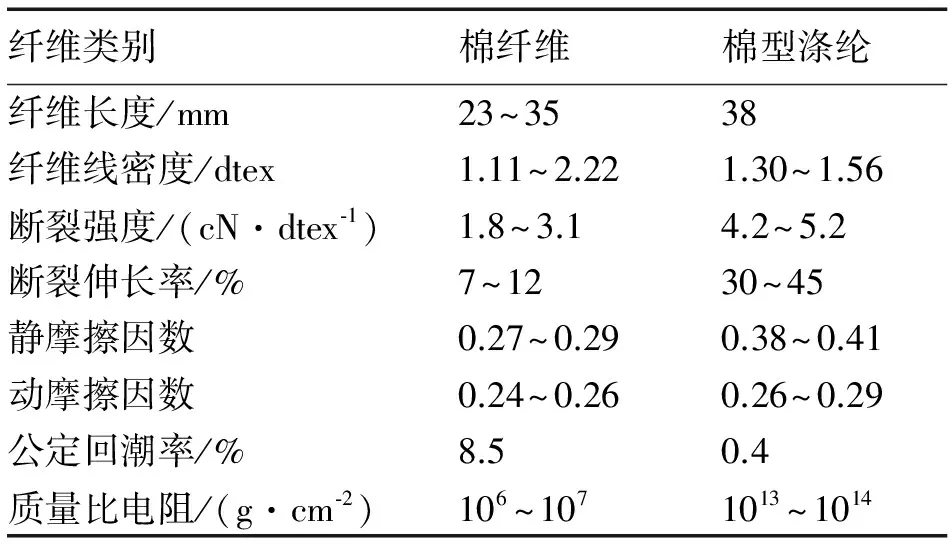
纤维类别棉纤维棉型涤纶纤维长度/mm23~3538纤维线密度/dtex1.11~2.221.30~1.56断裂强度/(cN·dtex⁃1)1.8~3.14.2~5.2断裂伸长率/%7~1230~45静摩擦因数0.27~0.290.38~0.41动摩擦因数0.24~0.260.26~0.29公定回潮率/%8.50.4质量比电阻/(g·cm⁃2)106~1071013~1014
1.2棉型化纤精梳工艺参数设置
棉型化纤精梳工艺参数设置见表2。
1.3纺棉型化纤用精梳整体锡林设计原则
棉型化纤精梳梳理过程中,纤维易缠绕锡林,造成嵌花,且毛刷难以清除;为此,棉型化纤精梳锡林相对于棉精梳锡林设计应注意以下几个方面:
表2 棉型化纤精梳工艺参数

项目工艺参数小卷定量/(g·m⁃1)50~60落棉率/%8~11给棉方式前进给棉给棉长度/mm4.7,5.2落棉隔距/mm7~9梳理隔距/mm0.3~0.4
a) 锡林总齿数和各梳理区齿密不宜过大,适当增大齿片的基部宽度和纵向齿距,减少作用在每根纤维上的齿数;
b) 适当增大齿片前角,减小齿深,便于毛刷清理;
c) 前排齿片与纤维平行,后排齿片交替倾斜并适当缩小齿片的倾斜角,减少对纤维的控制。
根据棉型化纤特点及梳理要求,优化设计整体锡林齿面圆心角,将其分为75°和90°两种,横向排列第1组齿片与纤维丛和梳理方向平行,后几组齿片以交替倾斜3°的方式排列,分别设计GJX-E-75-TP42型和GJX-E-90-X型整体锡林并进行优化对比试验。GJX-E-75-TP42型和GJX-E-90-X型整体锡林齿片排列与棉型化纤纤维丛关系如图1所示。
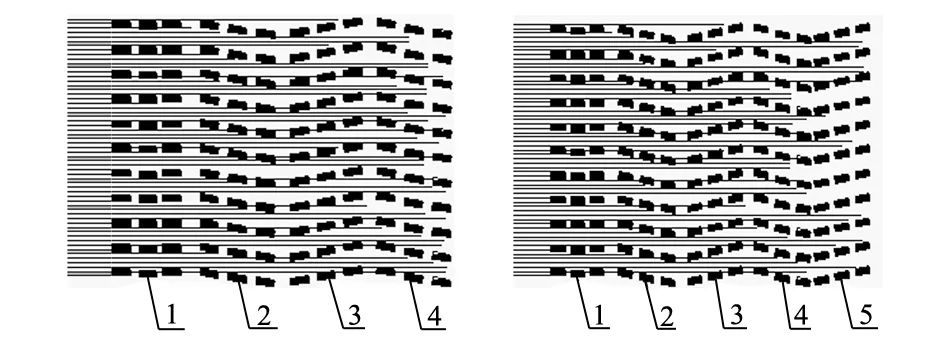
a) GJX-E-75-TP42型(75°) b) GJX-E-90-X型(90°)1—齿片1;2—齿片2;3—齿片3;4—齿片4;5—齿片5。图1 整体锡林齿片排列与棉型化纤横向纤维丛关系
1.4纺棉型化纤用整体锡林的设计
1.4.1总齿数
整体锡林总齿数的计算公式为:
其中:Z为总齿数;C为梳理度;N为小卷横截面纤维根数;A为给棉长度/mm;W为落棉率/%;B为分离隔距/mm;a为死隙长度/mm[6]。
根据立达纺纱手册推荐的锡林型号、纤维马克隆值及棉层纤维根数、给棉方式等参数的经验值范围[7],推算出锡林梳理度的取值范围:前进给棉时为0.21齿/根~0.27齿/根,后退给棉时为0.41齿/根~0.57齿/根。生产中,锡林梳理度的取值一般取决于精梳纱品种及其质量要求:纱号越细则精梳质量要求越高,梳理度取值应偏大;反之,则梳理度取值应偏小。一般棉型化纤精梳落棉率控制在10%以内,采用前进给棉方式,建议梳理度值为0.15齿/根~0.18齿/根,具体设计参数及设计总齿数见表3。
表3 棉型化纤整体锡林设计参数

项目设计参数给棉方式前进给棉小卷截面纤维根数N423077落棉率W/%10给棉长度A/mm5.2分离隔距B/mm20梳理度C/(齿·根⁃1)0.15~0.18锡林总齿数18000~22000
1.4.2齿面圆心角和分区数
根据锡林总齿数(19 000齿~21 000齿),结合现有锡林齿片规格,齿面圆心角设计为75°和90°两种。
GJX-E-75-TP42型四等分区整体锡林优点:在保证逐渐加强梳理效果的同时,有效减少锡林总齿数;较小的齿面可有效避免锡林末排齿尖抓取分离罗拉倒入机内的纤维,缺点是后区横向齿密变化偏快,易造成纤维损伤。
GJX-E-90-X型五等分区整体锡林优点:齿片前区至后区的密度变化均匀,利于渐进分梳,其梳理度可通过纵、横向齿密控制;缺点是梳理度较大,易造成纤维断裂及落棉率偏高,需合理配置齿条密度。
1.4.3其他主要参数
为了方便毛刷清除纤维、防止嵌花,锡林主要参数设计为:① 齿片基部宽和纵向齿距偏大取值,最后一梳理区的齿片基部宽取0.48 mm或0.40 mm,纵向针排取10排或12排;前三区齿片基部宽(mm)取值为0.80或0.60,0.80,0.65,0.60,0.55等,纵向针排数可以取4,6,8,10,12排;② 齿片工作角应偏大,取值为50°~58°,且从前区到后区逐渐减小;③ 齿片横向倾斜角偏小配置。
1.4.3.1纺棉型化纤用精梳GJX-E-75-TP42型整体锡林设计参数见表4,结构形式见图2。
1.4.3.2纺棉型化纤用精梳GJX-E-90-X型整体锡林参数见表5,结构形式见图3。
1.5纺棉型化纤用顶梳的设计
根据棉型化纤的特点,顶梳的齿密[齿/(100 mm)]不宜太大,一般取240、260和280,采用榫型结构,齿尖角为18°~21°,有利于减少缠绕,防止顶梳嵌花,靠近基部则采用负工作角设计,使顶梳梳理的棉结、短绒和杂质积累一定数量后在重力作用下掉落,达到自清洁的效果。根据试验方案选用GJD-E-240-P型、GJD-E-260-B型和GJD-E-280-J型顶梳,其具体齿形结构如图4所示。
表4 GJX-E-75-TP42型整体锡林设计参数
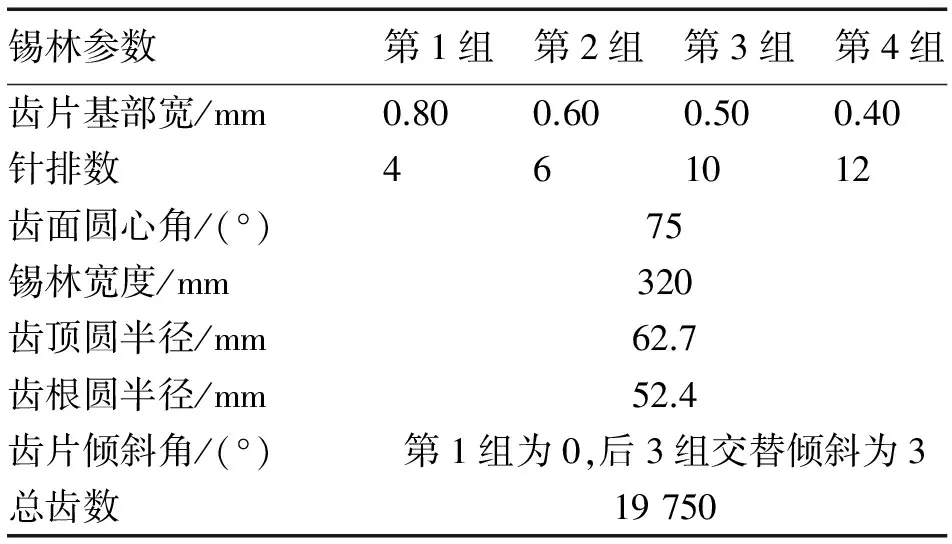
锡林参数第1组第2组第3组第4组齿片基部宽/mm0.800.600.500.40针排数461012齿面圆心角/(°)75锡林宽度/mm320齿顶圆半径/mm62.7齿根圆半径/mm52.4齿片倾斜角/(°)第1组为0,后3组交替倾斜为3总齿数19750

图2 GJX-E-75-TP42结构形式
表5 GJX-E-90-X型整体锡林参数

锡林参数第1组第2组第3组第4组第5组齿片基部宽/mm0.80或0.600.650.600.550.50针排数4681012齿面圆心角/(°)90锡林宽度/mm320齿顶圆半径/mm62.7齿根圆半径/mm52.4齿片倾斜角/(°)第1组为0,后4组交替倾斜为3总齿数20581

图3 GJX-E-90-X结构形式
2 纺棉型化纤用整体锡林和顶梳梳理效果
2.1试纺原料
棉型涤纶精梳小卷和预并条质量指标见表6。
2.2纺纱工艺
涤纶预并条普梳流程:并条机→粗纱机→细纱机;涤纶小卷精梳流程:精梳机→并条机→粗纱机→细纱机。

图4 顶梳齿形结构
表6 精梳小卷和预并条质量情况

项目精梳小卷预并条棉结/(粒·g⁃1)45杂质/(粒·g⁃1)1216mm重量短绒率/%3.534.8016mm根数短绒率/%9.5012.76有效纤维长度/mm36.0735.32
2.3精梳主要工艺参数
精梳主要工艺参数:小卷定量为54.5 g/m,前进给棉,落棉隔距为12 mm,顶梳插入深度刻度为+0.5,给棉长度为4.7 mm,锡林定位分度为37,搭接刻度为0,牵伸倍数为13.54,车速为200钳次/min。
2.4测试仪器及测试指标
a) 印度Premier公司的 aQura型棉结与短纤维测试仪:测试涤纶条棉结、杂质含量,纤维长度分布以及短纤维含量;
b) Uster条干仪:测试涤纶条条干均匀度以及成纱条干、成纱棉结、千米粗节和千米细节;
c) YG063T型全自动单纱强力仪:测试成纱断裂强度;
d) 长岭CT3000型条干均匀度测试仪(具有毛羽测试模块):测试毛羽H值。
2.5试验方案设计
2.5.1将预并条和精梳小卷分别经过普梳工艺和精梳工艺纺制成14.6 tex细纱,对比两者的成纱质量。
2.5.2分别采用齿密为24齿/cm,26齿/cm,28齿/cm的顶梳,对比其精梳条质量和成纱质量。
2.5.3分别采用GJX-E-75-TP42型和GJX-E-90-X型两种锡林,其具体参数见表4和表5,对比两者的精梳条质量和成纱质量。
2.6精梳用整体锡林对成纱质量的影响
2.6.1GJX-E-90-X型整体锡林与GJD-E-260-B型顶梳成纱质量
普梳预并条和精梳条纺14.6 tex纱,棉型化纤普梳与精梳的成纱质量见表7。
表7 成纱质量对比

检测项目普梳精梳成纱条干CV/%13.2212.33细节/(个·km⁃1)-40%-50%16016762粗节/(个·km⁃1)+35%+50%1701611616棉结/(个·km⁃1)+140%+200%46162410常发性疵点IPI值4828成纱单强/cN513550成纱毛羽H值3.613.28
2.6.2试验数据分析
由表7可知,普梳相对精梳的成纱条干CV值降低了6.7%,成纱千米细节、粗节和棉结均明显减少,其中-50%细节、+200%棉结分别减少87.5%和37.5%,常发性疵点IPI值减少41.67%、成纱强力提高7.21%,成纱毛羽指标也有改善。综上可知,棉型化纤经过精梳工序有利于提高成纱质量指标。
2.7顶梳齿密对精梳成纱质量的影响
在其他条件相同时,GJX-E-75-TP42型精梳锡林分别配套24齿/cm、26齿/cm和28齿/cm的顶梳纺14.6 tex纱,其精梳条及成纱质量指标见表8和表9。
分析表8和表9数据,可知如下规律。
表8 顶梳齿密对精梳条质量影响

顶梳型号GJD⁃E⁃240⁃P型GJD⁃E⁃260⁃B型GJD⁃E⁃280⁃J型落棉率/%3.433.433.55精梳条干CV/%9.209.109.60棉结/(粒·g⁃1)333有效纤维长度/mm36.7836.6636.7916mm重量短绒率/%1.681.441.6116mm根数短绒率/%4.964.294.63
表9 顶梳齿密对成纱质量影响
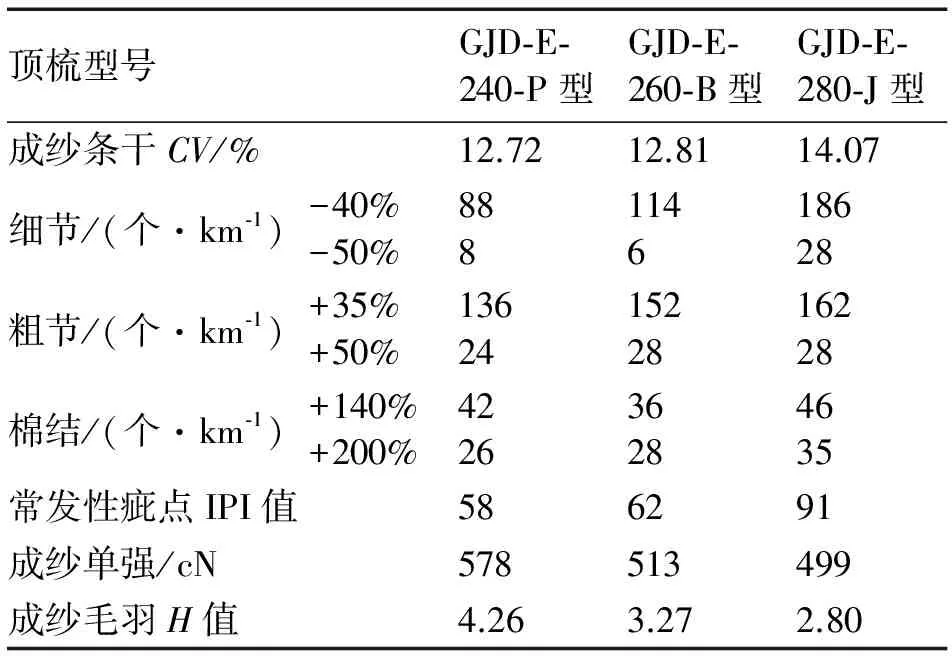
顶梳型号GJD⁃E⁃240⁃P型GJD⁃E⁃260⁃B型GJD⁃E⁃280⁃J型成纱条干CV/%12.7212.8114.07细节/(个·km⁃1)-40%-50%888114618628粗节/(个·km⁃1)+35%+50%136241522816228棉结/(个·km⁃1)+140%+200%422636284635常发性疵点IPI值586291成纱单强/cN578513499成纱毛羽H值4.263.272.80
a) 随着顶梳齿密的增大,精梳落棉率有递增的趋势;精梳条棉结、短绒率和有效纤维长度等质量指标均相差不大。
b) 随着顶梳齿密的增大,成纱条干CV值逐渐增大,条干有恶化趋势;成纱千米粗节、细节和棉结均有逐渐增加趋势;成纱强力、成纱毛羽指数呈逐渐减小趋势。综合成纱各质量指标可以看出,以顶梳齿密为24针/cm时的成纱质量为最优。
2.8整体锡林齿密对精梳条及成纱质量的影响
在其他条件相同时,齿密为26齿/cm顶梳分别配用GJX-E-75-TP42型和GJX-E-90-X型整体锡林,纺14.6 tex纱的精梳条及成纱质量见表10和表11。
表10 锡林齿密对精梳条质量的影响

锡林型号GJX⁃E⁃90⁃X型GJX⁃E⁃75⁃TP42型落棉率/%4.243.43精梳条干CV/%8.839.10棉结/(粒·g⁃1)33有效纤维长度/mm36.6236.6616mm重量短绒率/%2.111.4416mm根数短绒率/%5.834.29
表11 锡林齿密配置对成纱质量的影响

锡林型号GJX⁃E⁃90⁃X型GJX⁃E⁃75⁃TP42型成纱条干CV/%12.3312.81细节/(个·km⁃1)-40%-50%7621146粗节/(个·km⁃1)+35%+50%1161615228棉结/(个·km⁃1)+140%+200%24103628常发性疵点IPI值2862成纱单强/cN550513成纱毛羽H值3.283.27
分析表10和表11数据,可知:
a) GJX-E-75-TP42型相对于GJX-E-90-X型的精梳落棉率降低0.81个百分点,精梳条棉结基本一致,16 mm重量短绒率和16 mm根数短绒率分别降低31.75%和26.42%,有效纤维长度增加;
b) GJX-E-75-TP42型相对于GJX-E-90-X型的成纱千米细节、粗节和棉结均有增加,成纱-50%细节、+50%粗节和+200%棉结分别增加了200%、75%和180%,成纱常发性疵点IPI值增加121%,成纱强力降低6.7%,成纱毛羽基本不变。
两种精梳锡林梳理效果差异的原因在于:GJX-E-75-TP42型相对于GJX-E-90-X型的总齿数减少4%,梳理度较小,锡林工作角偏大,对纤维的作用较弱,对纤维损伤较小;因此,落棉少,精梳条短绒率低,纤维有效长度较长;但由于纤维梳理不充分,精梳条中的纤维伸直平行度较差,不利于在后道工序加工过程中提高成纱质量,以GJX-E-75-TP42型的成纱质量指标略差。
3 结论
3.1根据精梳数学模型计算和设计的棉型化纤精梳整体锡林,GJX-E-75-TP42型总齿数比GJX-E-90-X型少850齿,且相对于后者对纤维的梳理度略小,对棉型化纤纤维的损伤相对较小,精条指标较好。因此,当客户对精条指标要求较高及落棉率较低时,建议配套整体锡林为GJX-E-75-TP42型,对应的顶梳为GJD-E-240-P型。
3.2根据精梳成纱质量对比及原因分析可知,当客户要求成纱质量较高时,建议配套整体锡林为GJX-E-90-X型,对应顶梳为GJD-E-260-B型较为适合,但落棉率略高一些。
3.3利用精梳设备加工棉型化纤,能够提升精梳棉网的清晰度及纤维的伸直度、平行度和分离度,减少纤维在精条中的前、后弯钩,改善纤维排列状态,从而减少后道工序牵伸过程中棉结、粗细节的产生,有利于提升染整质量,改善布面风格。因此,在棉型化纤纺纱流程中引入精梳工序,是提高棉型化纤纺纱质量的有效技术手段,用户可根据棉型化纤的质量要求及推荐的配套方案进行选配。
参考文献:
[1] 周金冠.现代精梳生产工艺与技术[M].北京:中国纺织工业出版社,2006.
[2] 任家智.精梳机对纤维长度的适纺性研究[J].棉纺织技术,2004,32(1):13-16.
[3] 任家智.纺纱工艺学[M].上海:东华大学出版社,2010:61-76.
[4] 任家智.E62型精梳机工艺特性分析[J].棉纺织技术,2005,33(8):15-19.
[5] 赵建伟.合理控制精梳落棉率稳定产品质量的体会[J].棉纺织技术,2010,38(7):27-31.
[6] 刘红艳,任家智,冯清国,等.棉精梳锡林总齿数设计方法的探讨[J].中原工学院学报,2016,27(6):48-51.
[7] Switzerland:Rieter Machine Works Ltd,Werner K.立达纺纱手册(第3册)[Z].
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
毛纺科技(2021年8期)2021-10-14
纺织器材(2021年3期)2021-07-27
国际纺织导报(2021年8期)2021-03-17
纺织器材(2020年2期)2020-06-05
纺织器材(2020年2期)2020-06-03
福建基础教育研究(2020年3期)2020-05-28
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
