
干法复合机应用PLC和变频器技术的升级改造
2018-05-07 03:26殷晓东丁新彦
中国设备工程 2018年8期
殷晓东,丁新彦
(1.漯河天润彩印包装有限公司;2.漯河市泥河洼管理处,河南 漯河 462000)
双汇集团天润彩印公司在二十世纪90年代引进了韩国一台干法复合机,由于元件老化,控制精度降低,故障率高,生产能力不能满足工艺要求。经对该设备技术评审后,对驱动及控制系统进行升级改造,使干法复合机重新焕发青春。
1 原干法复合机组成及存在的问题
干式复合是在一种基材上均匀涂布一层粘和剂,通过烘箱干燥后与第二种复合基材粘合形成新的复合材料的设备。干法复合机由两套放卷单元,一套进料单元,一套涂胶单元、三组干燥装置、一套复合单元和一套收卷单元组成。干式复合机传动系统如示意图1所示。
原干法复合机设计最高复合速度150m/min,张力控制精度±0.5kg,张力控制范围5~40kg/全幅。主要存在问题是控制系统是可控硅直流拖动,电子分立元件模拟调速,器件参数易漂移,元件老化,控制精度低,故障多。
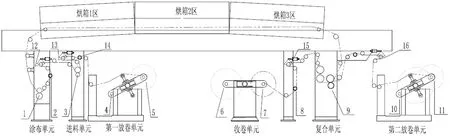
图1 干法复合机的基本结构
2 干法复合机改造硬件组成设计
按照可靠性、合理性、先进性和经济性,设计改造的电气系统,对干法复合机的9个传动点,每一个传动点由一台交流变频电机拖动,主控单元采用S7-300,通过西门子MPI串行通信总线与触摸屏连接,构成一个以S7-300为核心,以触摸屏为操作终端,变频器为终端执行机构的高速数字通信网络系统。
变频器调速装置设计选用安川G7系列变频器,每台变频器均由脉冲编码器测量电机转速,构成闭环速度负反馈控制系统。通过功能设置变频器内部实现转矩控制,系统具有很高的稳态精度和动态快速响应能力,静态精度可以达到≤±0.01%,动态精度达到≤ ±0.05%。
变频器功率型号的选择如表1所示。
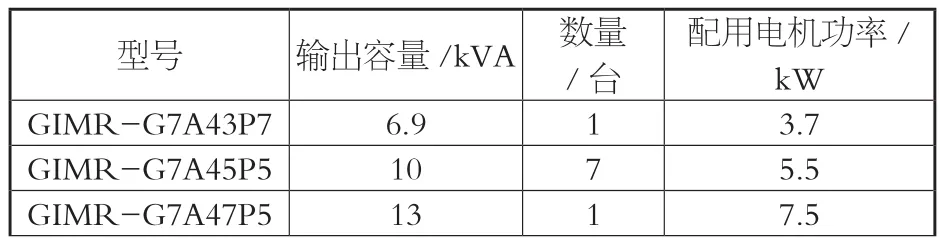
表1 变频器选型一览表
测速编码器选用OMRON型号为E6B2-CWZ5B 600脉冲/转。该编码器为增量型光电旋转编码器,为非接触式结构,使用寿命长、可靠性高,提高了信号的抗干扰能力和传输距离。
变频器采用带PG卡的矢量控制模式,具有过流、过压保护控制、张力调节控制、故障检测和保护、电机温度监视等。PG卡的连接方式如图2所示。

图2 变频器PG卡的连接路图
PLC采用西门子公司S7-300的CPU314。该CPU上集成了两个PROFIBUS-DP接口,其中一个作为MPI口,通过该口与装有编程软件Step7的计算机连接可进行编程、调试、诊断等。另一个DP接口,可以将S7-300作为DP主站或从站加入到MPI网络中,对现场操作台触摸屏设备连接,实现相关控制。
触摸屏选用西门子公司的MP277-10,主要用于现场设备运行状况监测、数据采集及处理、电气设备开关控制及用于参数调整的自动系统控制功能。
3 干法复合机的控制软件设计
3.1 模拟量控制
改造设计利用PLC和变频器传动,将干法复合机的两个放卷、进料、涂布、复合辊和收卷辊分别由单独的变频器拖动,通过控制各段传动辊的线速度,实现张力的高精度控制。
干法复合机复合材料经过两个放卷、进料、涂布、复合和收卷完成整个复合过程,由于各传动辊的线速度差异,因此在各传动辊间产生张力,根据复合工艺要求对各段张力进行控制,各段张力的控制精度要求在±1%以内。每台电机需要一个张力给定或速度给定信号,需要占用的AO通道数为9路,收卷装置需锥度控制,因此共需10个模拟信号通道。
3.2 控制系统构成
系统主要由人机界面、PLC、矢量变频器、编码器和摆辊式张力检测机构组成,通过人机界面可以在线显示设备运行状况、设定设备各项参数;在系统中PLC是用作设备的张力控制和设备I/O控制;安装在传动轴上的编码器脉冲信号回馈到矢量变频器的PG卡中,形成速度闭环,使整体速度精度控制在3‰以内。
3.3 张力控制原理
为提高各段张力的控制高精度和速度响应性,本系统采用PID控制和同步控制相结合的方式。变频器和编码器组成速度控制内环,PLC、张力传感器组成张力外环,实现对张力的串级控制;同时将测算出的放卷辊输出线速度,换算成转速后加到放卷辊后各传动辊的速度环上,作为速度的初始给定,这样,在进行张力调节之前,各传动辊间线速度基本同步,此时各传动辊间速度误差在1%以内,张力误差在3%以内(实测值),然后通过张力串级调节进一步提高张力控制精度。
(1)放卷线控制:放卷辊为干法复合机各传动辊的第一级,其它各辊速度跟随放卷辊,本方案在人机界面设定设备的运行线速度,通过测量放卷辊的半径,可计算出卷辊的转速。
(2)速度同步控制:为保证各传动辊之间的线速度基本同步,各传动辊的驱动单元需进行速度初给定,初给定的速度以放卷辊为基准。设备的运行速度在人机界面中设定,通过PLC计算后,换算成各变频器运行的频率,经PLC上模拟量输出给各辊驱动变频器。由于各变频器的加减速及传动机构的特性很难一致,需对放卷辊外其它变频器的速度初始一个修正系数,在不加张力控制时,各传动辊的速度偏差控制在0.8%以内。
(3)张力控制:各段张力的设定在人机界面中进行,设定张力由PLC计算,经D/A模块送电气转换装置,转换成气信号后给摆辊气缸,当复合材料张力大于设定值时,摆辊上移,反之下降,同时送出电压信号给PLC。
3.4 张力控制的方案
张力控制是干法复合机改造的最核心内容,本方案张力控制采用西门子S7-300、安川G7变频器,以及日本藤仓无阻尼气缸浮动辊上的旋转电位器组成的闭环控制系统。
浮动辊上的电位器检测当前浮动辊位置,亦即张力状况,以模拟电压信号反馈给PLC;PLC根据任务要求及自身程序,计算出相应输出,向变频器发出指令,保证各个电机工作在同步状态,使张力保持稳定。
在设备一放料、二放料、进料、涂布、复合和收卷部位,共设计了6套张力检测器,其中收卷部位除用于张力检测外,还用于张力的直接控制,与电控转换器、浮动辊和收卷变频器共同组合,实现收卷的锥度控制。
收卷张力大小随着收卷料卷直径的增大而有规律地减少,控制模式由张力检测器、电控转换器、浮动辊和收卷变频器和PLC共同组合,实现收卷的锥度控制。
3.5 系统界面设计
MP277-10触摸屏通过组态画面,实现了干法复合机的全数字控制,提高了操作机构的安全性和可靠性。
主显示画面显示主机速度,收料A、B轴及总累积长度,显示主机状态等功能。摆辊显示画面,显示牵引、复合、收、放料各摆辊的位置状态。在设定画面,操作员可设定最高速度(自动加速目标速度),最低速度(自动减速目标速度),加速时间(从0m/min到200m/min所需时间),减速时间,收料张力,收料锥度张力等。设备调试画面便于工程师现场调试,在调试时输入工程师密码才能进入。
4 结语
干法复合机技术升级改造后,与原控制系统相比,机速由150m/min提高到200m/min,张力精度由<0.5%提高到<0.03%,设备运行稳定、控制可靠、操作便利,取得了显著的经济效益和社会效益,实现了自动化助力设备升级,使老设备再次焕发青春。
参考文献:
[1]西门子s7-300可编程控制器应用教程,2011,(8).
[2]Varispeed G7 使用说明书,株式会社安川电机.
[3]北京ABB电气传动系统有限公司,ACS600固件手册.
[4]HMI手册,西门子(中国)有限公司.
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
建材发展导向(2022年1期)2022-03-08
科学技术创新(2021年12期)2021-05-20
科技研究·理论版(2021年20期)2021-04-20
装备维修技术(2020年29期)2020-07-01
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
数字商业时代(2017年7期)2017-06-30
中国信息化周报(2016年20期)2016-06-24
