如何解决彩纸涂布过程中大轴收卷问题
2019-09-11 03:05许立鹏殷竞硕
文化产业 2019年6期
◎许立鹏 殷竞硕
(乐凯胶片股份有限公司 河北 保定 071000)
收卷是彩色相纸涂布大轴宽片生产中的最后一道工序,而生产中会由于某种因素影响造成涂布大轴收卷不齐,尤其是光面相纸。收卷不齐造成后需裁切上片困难、容易发生断片、裁切跑偏问题。由于现在各片种的涂布车速都很快——相纸车速达到135m/min,所以收卷不齐现象一经出现,便会影响多轴大轴。这些不齐的宽片不符合出库标准的,只能等待涂布结束后再重新复卷,甚至有些收卷严重不齐的宽片,在卸轴时极易造成磕碰伤,如果复卷时处理不好极易造成断片。所有这些无形中就增大了能耗、物耗,大大抬高了生产成本。为了解决生产中遇到的这一实际问题,在多年生产实践中,通过向有经验的技术人员、一线操作工请教,同时查阅相关资料,分析、总结出生产中遇到收卷异常情况,并提出解决措施。
一、收卷情况介绍
(一)彩色相纸大轴收卷流程
彩色相纸的大轴收卷是支持体在涂布嘴涂布完成后,首先进入冷凝段、水平段定型,再进入低温、中温、高温干燥段三个过程,宽片完全干燥后,经历恒温恒湿的一个平衡回潮阶段,最后经纠偏调整,整齐收成大轴的过程[1]。
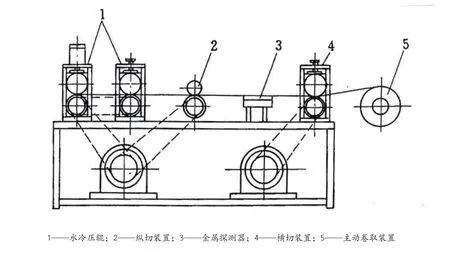
收卷设备示意图
(二)收卷不齐对彩纸的影响
在收卷过程中收卷轴的直径是变化的,直径的变化会引起收卷材料张力的变化。张力过小,导致大轴收卷松弛起皱,在横向上也会走偏;张力过大,彩纸会产生灰雾[2],更严重时导致彩纸收卷拉伸过度,在纵向上会出现张力线,即平常所说的排骨印,甚至会使彩纸变形断裂。所以,在大轴收卷的过程中,为保证生产的效率和收卷的质量,我们采用变张力锥度收卷,变张力收卷的好处是随收卷直径变大,彩纸张力逐渐变小,保持力矩稳定,从而可以克服恒张力收卷时内松外紧的缺点。但在实际生产中由于各方面因素的影响时常会出现收卷不齐,过紧或过松现象,这时需调整收卷参数或检查设备等相关方面的运行情况。
收卷异常情况主要有以下几种:
1.初始张力过大,易造成收卷大轴在刚启动时打滑,出现“飞车”现象。
2.收卷内松外紧或内紧外松现象。
3.收卷跑偏现象。
4.收卷不齐,大轴侧面呈“波浪”形状或“窝头”形状。
二、影响收卷的原因分析及应对措施
(一)收片设备原因
收片区设备主要包括收片机、浮动辊、调偏装置、储片装置。
1.收片机
收片机部分影响因素主要是收卷机的两个收卷轴与收片机前方的导轴是否在同一中心线上,如果出现偏差就会造成收卷跑偏现象。此种情况主要采取预防性维护即可避免。
2.浮动辊
浮动辊是一个力平衡系统,当支持体的力向一个方向时,浮动辊就向另一个方向去平衡这个力。浮动辊能够发挥储片的作用以使由于加速、减速、收卷或放卷所造成的瞬时作用降到最低。收卷处的浮动辊必须有很大的补偿力以控制从核心处到最大辊直径的驱动。在收卷过程中我们需要浮动辊提供给收卷机一个稳定的控制系统,能使收卷张力在衰减过程中保持一个稳定的值就可以了,如果浮动辊的调节能力不足或调节效果差,使收卷张力出现大的波动就会使大轴收卷质量受到影响。浮动辊主要采用预防性维修,加强设备检修工作来避免此种情况发生。
3.调偏装置
调偏装置的调偏效果也直接影响收卷质量,调偏灵敏度过高、调偏经常性的调整都会导致大轴收卷成“波浪”形;而调偏灵敏度过低时就会造成调偏不起作用,造成收卷跑偏。调偏装置的灵敏度需要根据生产收卷情况逐渐摸索调整确定最佳参数。
4.储片装置
在收片区必须有一个储片装置。如果大轴在开始收卷时出现异常,储片装置储存靠近收片的支持体。当一个没有卷片的轴转换完成后,重新启动收片。储片停止储存支持体并且返回到初始位置为下一次转换做好准备。
(二)收卷参数的影响
收卷张力控制方法,收片张力控制上采用的是张力控制器+浮动辊+直流马达方案,其中张力控制器接受张力设定值和来自张力检测器的实际值。根据二者偏差的大小向浮动辊磁粉离合器线圈输出一相应的电流值,以电流的改变调整浮动辊位置从而进一步进行纸基或胶片张力的改变,直到实际张力与设定张力相同为止,即通过浮动辊位置的变化来调节收片张力。锥度控制方法:锥度简单来说就是收卷张力衰减的速率,用来调整片子内外松紧的,相对来说,锥度大内紧外松,锥度小内松外紧。
因为我们收卷的大轴是感光的,所以收卷张力在设定时要考虑张力对感光材料的影响。同时也要考虑到下道工序——大轴裁切,比如刚收卷完成时大轴收卷情况很好,但放置一段时间后就容易跑偏等情况在设定或调整收卷参数时也要考虑到。下面介绍一下生产过程中遇到的一些收卷异常情况及如何进行相应收卷参数的调整,具体如下表1:
收卷张力及锥度的具体调节情况,要根据不同的涂布片种的具体要求进行调节,不能简单的调节一个参数,有时要两个参数相互配合着进行调节才能取得理想的效果。
其它影响因素
1.干燥点[3]:大轴宽片在干燥过早时会造成收卷大轴跑偏,主要出现在彩纸收卷过程中,这是由于彩纸干燥过早导致表面过于光滑,使大轴收卷过程中或收卷完成后在极小的外力作用下也容易出现跑偏现象。出现此种情况可在不影响正常干燥的情况下将干燥点控制稍晚一些,这样收卷情况通常会好转。
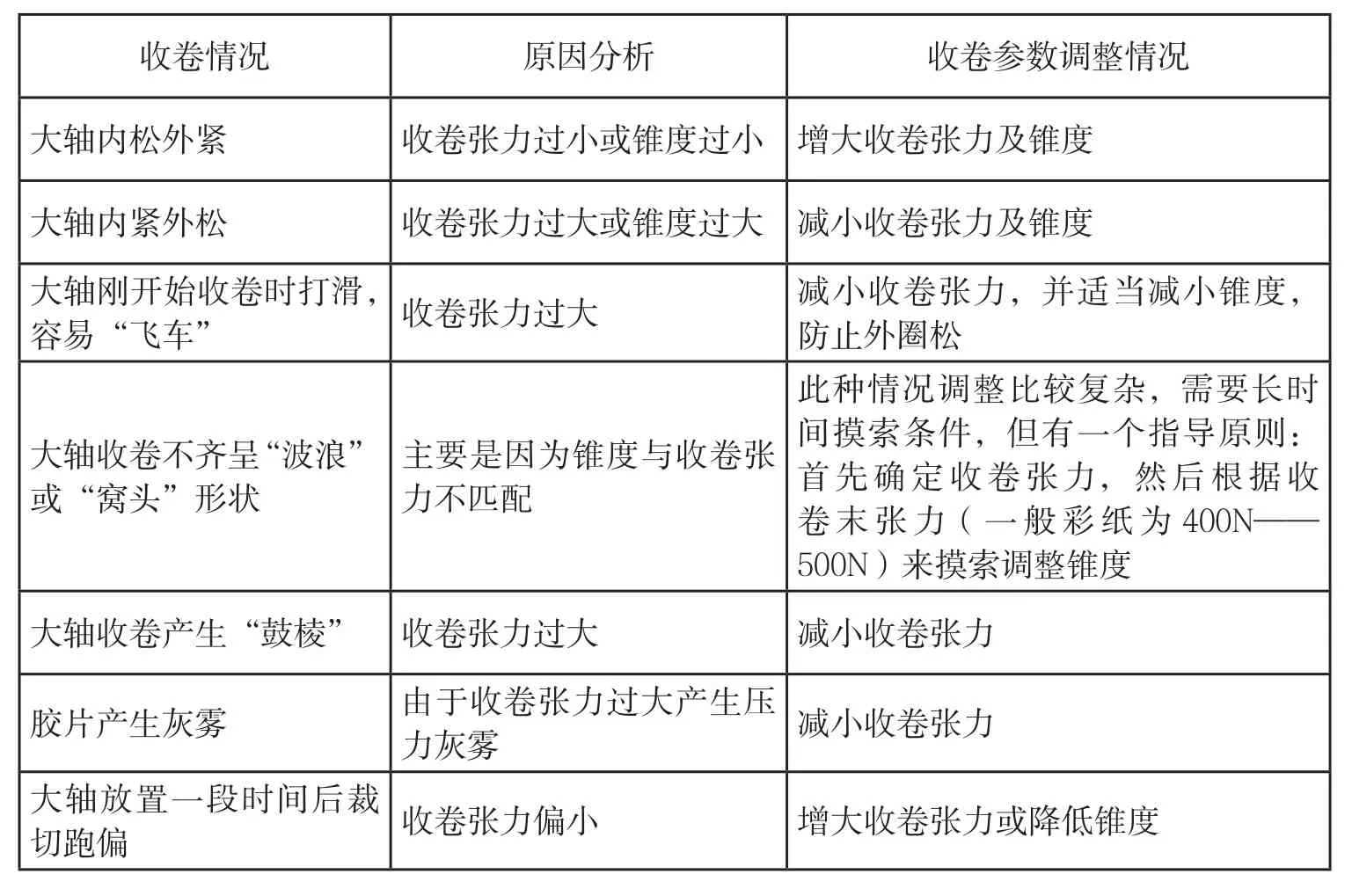
表1 收卷异常情况与收卷参数调整
2.片边厚边:若纸基涂塑边较厚或者涂布嘴压板、塞片不匹配会造成彩纸两侧或一侧片边厚边,使大轴收卷过程中片边偏厚,当收卷到一定程度时片边偏厚部分会出现偏移,造成收卷跑偏。由于厚边造成收卷不齐时重点解决涂布厚边问题,收卷会自然好转。若单独调整收卷张力及锥度很难达到理想状态。
根据相关资料,在生产过程中不断摸索,逐步总结出一套应对收卷异常情况的解决措施。但在实际生产过程中,由于各种条件的限制调整情况比较复杂,收卷参数要不断完善,以适应不同涂布产品、不同支持体的收卷。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
轮胎工业(2022年7期)2022-07-20
铁道车辆(2021年6期)2022-01-11
中国金属通报(2020年12期)2021-01-05
中国新技术新产品(2020年5期)2020-05-06
中国外汇(2019年19期)2019-11-26
小朋友·快乐手工(2019年2期)2019-03-18
小资CHIC!ELEGANCE(2018年34期)2018-11-13
动漫界·幼教365(中班)(2018年1期)2018-05-14
数学大王·中高年级(2018年3期)2018-03-27