键连接全焊接机架锻造液压机
2018-05-11 00:53高文章
重型机械 2018年2期
高文章
(陕西多伦科技发展有限公司,陕西 西安 710043)
0 前言
从1884年到现在,水压机的使用历史已经有130多年。其间早在1893年就研制成功世界上第一台120 MN锻造水压机。多年来压机的机架有老的三梁四柱、四柱预应力、多拉杆预应力、钢丝缠绕预应力等,用的最多的是前三种。压机的液压系统从泵蓄势器发展到最先进的德国威暜克—潘克正弦驱动系统。1977年,潘克在法国克鲁索建成世界第一台双柱多拉杆预应力压机,现在已运行40年。沈重于1989年与潘克公司合作生产一台30 MN双柱下拉式多拉杆预应力机架快锻液压机,这样先进的压机在国内尚属首次生产。1995年又完成一台主机和第一台相同的压机。压机的固定梁和下梁都是缸梁合铸,为此做了“悬浮铸造”实验,保证了大型铸钢件的质量。沈阳重机重矿2007年9~11月先后拿到邢台德龙和重庆龙盛两台50 MN双柱上传动多拉杆预应力机架泵控系统压机合同。2008年底,威暜克—潘克与中信洛矿共同完成一台185 MN双柱上传动多拉杆预应力机架自由锻压机的设计、制造、安装、调试并投产。
1961年上海江南造船厂120 MN压机的三梁四柱都用电渣焊制造的,到现在已运行了50多年, 而现在的焊接技术又远超过那个年代,为建造键连接全焊接机架大压机奠定基础。目前60 MN以下的键连接压机设计是成熟的。万吨以上至两万吨压机,各大件用板厚一般都在300 mm以下,个别的用到380 mm,采用电渣焊技术是可行的。16 MN下拉式压机都采用整体机架,超过20 MN压机很少采用整体机架,由于机架超重(36 MN压机机架重250 t,40 MN则达300 t)造成运输困难,而键连接机架,就迎刃而解了。2006年为辽阳金百机械设计制造一台25 MN键连接全焊接机架上传动自由锻压机。和多拉杆压机相比,其造价和制造周期明显降低,更为明显的是机架具有超强的刚度。因此,对键连接压机进行了深入研究。
1 键连接机架和多拉杆预应力机架的对比
1.1 受力分析
图1是福建祥鑫40 MN键连接全焊接机架压机,键连接机架的上梁、底座与立柱间采用过盈配合的平键连接。键设计成细长,它将随键槽变形,键沿长度方向受力均匀。这是键连接机架不晃动,优于任何形式压机的地方。压机的立柱承受锻造力,承受的最大拉力也没超过公称力。实际中压机的设计都有一定的余量,在一定范围内超过公称力锻造也是允许的。键连接机架锻造时立柱受拉,立柱承受的拉力从0到最大值(公称力,即镦粗最大件时的锻造力)间变化。
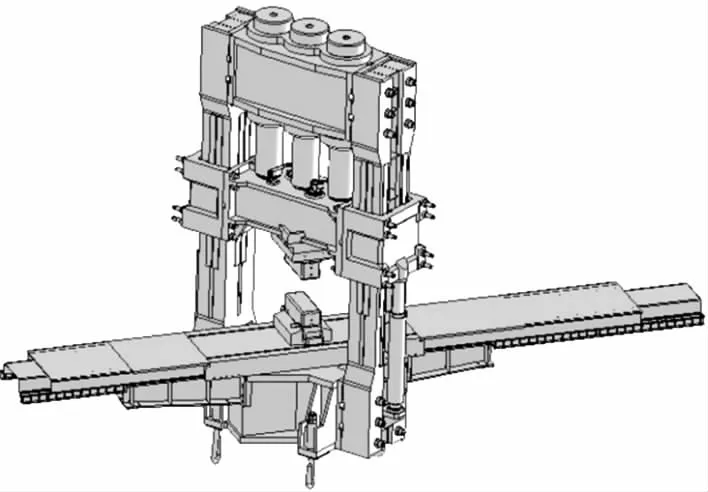
图1 40 MN键连接全焊接机架斜置双柱自由锻压机
多拉杆的预紧力Fj=nFg,式中Fg为公称力,n为预紧系数,多拉杆压机预紧系数一般大于1.5。当工作载荷达到公称力Fg时,拉杆受力达最大值Fmax。拉杆受力在预紧力和拉杆受力最大值间变化。图2为40 MN多拉杆压机预紧后拉杆和柱套(立柱)的力—变形图。拉杆预紧力60 MN,拉杆最大拉力68.7 MN,已达到键连接压机公称力的1.72倍。多拉杆压机的立柱承受最大压力值等于预紧力,它的受力是键连接立柱的1.5倍还要多。
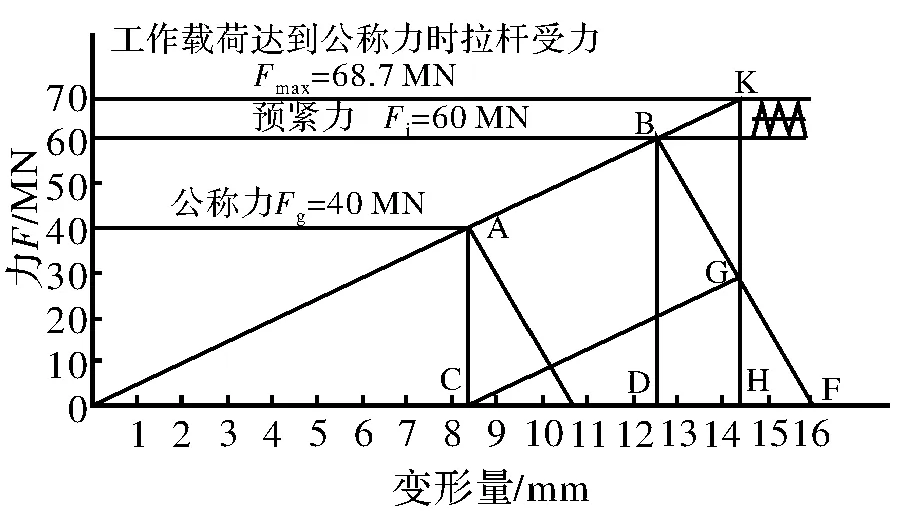
图2 40 MN多拉杆压机预紧后拉杆和柱套力—变形关系
1.2 压机最大锻造力时机架的变形量
40 MN键连接机架变形量,根据虎克定律计算结果为1.68 mm。多拉杆压机最大锻造力时,立柱变形量可用预紧后拉杆和柱套力—变形图测出。如图2中DH=1.82 mm,DH是压机最大锻造力时变形量。图2由计算机PCCAD绘制,输入的拉杆和立柱的变形量可精确到0.01 mm,测得DH值的误差也不会超过0.01 mm。
上述两种压机的变形量都没超过计算机对压机锻造时立柱变形补偿量限定的范围。
1.3 成本分析
与40 MN多拉杆压机比较,键连接压机没有拉杆。仅拉杆这一项就节省180万~200万的投资。多拉杆压机材质必须选用屈服极限为700~1000 MPa的高合金钢。其三个梁和两个立柱都是铸钢件,和焊接件相比铸钢件的重量偏大,铸造工艺相对复杂,容易产生裂纹。焊接结构没有这些缺陷,制造成本也相对较低。
键连接压机与多拉杆压机相比,不需要对每个拉杆预紧力进行复杂的计算和烦杂的拉杆预紧工作。不管是采用预紧缸和高压手动泵,还是组合螺栓和力矩搬手。对多拉杆压机全部拉杆预紧完,所有拉杆的预紧力应基本一致,否则有的拉杆预紧力过高,这个拉杆就可能过早损坏。通常在预紧前,所有拉杆都贴电阻片检测预紧过程中及预紧完成后各拉杆的预紧力值。最近刚兴起的用测压垫检测预紧后每个拉杆的实际预紧力值。60 mm厚的测压垫装在拉杆下部,有导线连接到控制柜,可随时监测拉杆的受力情况。然而,这些都占有不低的成本,而这些成本并不计入造价中。
2 键连接焊接机架
2.1 25 MN键连接全焊接机架自由锻液压机
2006年6月天津博达锻造签订的25 MN压机合同,包括主机、液压电气、操作机和升降回转台。主机是根据2002年设计制造的两台模压机,机架采用键连接。操作机选用20T/40TM的操作机。它有九个动作:大车走行、走行机构抬起、钳杆旋转、夹钳夹紧、钳杆前后摆动、钳杆横向平移、钳杆横向摆动、钳杆垂直移动和钳杆垂直摆动。在进行拔长锻造时,大车走行一直不停的匀速前行,当上砧压住工件的瞬间,钳杆前后摆动装置的活塞压缩(活塞腔和蓄势器连接保持常压)。当上砧抬起瞬间,活塞杆快速前行。这样,大车走行就可不停的匀速前行,直到一根棒料锻完。这将有利于提高锻造次数,实现用计算机存储器中的程序锻造。此压机的全套设备总价1 300万。图3为25 MN双柱键连接全焊接机架压机,立柱安全系数达到5.5,锻造时机架没有晃动,主机重298 t。而25 MN老的三梁四柱压机晃动达70 mm,主机重量为551 t。
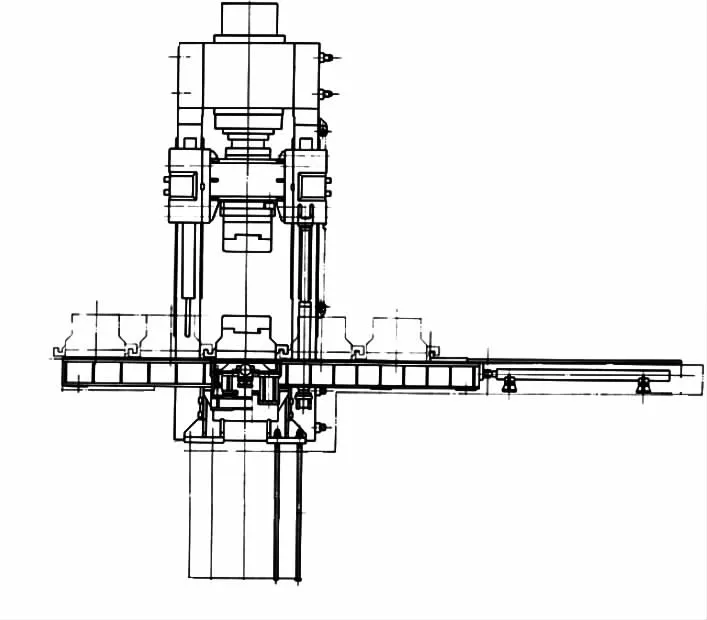
图3 25 MN双柱键连接全焊接机架自由锻压机
2.2 40 MN键连接全焊接机架斜置双柱自由锻压机
福建祥鑫集团公司设计的40 MN双柱键连接压机有关参数见表1。此斜置双柱压机的优点是:操作视野宽、有效作业范围广和起重机容易靠近。键连接机架压机刚度大、制造周期短、重量轻,而且锻造时机架不晃动,比多拉杆预应力机架压机加工费用低,是一款性能价格比最高的自由锻造液压机。
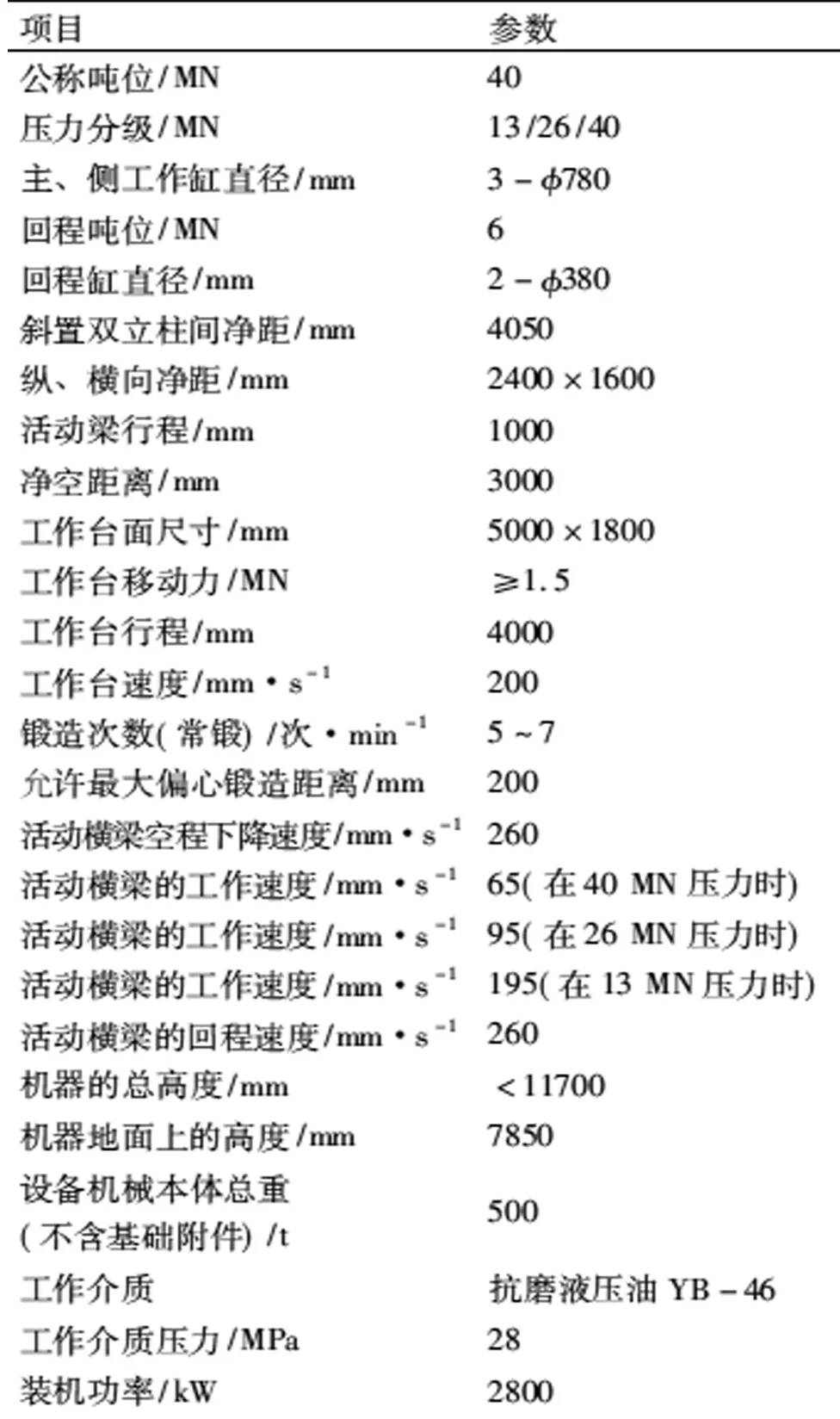
表1 40 MN键连接斜置双柱锻压机技术参数表
2.3 45 MN键连接机架热模锻压机
图4所示为2014年陕西多伦科技发展有限公司为沈阳铸造研究所设计的一台45/54 MN热模锻液压机示意图。这种键连接机架(牌坊)很适合热模锻压机的要求,回程缸和其它辅助装置容易布置在机架的间隙中。
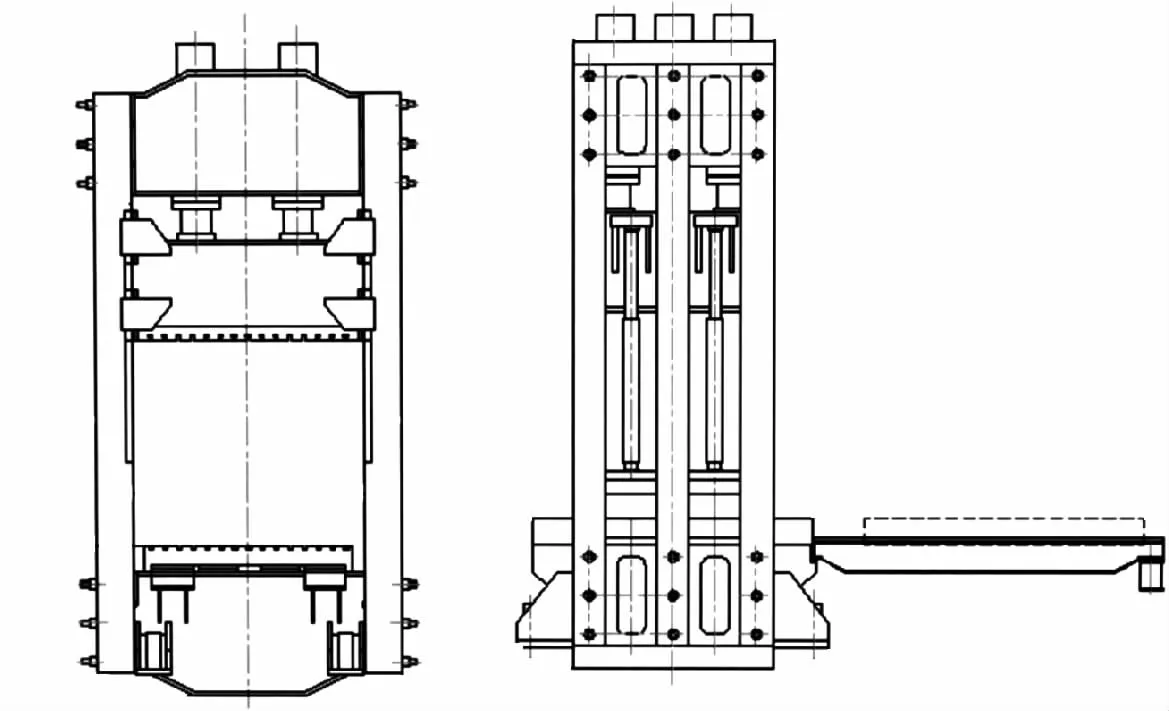
图4 45 MN键连接机架热模锻液压机
2.4 六面模压机
2002年辽宁金百机械为海城某公司设计制造两台用于生产纸棺的六面压机(图5),这两台压机采用了键连接的焊接机架。设计和制造仅用三个月,安装仅用不到十天并压出合格产品。该压机的四个前后移动推头是用四组直齿圆柱齿轮、齿条和压机前后两组直齿伞齿轮来完成的。机座上四组直齿圆柱齿轮轴承孔必须用落地镗加工。这样,加工费和工期都是问题。现场是在机座上气割出四组比轴承座套外径大一点的孔,把所有件装配到位,检查齿轮的啮合间隙合格,再把轴承座套焊于机座上,使问题得到解决。
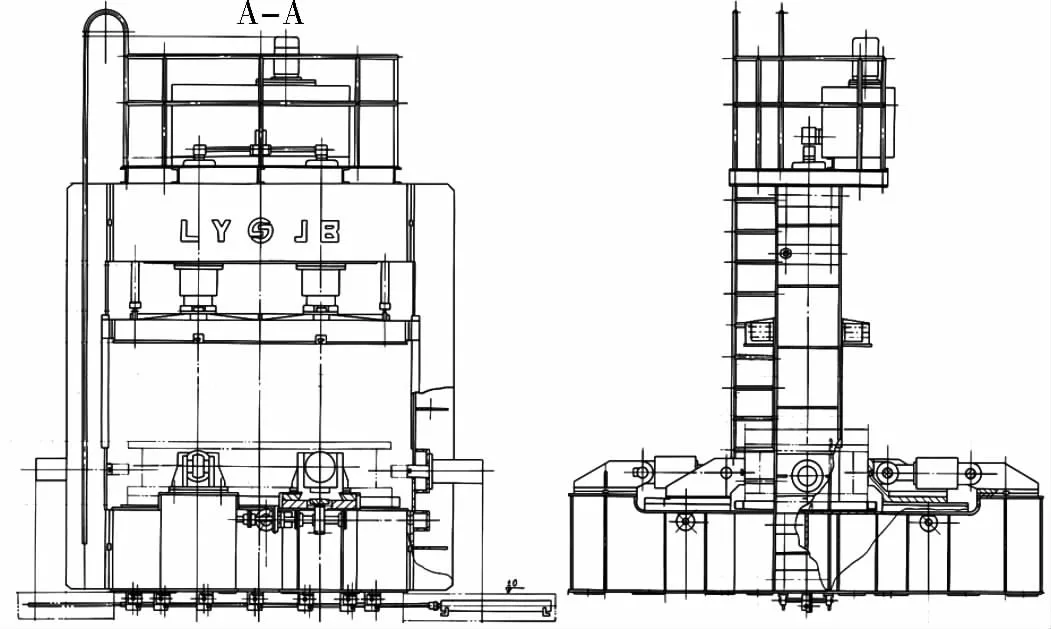
图5 键连接机架六面压机
3 结束语
2002年开始开发键连接机架模锻液压机,至2006年天津投产了25 MN键连接双柱正置锻造液压机,2008年在唐山钢铁公司机械厂又做了同样结构的25 MN键连接双柱正置锻造液压机。这两套锻造液压机使用至今没有发生设备本体的疲劳,也不存在锻造液压机的晃动现象。充分验证了键连接机架设计正确性和可靠性。键连接机架压机刚度大、制造周期短、重量轻、价格低,而且锻造时机架不晃动。自由锻造具有偏心特征,经过锻造液压机考验的键连接机架液压机,也能够应用到六面模压机、汽车高强度钢热冲生产、汽车覆盖件冲压生产、多工位锻造、大轿车大型覆盖件生产等,具有广泛的应用前景。
参考文献:
[1] 杨大祥, 韩炳涛. 165 MN自由锻造油压机的液压控制系统[J]. 重型机械, 2006(03): 11-16.
[2] 范玉林, 张营杰, 卫凌云, 等. 45/50 MN快锻油压机液压系统设计分析[J]. 锻压装备与制造技术, 2011, 46(05): 49-51.
[3] 张俊杰. 800 MN模锻液压机本体结构分析[D]. 秦皇岛:燕山大学, 2012.
[4] 阎善武, 邓高潮, 等. 一种锻造水压机及方法: CN102974732A[P]. 2013-03-20.
[5] 姚保森. 我国锻造液压机的现状及发展[J]. 锻压装备与制造技术, 2005(03): 28-30.
[6] 中国将建成世界最大、最先进的185 MN自由锻造油压机[J]. 锻压装备与制造技术, 2007(02): 10.
[7] 高文章. 快锻液压机的多根预应力拉杆[J]. 重型机械, 1993(03): 7-11.
[8] 高文章. 30 MN双柱下拉式快锻液压机[J]. 重型机械, 1995(01): 32-37.
[9] 俞新陆. 液压机的设计与应用[M]. 北京:机械工业出版社,2007.
猜你喜欢
港口装卸(2022年4期)2022-08-31
铁道机车车辆(2022年1期)2022-03-24
金刚石与磨料磨具工程(2021年2期)2021-05-25
装备制造技术(2020年4期)2020-12-25
潍坊学院学报(2020年6期)2020-11-22
建材发展导向(2020年19期)2020-09-23
制造技术与机床(2019年6期)2019-06-25
汽车实用技术(2019年10期)2019-06-05
制造技术与机床(2017年5期)2018-01-19
重型机械(2013年1期)2013-12-03