企业键盘装配线设计
2018-05-31 02:49彭玲玲杜倩田亚凤刘展宏冯柔徐丹向明森
商情 2018年14期
彭玲玲 杜倩 田亚凤 刘展宏 冯柔 徐丹 向明森

【摘要】本课题以装配计算机键盘为例,为其设计一条装配作业线。装配线设计主要运用工业工程的知识,对研究对象进行了分解和操作单元划分,再通过秒表时间研究法计算操作时间,得到最终的工位划分,最后画出装配线的平面图。
【关键词】装配作业线 秒表时间研究法
一、背景介绍
本课题研究产品为键盘。赛利华公司键盘生产车间,目前主要为DELL、HP、IBM、华硕等计算机制造商生产通用计算机键盘产品,装配线采用皮带式传送,传送带两边分别设置工位,工作台和产品的流动方向即传送带的运动方向垂直。工人操作的时候采用的坐姿,座椅是普通座椅,无腰靠扶手等。本公司生产对象是104键标准计算机键盘,此类型键盘依然是现在社会最常用的键盘布局具体形状如图1所示。
图1键盘样例
二、产品分解
由于2倍键和1.5倍键大小形状不一样,所以在装配的时候需要装配人员重复抓取;1倍键的形状大小是一样的,装配人员一次可以抓取两个。2倍键安装比1倍键和1.5倍键相对复杂,2倍键在安装之前需要安装平衡杠。按键的装配的顺序按照从上至下,从左至右,分区进行的原则。先后顺序为功能键区、主键盘区、编辑键区、光标控制键区、数字小键盘区。由于装配的最后四个工序为半自动化操作,工序操作时间由机器决定,不能改变。四个工序的名称及时问为定位印刷(12.6秒),烘干(13秒),装配上下盖(10.2秒),检验装箱(12秒)。所以按键装配的每个工序的时间应该尽量靠近这几个数据的中间值即12秒。反复实验得出:一次性安装5至6个一倍键或者4个一倍键加1个1.5倍键或者2个一倍键加1个两倍键的时间在12秒左右。所以,根据安装的难易程度将按键的装配分为21道工序。
三、键盘装配测时
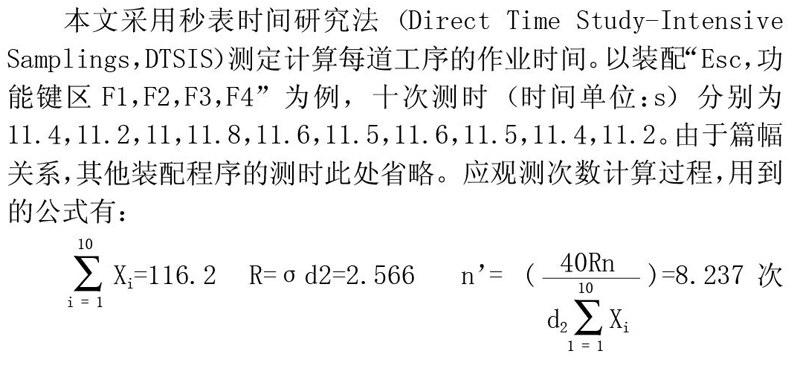
amplings,DTSIS)测定计算每道工序的作业时间。以装配‘‘Fsc,功能键区F1,F2,F3,F4'为例,十次测时(时间单位:s)分别为11.4,11.2,11,11.8,11.6,11.5,11.6,11.5,11.4,11.2。由于篇幅关系,其他装配程序的测时此处省略。应观测次数计算过程,用到的公式有:
根据计算,装配“Esc,功能键区F1,F2,F3,F4”的应观测次数为9次。按键装配测时的前十次原始数据及根据所测数据计算的应观测次数n(详细计算过程省略)。根据上述公式的计算结果,取所有工序应观测次数最大的值作为最终的观测次数,即每道工序应该测时17次,所以每道工序还应测时7次。以序号1为例:装配“Esc,功能键区F1,F2,F3,F4”增加后7次测时的数据为(单位:s)11.4,11.3,11.5,12.3,12.1,11.1,11.0,计算其算数平均数为11.5(秒),即得到装配“Esc,功能键区F1,F2,F3,F4”的正常操作时间为11.5秒。同理,其他工序的操作时间(时间单位:s)依次为:11.8、12.3、11.5、11.6、12.5、12.5、11.6、12.4、12.4、12.6、12.6、12.7、12.6、12.7、12.4、11.7、12.2、12.8、12.6、12.5、10.1。
四、装配线工位设置
由于标准键盘需求量很大,所以需要大批量生产,宜采用直线型流水线组织生产方式,装配過程由检查、装配、包装、运输等环节组成。检查主要分为装配前检查和包装前检查,装配前检查的工作是目视检测计算机键盘外观无划伤、碰伤、磨损、油污、凹痕等不良缺陷,包装前检验是检查按键的弹性、手感、可靠稳定性等。装配主要工作是2次检查即装配前检查和包装前检查(2道工序)、装配键盘的104个按键(21道工序)、上下盖的组装(1道工序)、印刷标记(1道工序)、烘干(1道工序),共为26道工序。最后两个工序共用一个工作台,装配上下盖工序为半自动化,不需要很大工作面积,且两道工序的产品可以不经过传送带的传送直接包装,减少整个装配过程的装配时间。各工序的标准工时即上述所测定的工时。
本条装配线的工序为26个,其中装配时间最长的是“烘干"If序,需要时问为13秒,所以本条装配线的瓶颈工序时间为13秒,从而计算平衡率为:平衡率=(各工序时间总和/(工站数*瓶颈工序时间))*100%=(10.1+11.5+11.8+12.3+11.5+11.6+12.5+12.5+11.6+12.4+12.4+12.6+12.6+12.7+12.6+12.7+12.4+11.7+12.2+12.8+12.6+12.5+12.6+13+10.2+12)/(26.13)*100%=93%。计算得出本条装配线的平衡率为93%。
五、装配线及周围平面设计
装配线采用传统流水线布局方式,键盘装配工位设置在传送带的一侧,方便另一侧设置其他产品的生产工位。运输装置采用运输带,计算机键盘重量较轻,且需要大批量生产,由于键盘自身的装配要求,在运输过程中不能出现大的抖动,所以采用皮带运输。操作台的长边与传送带方向垂直,因为键盘的装配操作需要较大的工作台面,所以采用独立工作台。第一工位的旁边是待加工产品暂存区,方便操作者快速上料。最后一个工作台的旁边是成品暂存区,可以使操作者很方便地堆放产品,等待专门人员运送至库房。在操作者的左侧是送料通道,方便及时为每个工位送料。
六、总结
本文以键盘装配为研究对象,根据厂商提供资料,为键盘的装配重新设计了一条装配线。新的生产系统依据键盘的按键的分布设置工序的先后顺序,装配线最大限度地保证平衡,提高生产效率。
参考文献:
[1]张群.生产与运作管理[M],北京:机械工业出版社,2014.
[2]陈荣秋,马士华.生产运作管理[M].北京:机械工业出版社,2003.
[3]易树平,郭伏.基础工业工程[M].北京:机械出版社,2013.
猜你喜欢
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
小猕猴智力画刊(2021年2期)2021-02-22
上海故事(2020年8期)2020-10-22
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
汉语世界(The World of Chinese)(2019年2期)2019-04-19
新高考·高一物理(2018年1期)2018-11-23
中学教学参考·理科版(2016年11期)2017-06-08
新高考·高一物理(2015年5期)2015-08-18