关于大容量电容装配过程残余电量释放设备的设计及应用
2018-06-19 03:19江苏自动化研究所王东亮王奇林王益涵
电子世界 2018年11期
江苏自动化研究所 王东亮 王奇林 王益涵
0 引言
在电子产品印制板上元器件组装时,尤其是电源产品中使用了大量的大容量电容,一般电容本身在出厂时已做放电处理,但军工电子产品中部分电容在组装前还要做性能复验,此时通电性能测试后的电容残余电量一般靠电容自然释放,但是经常由于生产进度等原因,进行电容性能测试后,很快就进入印制板组装焊接了,此时大容量电容电量还未能及时释放,焊接操作人员存在触电风险,且清洗作业时容易出现打火,尤其是采用酒精清洗时,甚至存在引发火灾的风险, 目前市场上无相关大容量电容残余电量释放的设备,本文针对常规电源产品使用大容量电容特点,本文介绍一种大容量电容组焊前残余电量释放工装,用于电容组焊前其残余电量的释放,避免对大电容或装有大电容的印制板产品作业过程中大电容放电、打火,防止发生触电、火灾事故,保证作业人员人身安全。
1 大容量电容组焊前残余电量释放工装
1.1 工装基本结构
大容量电容组焊前残余电量释放工装基本结构如图1所示,本工装适用于单体电容放电,一般应用于电容组装焊接前残余电量释放。
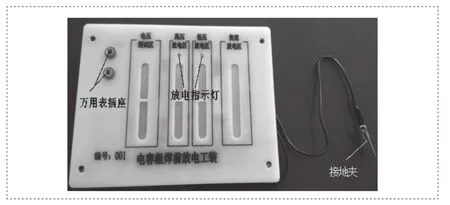
图1 大容量电容组焊前残余电量释放工装
1.2 工作原理
大容量电容组焊前残余电量释放工装工作原理如图2所示,其中用于大电容残余电量释放的高、低压放电区,应根据所用电容的容量不同,选用不同型号的能量耗散电阻(这里一般用水泥电阻)。
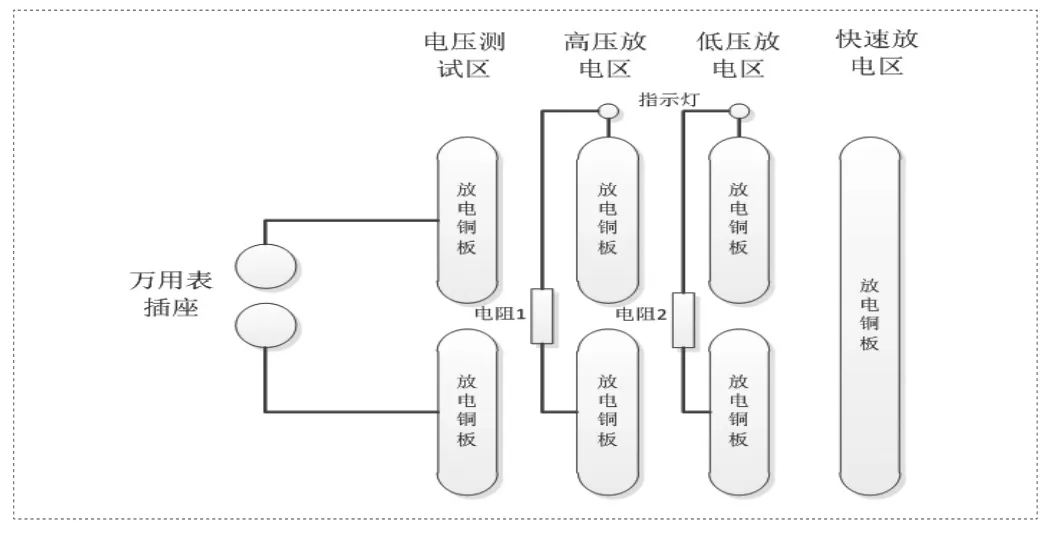
图2 大容量电容组焊前残余电量释放工装工作原理图
2 大容量电容组焊前残余电量释放工装使用方法
2.1 电容组焊前放电工装操作前准备
先将工装接地夹可靠接地,然后再将数字万用表的两个表笔插到工装左上角的两个插座内(不分正负),最后打开万用表开关并将档位调至电压档位,如图3所示。

图3 电容组焊前放电工装操作前准备工作图

图4 电容组焊前放电工装操作流程
2.2 电容放电操作流程
电容放电操作流程如图4所示,具体要求如下:
a)当万用表显示电压≥36V且≤200V时,放电流程图如图4示,先在高压放电区放电3-5s,直至该区放电指示灯熄灭(放电指示灯至少闪亮一次),然后再在快速放电区放电1-2s,最后再在电压测试区测量电压,若电压<0.01V,则放电结束,该电容可进行印制板组焊;若电压≥0.01V,则按照步骤b)执行;特别注意当万用表显示电压>200V时,需立即暂停作业,向管理部门反馈;
b)当万用表显示电压≤36V时,放电流程图如图4所示,先在低压放电区放电1-2s,直至该区放电指示灯熄灭(放电指示灯至少闪亮一次),然后再在快速放电区放电1-2s,最后再在电压测试区测量电压,若电压<0.01V,则放电结束,该电容可进行印制板组焊;若电压≥0.01V,则重复上述操作。

图5 电容在电压测试区操作方法
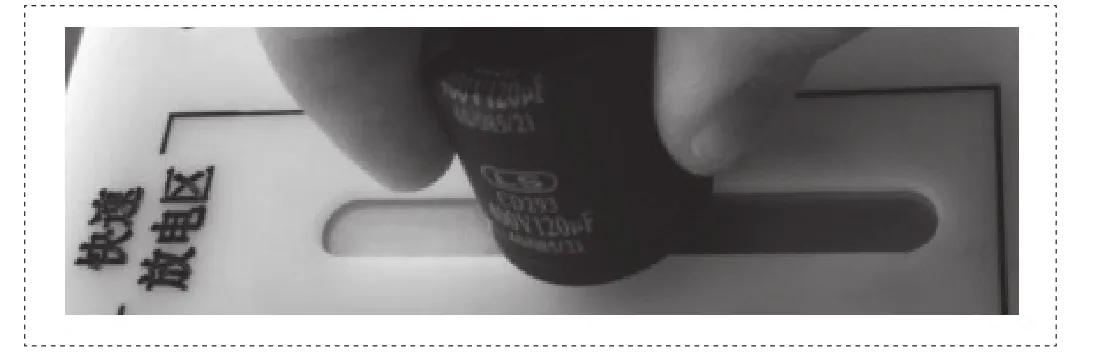
图6 电容在快速放电区操作方法
2.3 电容放电操作方法
具体操作方法如下:
a)手持电容尾部,注意放电前切勿将身体任何部位触碰电容引脚;
b)电压测试区、高低压放电区:将电容两引脚跨在的上下两块金属板上,注意保证电容两引脚可靠接触上下两块金属板,电容在电压测试区操作方法如图5所示,电容在高、低压放电区操作方法参照电容在电压测试区操作方法执行,注意放电前切勿将身体任何部位触碰上下两块金属板;
c)快速放电区:则直接将电容两引脚可靠接触金属板即可,如图6所示;
d)注意电容在电压测试区需严格按照规定停留时间测试,当显示电容电压<0.01V时,切勿长时间停留在电压测试区,以免电容反向充电。
3 结论
本文介绍了一种大容量电容组焊前残余电量释放工装及应用操作过程,其操作简单可靠,主要用于军工电子产品中使用到的大容量电容在组焊前其残余电量的释放,避免对大电容或装有大电容的印制板产品作业过程中大电容放电、打火,防止发生触电、火灾事故,保证作业人员人身安全。
猜你喜欢
机电工程技术(2023年1期)2023-02-24
制导与引信(2020年1期)2020-08-25
酒·饮料技术装备(2018年1期)2018-04-28
石油化工建设(2018年6期)2018-04-22
石油化工建设(2017年2期)2017-06-05
工业设计(2016年7期)2016-05-04
焊接(2016年10期)2016-02-27
石油化工建设(2015年3期)2015-12-01
中国科技信息(2015年6期)2015-11-10
电子设计工程(2015年6期)2015-02-27