
轿车轮胎新型2-1冠带条缠绕方式
2018-07-21 07:48王宗环杨洪彬赵启伟汤环宇
橡胶科技 2018年11期
王宗环,杨洪彬,郑 涛,赵启伟,徐 超,汤环宇
(山东丰源轮胎制造股份有限公司,山东 枣庄 277300)
胎里不平是轿车子午线轮胎的主要质量问题之一。我公司EXTRA FRD88花纹轿车轮胎批量生产时出现胎里不平问题,表现为胎里中心区域呈波浪状,造成轮胎外观通过率低。
本工作针对此问题,对该花纹轮胎的冠带条缠绕方式进行优化设计。
1 胎里不平原因分析
EXTRA FRD88花纹轮胎胎里不平主要是由于胎面局部胶料不充分造成的。EXTRA FRD88花纹轮胎的胎面中心区域设计有较宽(约30 mm)的凸起筋条,所需材料较多,若材料不足,极易造成胎里不平现象。
EXTRA FRD88花纹轮胎的胎面口型结构如图1所示。

图1 EXTRA FRD88花纹轮胎的胎面口型结构
从图1可以看出,相对充足的胶料才能充满胎面中心筋条区域,否则胶料会在硫化定型压力的作用下沿径向向外流动,导致胎里中心筋条区域凹陷,而相邻花纹凹槽对应的胎里部分相对凸起,造成胎里凹凸不平,中心区域呈波浪状。
2 解决措施
改善此类胎里不平的解决方案主要有3种。
(1)增大胎面长度。通过增大带束鼓周长,使整个胎面的长度加大,硫化时筋条区域的材料相应增加,但带束鼓周长需要增大15 mm以上,会导致整个胎坯的质量大幅增大,且胎里不平现象改善效果不显著。
(2)调整胎面口型。在增大胎面中心筋条厚度的同时适当减小胎面凹槽厚度,使胶料流动相对减少,筋条区域材料得到补充,从而达到改善胎里不平的目的。此方案的缺点是口型板往往不能通过一次调整而达到预期效果,反复调整耗时较长,而且在垫布卷绕时易造成胎面半成品过分挤压。
(3)采用新型2-1冠带条缠绕方式。新的冠带条缠绕方式即在胎面中心区域(宽度约为30 mm)多缠绕两圈冠带条。我公司的冠带条宽度为15 mm,通过在距胎面中心7.5 mm的左右两侧多缠绕一圈冠带条,使胎面中心筋条区域材料厚度加大,进而消除胎里不平缺陷。此方案实际使用效果较好,且操作方便、简捷,能够保证生产正常运转。
3 新型2-1冠带条缠绕方式
3.1 缠绕方式视图
原2-1冠带条缠绕方式采用3步对称性缠绕(如图2所示),新型2-1冠带条缠绕方式采用7步非轴对称性缠绕(如图3所示)。

图2 原2-1冠带条缠绕方式
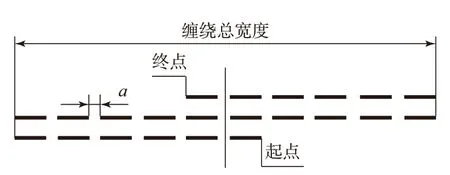
图3 新型2-1冠带条缠绕方式
从图2和3可以看出,与原2-1冠带条缠绕方式相比,新型2-1冠带条缠绕方式在距胎面中心7.5 mm的左右两侧多缠绕了一圈冠带条。
3.2 缠绕步序设置
新型2-1冠带条缠绕方式分为7个步序(步序流程如图4所示),具体如下。

图4 新型2-1冠带条缠绕步序流程
(1)步序1,从距胎面中心右侧7.5 mm处开始原地缠绕一整圈;(2)步序2,以每圈行程16 mm向左平铺缠绕至冠带条总宽的左边缘,缠绕圈数=1/2冠带条总宽度/16×360;(3)步序3,对左边缘进行一整圈的锁圈行为;(4)步序4,以每圈行程16 mm向右平铺缠绕至冠带条总宽的右边缘,缠绕圈数=(冠带条总宽度-15)/16×360;(5)步序5,对右边缘进行一整圈的锁圈行为;(6)步序6,以每圈行程16 mm向左平铺缠绕至距胎面中心左侧7.5 mm处,缠绕圈数=1/2冠带条总宽度/16×360;(7)步序7,从胎面中心左侧7.5 mm处开始原地缠绕一整圈。
通过以上7个缠绕步序,在距胎面中心15 mm的区域左右两侧多缠绕了一圈冠带条,从而使该区域的材料加厚。
3.3 成型
成型选择VMI 245 EXXIUM一次法成型机,成型机参数设置如表1所示。该成型机及参数设置能够保证7步序缠绕张力的稳定性。

表1 新型2-1冠带条缠绕方式成型机参数设置
4 成品轮胎外观和性能
4.1 外观质量
优化前后成品轮胎断面如图5所示。
从图5可以看出,采用新型2-1冠带条缠绕方式后,成品轮胎的胎里不平现象明显改善,外观通过率高。

图5 成品轮胎断面
4.2 耐久性能
按照GB/T 4502—2016进行成品轮胎耐久性试验,试验条件为:充气压力 180 kPa,额定负荷1 120 kg,试验速度 120 km·h-1。轮胎的累计行驶时间为39 h,耐久性能符合国家标准要求。
5 结语
新型2-1冠带条缠绕方式工艺稳定,操作简单、快捷,不仅能够消除胎里不平问题,而且成品轮胎外观通过率高,轮胎性能符合国家标准要求。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
机械制造与自动化(2022年4期)2022-08-18
强度与环境(2021年4期)2021-11-05
考试与评价·高二版(2021年4期)2021-09-10
艺术品鉴(2020年3期)2020-07-25
学生天地(2020年22期)2020-06-09
东坡赤壁诗词(2019年5期)2019-11-14
橡胶工业(2018年10期)2018-07-23
科技与创新(2018年5期)2018-03-16
装备制造技术(2017年11期)2018-01-15
