圆柱滚子轴承铜保持架兜孔铣削加工夹具的改进
2018-07-22 08:30刘国仓谢维兵龚继来
轴承 2018年6期
刘国仓,谢维兵,龚继来
(浙江天马轴承集团有限公司,杭州 310015)
圆柱滚子轴承用黄铜保持架一般为组合式结构,由保持架座和保持架盖组成,保持架座兜孔多采用铣削加工方法,加工效率较高,但目前铣削兜孔存在的问题是:传统夹具精度低,很难满足高精度轴承保持架的加工要求。
使用传统夹具[1]铣削圆柱滚子轴承铜保持架兜孔时,保持架依靠铣床上一个小圆柱体定位,为了方便装卸,保持架内径与小圆柱体外径之间有比较大的间隙,很难保证保持架与铣床主轴的同轴度。因此,铣削出的兜孔实际旋转中心径与理论中心径偏差较大(即兜孔同轴度误差较大),保持架兜孔等分散差较大,导致轴承在运转过程中噪声比较大,必须对夹具进行优化改进。
1 夹具的改进
改进后的圆柱滚子轴承铜保持架兜孔铣削夹具如图1所示,包括过渡盘(图2)、弹簧夹头(图3)、中拉杆(图4)、防保持架台肩扭曲装置(图5)、压盖和前拉杆。

图1 改进后夹具总装图Fig.1 Assembly diagram of improved fixture
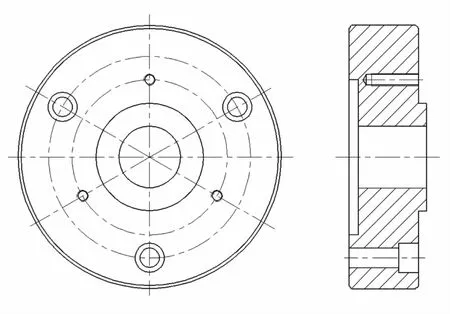
图2 过渡盘Fig.2 Transitional disk
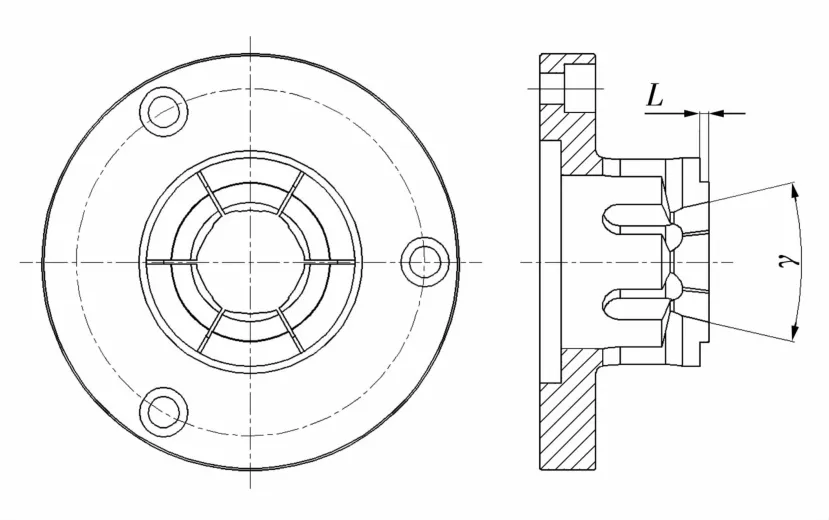
图3 弹簧夹头Fig.3 Collet chuck

图4 中拉杆Fig.4 Middle lever

图5 防保持架台肩扭曲装置Fig.5 Device for preventing distortion of cage shoulders
改进后的夹具工作原理为:中拉杆连接到机床活塞杆上,中拉杆左右移动,其锥面使弹簧夹头胀大、缩小,实现铜保持架的夹紧、松开;同时中拉杆带动前拉杆、压盖和防保持架台肩扭曲装置左右移动,实现保持架台肩的紧固和松开。
具体安装及使用方法为:先将过渡盘上的凹槽与铣床主轴端的凸台相配合,通过3个沉孔用螺栓将过渡盘固定到铣床主轴上;再将弹簧夹头大端上的凹台与过渡盘上的凸台相配合,通过弹簧夹头大端面上的3个沉孔用螺栓将其固定到过渡盘上;连接中拉杆与铣床活塞杆;然后放置保持架,将防保持架台肩扭曲装置安装到保持架的台肩上,安装压盖;最后将前拉杆连接到中拉杆上,夹具安装完成,调试无误后,铣削保持架兜孔。加工时,踩下活塞汽缸踏板,使活塞杆带动中拉杆,中拉杆的锥面使弹簧夹头六瓣的夹持面胀大,中拉杆驱动前拉杆向机床内部移动;使压盖压紧防保持架台肩扭曲装置的端面,保持架被夹紧后开始铣削兜孔。
2 注意事项
1)弹簧夹头(图3)中夹具夹持面的宽度L要比保持架座底厚度(保持架座总高度-铆头高度-兜孔深度)小0.2 mm左右,如果L值等于或大于保持架座底厚度,铣刀铣削兜孔时与夹具干涉;L值取太小,夹具的夹持面变小,铣削兜孔时保持架容易打滑。
2)弹簧夹头(图3)和中拉杆(图4)锥面夹角γ的一般取值范围为10°~20°,综合考虑机床的拉伸长度、拉杆拉力、装夹效率等,本夹具γ取为12°。加工弹簧夹头和中拉杆锥面时,两锥度面最好配磨,要求配合面积达到80%以上,以保证夹具受力均匀,延长使用寿命。
3)本夹具为保持架兜孔铣削专用夹具,是具有一定调整范围的外胀式弹簧夹具,适用于保持架的批量生产,该夹具对保持架的夹紧力取决于液压缸通过拉杆的拉力。加工不同型号的保持架应进行夹紧力的计算[2],否则,夹紧力太大,会造成保持架变形,使保持架中心径、兜孔尺寸发生变化,影响轴承装配后的运转质量;夹紧力太小,铣削兜孔时保持架容易打滑,会造成兜孔的尺寸不稳定,兜孔内有振纹,严重时会造成铣刀崩刃或保持架损坏[3]。对于保持架铣削加工来说,铣削力的计算主要考虑主铣削力[4]。
3 改进效果
对新设计的圆柱滚子轴承铜保持架兜孔铣削夹具进行实践验证,夹具改进前、后保持架兜孔铣削后的参数对比见表1。使用改进后夹具加工的保持架兜孔实际旋转中心径与理论中心径偏差小、保持架梁宽变动量小、兜孔等分精度更高等;而且夹具结构简单、调试方便、加工简单、装夹时间短,具有较好的推广应用价值。

表1 夹具改进前、后铣削保持架的参数对比Tab.1 Comparison of parameters for milling of cage by fixtures before and after improvement mm
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
一重技术(2021年5期)2022-01-18
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
现代冶金(2015年4期)2015-02-06