定位误差分析与计算方法的研究
2018-07-25 09:52刘金明宋建民
中国设备工程 2018年13期
刘金明,宋建民
(1.沈阳航空职业技术学院;2.中国航发沈阳黎明航空发动机有限责任公司盘轴厂,辽宁 沈阳 110043)
在设计专用机床的夹具时,定位误差的分析和计算是至关重要的,必须使工件在夹具中正确定位,要按照工件的技术要求,分析和计算定位误差。六点定位原理解决了工件位置的确定问题,工件加工后能否满足要求还要解决如何准确定位的问题,才能保证定位精度。在实际的生产加工中,每一个零件都是不一样的,自然定位方法也不同,要保证定位误差的准确性,就要有一个能准确并迅速的计算方法来对定位误差进行分析和计算。
1 产生定位误差的原因
在使用夹具加工工件时,产生的误差主要包括以下几个方面:第一,定位误差△D:工件定位时产生的误差。第二,安装误差△A:夹具在机床上安装时产生的误差。第三,调整误差△T:刀具同夹具定位元件调整时产生的误差。第四,过程误差△G:加工过程中产生的误差。为满足工件的加工要求,必须满足以下关系式:
△D+△T+△A+△G≤δk其中:δk为工件的加工公差。
由于工件加工中安装误差、调整误差和过程误差定量计算的影响因素较多,不方便计算。因此,计算误差时主要计算与定位有关的误差,即定位误差。为了达到工件的加工要求,通常规定定位误差不能大于工件加工公差的1/3,即△D≤1/3δk。定位误差是一个界限值,有一个范围,定位误差是不可避免的,我们可以具体分析并加以控制。
1.1 合成法
它是计算定位误差的最常用方法,基准不重合和基准位移引起了定位误差。
1.1.1 基准不重合误差和基准位移误差
(1)基准不重合误差。由于设计和加工制造所使用的基准不一定相同,就导致了工件的工序基准和定位基准的重合或是不重合。
(2)基准位移误差。在实际生产加工中,当工件的工序基准相对于工件的定位基准发生了位置的偏移或者改变,就会产生基准位移误差,用符号△Y表示。工件的定位误差是由基准不重合误差△B和基准位移误差△Y所组成的,要想利用合成法来计算工件的定位误差,就必须得找出基准不重合误差△B和基准位移误差△Y,然后再把二者合二为一,即可得出工件定位误差的数值。
工件的定位误差所产生的原因有以下几种情况:由基准位移产生的定位误差:当△B=0,△Y≠0;由基准不重合产生的定位误差:△B≠0,△Y=0;由基准位移和基准不重合产生的定位误差:△B≠0,△Y≠0,可按工序基准在或不在定位基准面上两种情况。
1.1.2 基准不重合误差计算
在工件铣一缺口,在铣削深度方向上标注尺寸方式有两种情况。一种情况是定位基准为工件下表面,工序基准也为工件下表面,由于定位基准和工序基准是重合的,因此不存在基准不重合误差,即△B=0。另一种情况是工件的定位基准为该工件的下表面,而工件的工序基准为该工件的上表面,故工件的定位基准和工序基准并不重合,因此就存在了基准不重合误差,也就存在工件的定位误差,该定位误差的大小则等于工件的定位基准和工序基准不重合所造成的工件加工尺寸的变动范围,即△B=δA2。当工件的工序基准的变动方向与工件的加工尺寸的方向一致时,工件的基准不重合误差就等于工件的定位基准和工序基准之间所有尺寸的公差之和,即∆B=δS。当工件的工序基准的变动方向和加工尺寸的方向有夹角β时,工件的基准不重合误差就等于工件的定位基准和工序基准之间的所有尺寸公差在该工件的加工尺寸方向上的投影,即∆B=δScosβ。
1.1.3 基准位移误差计算
(1)取平面定位。工件在以平面进行定位时,由于该平面的误差很小,同时定位副的制造误差也很小,因此工件的基准位移误差为零,工件的定位误差为基准不重合误差,即:
△Y=0
△D=△B
(2)取内孔在销或心轴上定位。由于孔和轴之间的配合间隙的影响,工件定位基准(内孔中心线)的位置将会发生偏移,其偏移量就是工件定位时的基准位移误差∆Yfalse。当定位基准可在任意方向上发生偏移时,其最大偏移量为配合时直径方向的最大间隙,即:
△Y=Dmax-dmin
当定位基准可在单方向发生偏移时,其最大偏移量为配合时半径方向的最大间隙,即:
△ Y=1/2(Dmax- dmin)
(3)工件以外圆柱面在V型块上定位。工件以外圆柱面在V型块上定位时,其定位基准为工件外圆柱面的中心线,定位基面为外圆柱面。
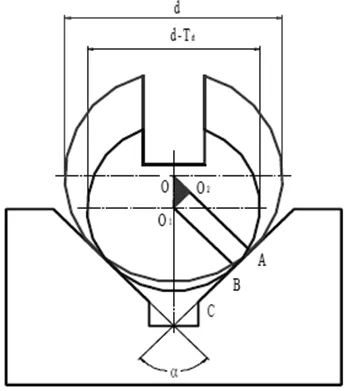
图1 V型块定位时产生的位移误差
如图1所示,在不考虑V型块制造误差的情况下,由于工件加工误差的影响,工件的中心会从O点移到O1点,从而使定位基准产生偏移,即定位基准位移误差:
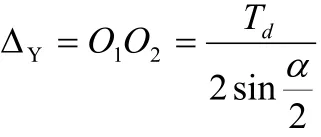
①当用α=的V型块时,定位基准位移误差:

②当用α=90°的V型块时,定位基准位移误差:

③当用α=120°的V型块时,定位基准位移误差:

④当加工方向上和竖直方向有夹角β,则定位基准位移误差为:
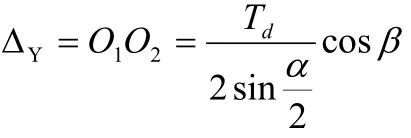
结论:V型块工作夹角越大,定位误差值就越小。
1.1.4 用合成法来计算定位误差的公式
工件的定位误差∆D由工件的基准不重合误差和基准位移误差所组成,两者合成,最终得到定位误差∆Dfalse。具体情况如下。
(1)当工件定位时,只存在基准不重合误差时,工件的定位误差就等于基准不重合误差,即当∆Y=0,∆B≠0时,∆D=∆B。
(2)当工件定位时,只存在基准位移误差时,工件定位误差等于基准位移误差,即当∆B=0,∆Y≠0时,∆D=∆Y。
(3)当工件定位时,既存在基准不重合误差,又存在基准位移误差时,工件的定位误差就是两者的合成,即:当∆B≠0,∆Y≠0时,如果工件的工序基准不在定位基面上,∆D=∆B+∆Y。
如果工件的工序基准在定位基面上,∆D=∆B±∆Y。
公式中符号“+”,“-”的判断方法:第一,用来分析工件的定位基面的尺寸由大变小(或者由小变大)时,工件的定位基准的变动方向。第二,用来分析当定位基面尺寸作同样变化时,假定工件的定位基准不动,用来判定工序基准的变动方向。第三,规定两者的变动方向相同时,用“+”,两者的变动方向相反时,用“-”。
1.1.5 应用合成法来计算定位误差的示例
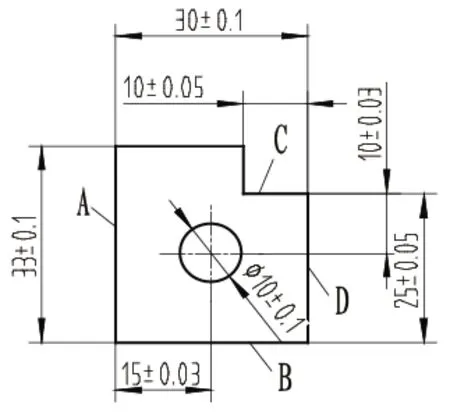
图2 合成法计算定位误差示例一
示例一如图2,以A面和B面定位铣削缺口和钻孔,求加工时产生的定位误差。因加工时定位基面A面和B面均为平面,故不存在基准位移误差,即△Y=0。
(1)铣削缺口。水平方向定位基准A面,工序基准D面,存在基准不重合误差。
△ B=0.2mm
△ D= △ B=0.2mm
竖直方向定位基准和工序基准均为A面,不存在基准不重合误差。
△B=0
△D=0
(2)钻孔。水平方向定位基准和工序基准均为B面,不存在基准不重合误差。
△B=0
△D=0
竖直方向定位基准B面,工序基准C面,存在基准不重合误差。
△ B=0.1mm
△ D= △ B=0.1mm
2 结语
研究工件的定位误差的分析与计算,首先要明确其基本概念,以上给出了基准不重合误差和基准位移误差的概念。最后,可以将工件的定位误差的计算用于航空零件轴承衬套的生产中,通过计算定位误差,来合理地制定工序尺寸,设计夹具。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
化工设计(2020年6期)2020-01-13
建材发展导向(2019年10期)2019-08-24
劳动保护(2018年8期)2018-09-12
电子制作(2017年10期)2017-04-18
读者·校园版(2015年7期)2015-05-14
燃气轮机技术(2014年4期)2014-04-16
电气世界(2009年7期)2009-08-28