圆柱滚子轴承冲压保持架结构发展及趋势
2018-07-27 03:21李超强杨金才扈文庄曲红利刘扬
轴承 2018年11期
李超强,杨金才,扈文庄,曲红利,刘扬
(1.洛阳轴承研究所有限公司,河南 洛阳 471039;2.洛阳达能轴承有限公司,河南 洛阳 471031;3.洛阳LYC轴承有限公司,河南 洛阳 471039)
圆柱滚子轴承(或称为单列圆柱滚子轴承、短圆柱滚子轴承)滚子与滚道为线接触,相对球轴承的承载能力更高,在机床主轴、运输机械、减速机、压缩机等领域有广泛应用。轴承类型包括NU(外圈双挡边、外圈无挡边),N(内圈双挡边、外圈无挡边),NJ(外圈双挡边、内圈单挡边),NF(内圈双挡边、外圈单挡边),NUP(外圈双挡边、内圈带平挡圈),NJ+HJ(外圈双挡边、内圈带L形斜挡圈),LSL(带盘式保持架),ZSL(带隔片式保持架)以及满装滚子、无外圈、无内圈等多种结构。为了满足不同结构类型、不同材料圆柱滚子轴承的使用要求,保持架的结构类型、材料也有很大的变化,保持架的研究进展确保了圆柱滚子轴承技术的发展进步。
1 冲压保持架结构及特点
圆柱滚子轴承冲压保持架包括乙形、筒形、槽形、组合保持架、M形以及M形带端锁、筒形带端锁等各种结构改进型保持架。
冲压保持架的最大特点是:强度高,可采用更长、直径更大的滚子,承载能力大;重量轻,极限转速高;工艺、设备成熟条件下加工效率高,相对铜保持架成本更低。
圆柱滚子轴承冲压保持架国外用材料一般为冷轧钢,如DC01,SPCC等,国内采用优质碳素结构钢薄钢板,如08F,08,10F,10钢等,达到GB/T 28268—2012《滚动轴承 冲压保持架技术条件》标准规定的力学和工艺性能即可,少部分采用08AL,10AL、不锈钢、黄铜、弹簧钢等[1]。
2 冲压保持架的结构发展
2.1 乙形保持架
圆柱滚子轴承最先采用的是乙形保持架(图1),最初采用外弯爪,逐渐又改制了内弯爪,由梁上的弯爪锁住滚子。该保持架结构相对简单,装配方便,能够满足通用圆柱滚子轴承的使用需求。但是乙形保持架受结构限制,不能增加滚子数量,会影响轴承承载能力和寿命;且模具结构复杂,制造繁琐,当尺寸精度要求较高时不能满足使用条件。其早在20世纪90年代就已经接近淘汰。因此,在JB/T 10337—2002《滚动轴承零件 冲压保持架 技术条件》中未将其列入圆柱滚子冲压保持架类型中,虽然该类保持架至今仍有部分生产和使用,但已经不是主流。
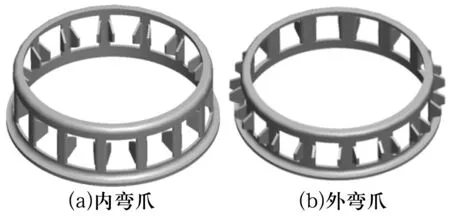
图1 乙形保持架Fig.1 Z-shaped cage
2.2 筒形保持架
筒形保持架(图2)是乙形保持架的优化结构,其窗孔改为成形压坡,代替乙形的弯爪,装配时通过装配模将保持架梁向内压靠,锁住滚子。其结构更加简单,冲压工艺性好,制造精度更高,装配容易[2-3]。
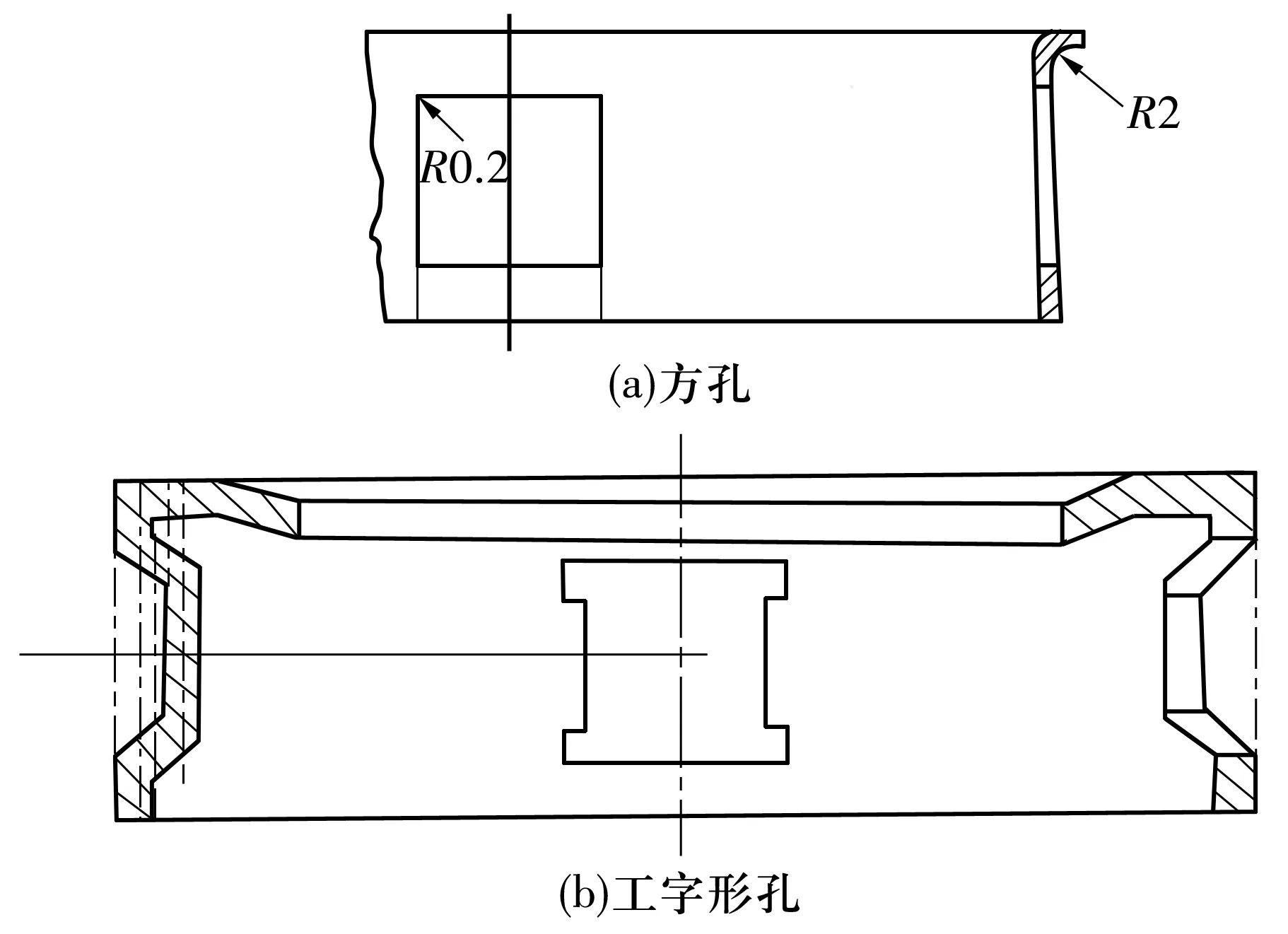
图2 筒形保持架Fig.2 Cylinder-shaped cage
2.3 槽形、双端盖组合保持架
为克服乙形保持架的缺点,出现了槽形保持架[4-7]和双端盖组合保持架[8],这2种结构保持架是目前最广泛采用的圆柱滚子轴承冲压保持架,新的GB/T 28268—2012中也仅列出了这2个类型。
槽形保持架(图3)可以最大限度地增加滚子长度及滚子数量,从而提高轴承的承载能力和寿命。但槽形保持架结构和制造工艺复杂,加工难度大,特别是装配锁点的成形较为困难;装配时不但需要合适的装配模具,且内翻边和锁点容易与滚子干涉(夹滚子)。槽形保持架存在的这些问题几乎都与模具、工装有关,由于模具结构和精度问题,导致产品的几何精度差,使用中出现各种问题。目前槽形保持架在国外圆柱滚子轴承上大量使用,但国内却遇到瓶颈,使用受限。
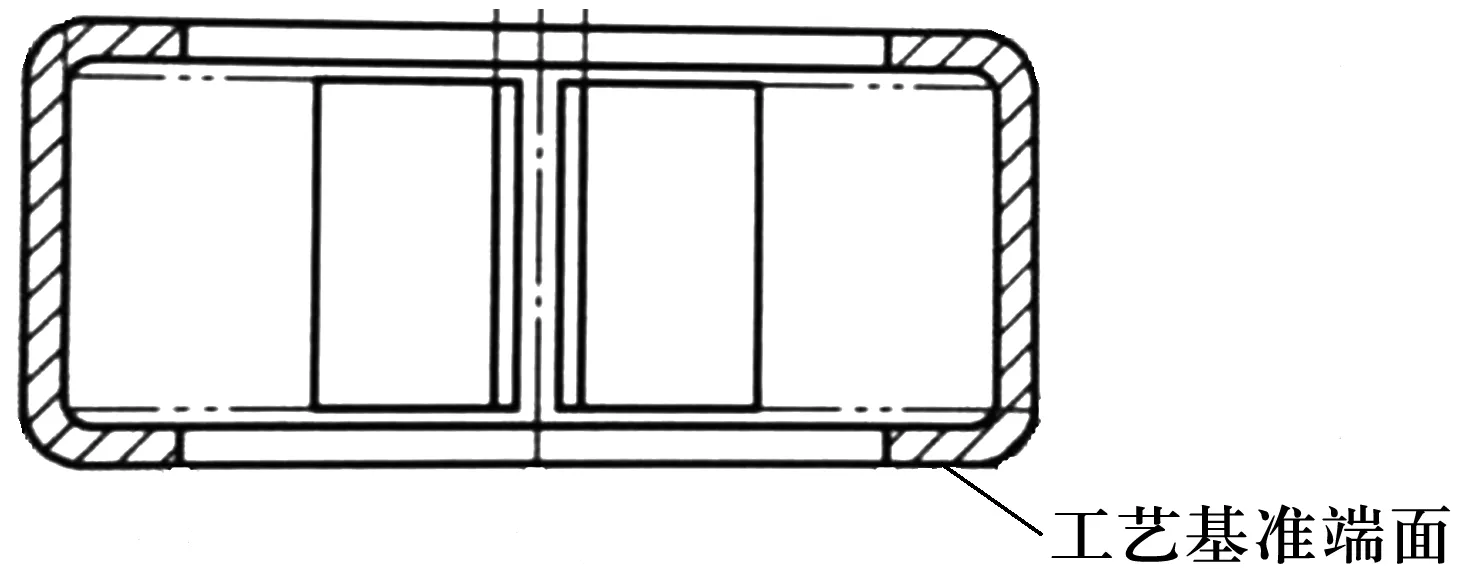
图3 槽形保持架Fig.3 Groove-shaped cage
组合式保持架(由于挡圈、支柱均为冲压、冷拔件,归类为冲压保持架)由支柱和挡圈铆接组成,结构如图4所示。可以形成滚子和保持架组件,该保持架便于储油润滑,生产效率高,但结构强度受支柱的影响,且支柱与滚子的摩擦较大,不适用于高速工况。
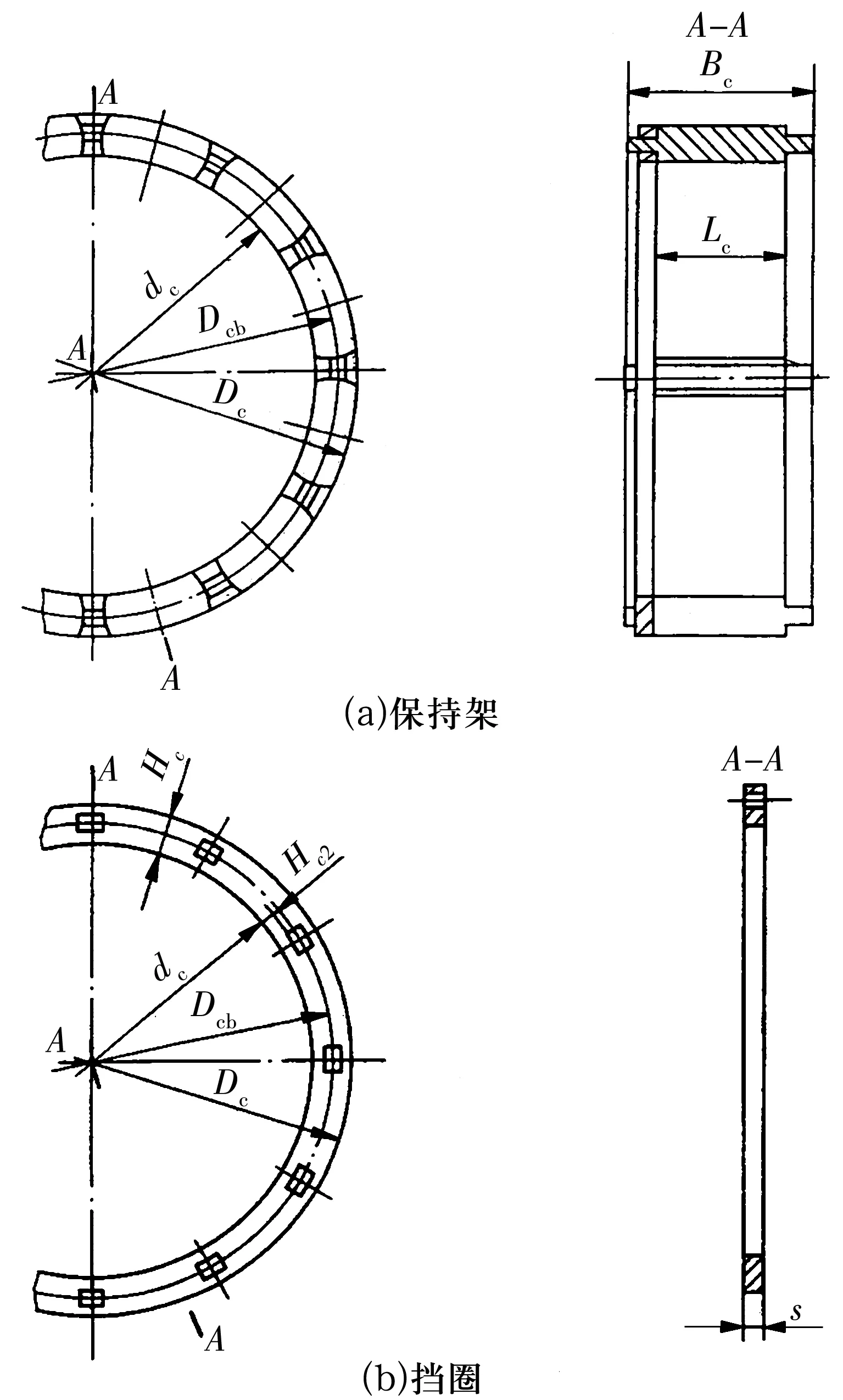
图4 双挡圈组合保持架Fig.4 Double closing ring combination cage
2.4 M形保持架
M形保持架(图5)是借鉴了滚针轴承K形保持架的结构发展而来的,其优点是:滚子与保持架接触面积小,轴承摩擦力矩降低;同时,滚子在轴向与保持架有充分的间隙,因此有利于保持滚子和润滑剂的循环。与槽形和乙形结构相比,M形保持架结构更简单,特殊的表面强化处理可使保持架强度更高,适用于转速较高,离心力和振动较大以及润滑不良的场合。
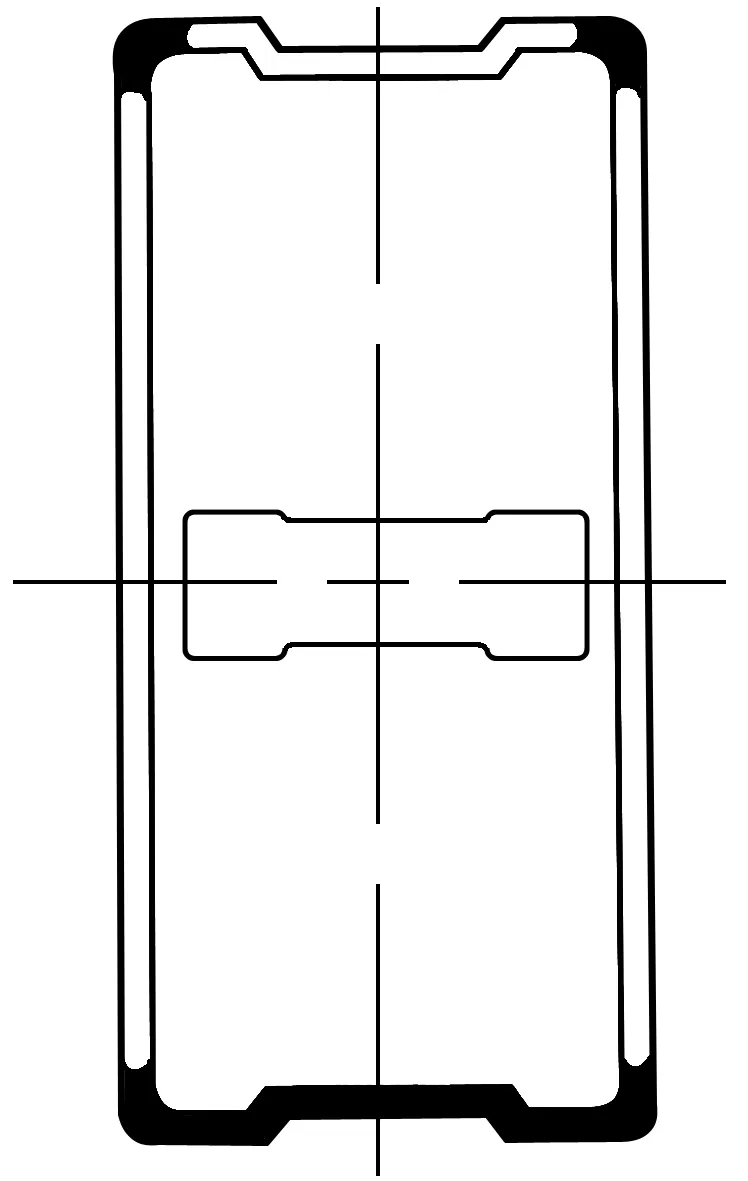
图5 M形保持架Fig.5 M-shaped cage
2.5 带端锁M形、筒形保持架
带端锁M形保持架(图6)具有原M形保持架的各项优点,更重要的是,其可以单独与滚子组成组件,装配时将滚子端面凹穴推入锁点即可,装配更为方便[9]。

图6 M形带端锁保持架Fig.6 M-shaped cage with end lock
某型带端锁筒形保持架[10]结构如图7a所示。该保持架是一种新型结构,其兜孔为圆角矩形,兜孔上沿圆周方向相对应的两侧面均为斜面,且两斜面之间的开口距离沿保持架的径向方向逐渐变大;兜孔相对应两斜面的延长线形成的夹角α为28°;斜面外侧边与保持架内圆周面之间的垂直距离h为1.5 mm(图7b);兜孔两侧面上分别设有弧形或直角形槽口。


图7 筒形带端锁保持架Fig.7 Cylinder-shaped cage with end lock
该保持架在兜孔内设置槽口,使得保持架在装配时容易塑性变形产生压点,进而锁住滚子端面,装配更加容易;可以实现乙形、M形保持架的自锁功能,使滚子加长,直径更大,承载能力更大;相比原筒形保持架更容易保证几何精度,降低轴承噪声。
2.6 小结
圆柱滚子轴承冲压保持架的结构随着冲压模具和材料技术的不断发展而改变,目前国内各类冲压保持架都有应用,未形成明显的替代趋势,逐渐向承载能力和寿命更高(容纳更长、直径更大的滚子),结构简单实用(更容易保证几何精度),加工工艺性好(模具更易制作),装配方便(装配模具简单或不需要装配模)的方向发展。
3 冲压保持架发展趋势
目前国内圆柱滚子轴承冲压保持架技术发展相对缓慢,主要有几个原因:1)轴承设计相对落后,对保持架不够重视,认为保持架这个辅助件的精度和轴承的精度相差太大,能用、不出问题即可,保持架结构类型和制造方法没有深入研究;2)市场对冲压保持架的认识度不够,得不到用户的认可,同等使用条件下能用更贵一点的铜保持架而不用钢保持架;3)研究人才不足,研究深度不够,目前多数改进型、新型保持架为国外产品的测绘,未深究其具体内涵;4)国内冲压设备、模具相对落后,导致产品的几何精度较差,使用性能存在问题。
虽然圆柱滚子轴承冲压保持架在国内的发展遇到一定的问题,但其在高速、重载、长寿命、低噪声性能方面仍具有不可替代的地位。如某压缩机用圆柱滚子轴承的内悬梁黄铜保持架(图8),在转速为4 000 r/min以下时(通用压缩机支承轴承的转速)保持架没有问题,但是当转速提高到5 000 r/min以上时,就会出现保持架断裂故障,改进采用M形冲压保持架(图9),就解决了圆柱滚子轴承的高速问题。

图8 内悬梁黄铜保持架Fig.8 Brass cage with inner hanging beam
随着高速精密冲裁、自动化焊接及整形技术的推广应用,圆柱滚子轴承冲压保持架有向大尺寸段发展和逐步取代实体铜保持架的趋势。冲压保持架技术的发展方向主要在于结构创新,而保持架新结构的开发还依赖于保持架材料和工艺装备水平的提高。
圆柱滚子轴承冲压保持架在国外的应用非常广泛,且有逐渐增多的趋势,主要突破点是结构的创新和加工精度的提高,相信国内的情况随着技术的进步和市场的调节也将会发生变化。
猜你喜欢
航空学报(2022年8期)2022-09-07
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年2期)2020-11-06
哈尔滨轴承(2020年4期)2020-03-17