
注塑模具设计概要
2018-08-22 19:35胡德彪
科学与财富 2018年20期
关键词:模具设计
摘要:本文以一种手机盖为例,通过对其进行注塑模具设计,推荐一种有效的模具设计基本方法。
关键词:模具设计;成型零件;注射量;锁模力
模具设计总体步骤是分析产品零件图-进行必要计算—确定注射机--确定模具主要零件关键尺寸—模具结构设计-模具材料选择-绘制总图--绘制零件图
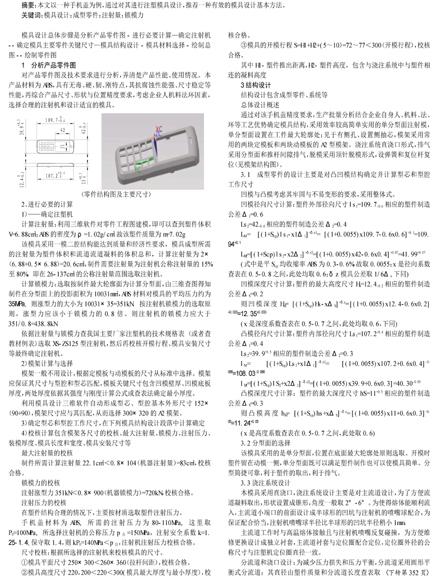
1 分析产品零件图
对产品零件图及技术要求进行分析,弄清楚产品性能、使用情况。本产品材料为ABS,具有无毒、硬、韧、刚特点,其抗腐蚀性能强、尺寸稳定等性能,再综合产品尺寸、形状与位置精度要求,考虑企业人机料法环因素,选择合理的注射机和设计适宜的模具。
(零件结构图及主要尺寸)
2、进行必要的计算
1)——确定注塑机
计算注射量:利用三维软件对零件工程图建模,即可以查到塑件体积V=6.88cm3;ABS的密度为ρ=1.02g/cm3故该塑件质量为m=7.02g
该模具采用一模二腔结构能达到质量和经济性要求,模具成型所需的注射量为塑件体积和流道流道凝料的体积总和,计算注射量为2×(6.88+0.5×6.88)=20.6cm3,制件需要注射量为注射机公称注射量的15%至80%。即在26-137cm3的公稱注射量范围选取注射机。
计算锁模力:选取按制件最大轮廓面为计算分型面,由三维查图得知制件在分型面上的投影面积为10031mm2,ABS材料对模具的平均压力约为35MPa,则涨型力的大小为10031×35=351kN.按注射机锁模力的选取原则,涨型力应该小于锁模力的0.8倍。则注射机的锁模力应大于351/0.8=438.8kN
依据注射量与锁模力查我国主要厂家注塑机的技术规格表(或者查教材例表)选取XS-ZS125型注射机,然后再校核开模行程、模具安装尺寸等最终确定注射机。
2)模架计算与选择
模架一般不用设计,根据定模板与动模板的尺寸从标准中选择。模架应保证其尺寸与型腔和型芯匹配,模板关键尺寸包含凹模壁厚、凹模底板厚度,两处厚度依据其强度与刚度计算公式或查表法确定最小厚度。
利用模具设计三维软件自动形成型芯、型腔基本外形尺寸152×(90+90),模架尺寸应与其匹配,从而选择300×320的A2模架。
3)确定型芯和型腔工作尺寸,在下列模具结构设计段落中计算确定
4)校核计算包含模架各尺寸的校核、最大注射量、锁模力、注射压力、装模厚度、模具长度和宽度、模具安装尺寸等
最大注射量的校核
制件所需计算注射量22.1cm3<0.8×104(机器注射量)=83cm3,校核合格。
锁模力的校核
注射涨型力351kN<0.8×900(机器锁模力)=720kN,校核合格。
注射压力的校核
在塑件结构合理的情况下,主要按材质选取塑件注射压力。
手机盖材料为ABS,所需的注射压力为80-110MPa,这里取P0=100MPa,所选择注射机的公称压力p公=150MPa,注射安全系数k=1.25-1.4,保守取1.4,则kP0=140MPa 尺寸校核:根据所选择的注射机来校核模具的尺寸。 ①模具平面尺寸250×300<260×360(拉杆间距),校核合格。 ②模具高度尺寸220,200<220<300(模具最大厚度与最小厚度),校核合格。 ③模具的开模行程S=H1+H2+(5~10)=72~77<300(开模行程),校核合格。 其中H1-塑件推出距离,H2-塑件高度,包含与浇注系统中与塑件相连的凝料高度 3结构设计 结构设计包含成型零件、系统等 总体设计概述 通过对该手机盖精度要求,生产批量分析结合企业自身人、机料、法、环等工艺优势确定模具结构,采用效率较高简单实用的单分型面注射模,单分型面设置在工件最大轮廓处;见于有侧孔、设置侧抽芯,模架采用常用的两块定模板和两块动模板的A2型模架。浇注系统直浇口形式,排气采用分型面和推杆间隙排气,脱模采用顶针脱模形式,设弹簧和复位杆复位(见模架结构图)。 3.1 成型零件的设计主要是对凸凹模结构确定并计算型芯和型腔工作尺寸 凹模与凸模考虑其牢固与不易变形的要求,采用整体式。 凹模径向尺寸计算:塑件外部径向尺寸ls1=109.7-0.6相应的塑件制造公差Δ1=0.6 Ls2=42-0.4相应的塑件制造公差Δ2=0.4 LM1=[(1+Scp)ls1-x1Δ1]+δz1=[(1+0.0055)x109.7-0.6x0.6]+0.1=109.94+0.1 LM2=[(1+Scp)ls2-x2Δ2]+δz2=[(1+0.0055)x42-0.6x0.4]+0.07=41.99+0.07 (式中是平Scp均收缩率ABS为0.3-0.6%,故取0.0055;x是径向系数查表在0.5-0.8之间,此处均取0.6;δz模具公差取1/6Δ,下同) 凹模深度尺寸计算:塑件的最大高度尺寸HS=12.4-0.2相应的塑件制造公差ΔS=0.2 则凹模深度HM=[(1+Scp)Hs-xΔS]+δz=[(1+0.0055)x12.4-0.6x0.2]+0.033=12.35+0.033 (x是深度系数查表在0.5-0.7之间,此处均取0.6,下同) 凸模径向尺寸计算:塑件内部径向尺寸Ls1=107.2+0.4相应的塑件制造公差Δ1=0.4
Ls2=39.9+0.3相应的塑件制造公差Δ2=0.3
lM1=[(1+Scp)Ls1+x1Δ1]-δz1=[(1+0.0055)x107.2+0.6x0.4]-0.066=108.03-0.066
lM2=[(1+Scp)lS2+x2Δ2]-δz2=[(1+0.0055)x39.9+0.6x0.3]=40.30-0.05
凸模深度尺寸计算:塑件的最大深度尺寸hS=11+0.3相应的塑件制造公差ΔS=0.3
则凸模高度hM=[(1+Scp)hs+xΔS]-δz=[(1+0.0055)x11+0.6x0.3]+0.05=11.24+0.05
(x是高度系数查表在0.5-0.7之间,此处取0.6)
3.2分型面的选择
该模具采用的是单分型面,位置在底面最大轮廓处原则选取。开模时塑件留在动模一侧,单分型面既可以满足塑件制作也可以使模具简单。分型简捷可靠,利于塑件的取出,利于排气。
3.3浇注系统设计
本模具采用直浇口,浇注系统设計主要是对主流道设计,为了方便流道凝料取出,形状设置成锥形,角度一般取2°-6°。为使得熔体能顺利流入,主流道小端口的前面设计成半球形的凹坑与注射机的喷嘴球配合,为保证配合恰当,注射机喷嘴球半径比半球形的凹坑半径稍小1mm。
主流道工作时与高温熔体接触且与注射机喷嘴反复碰撞,为方便维修更换设计成独立衬套,主流道衬套与定位圈配合定位,定位圈外径的公称尺寸与注塑机定位圈直径一致。
分流道和浇口设计:为减少压力损失和压力平衡,分流道采用圆形平衡式分流道;其直径由塑件质量和分流道长度查表取8mm.塑件采用一腔两模注射,为调整冲模时的剪切速率与封闭时间,加工方便采用矩形侧浇口,其深度由ABS制件厚度和成型系数0.7确定,取0.7mm,浇口宽度由凹模内表面面积和成型系数查得,取5.5mm,浇口尺寸尽量按尺寸偏小选取,以便在试模时便于调整。
3.4注塑模具材料的选取
总体根据零件的运用情况并参照设计手册和教材选取
型芯、型腔零件一般要求除一定强度外,还要求耐磨、抗腐蚀、较好的热处理性能,在手册或教材推荐的常用材料—P20、718、NAK80、NAK55、SKD61 、H13、CrWMn中选取,又考虑到手机盖表面要求光滑所以选取抛光性能好的CrWMn为型腔材料,热处理35-40HRC;型芯选P20热处理50-55HRC。
导向类零件包含导柱、导套和导向销等,使用中有相对运动,承受压力和偏载。要求表面耐磨心部有一定韧性在常用材料—T10A、T8A、GCr15、SUJ2中选取。本模具导柱和导向销选择T10A,热处理54-60HRC;导套选择T10A热处理50-56HRC.
模板类零件要求有一定的强度,普遍使用45/55经过调质后使用。
浇注系统零件包含浇口套、拉料杆、分流锥等要求耐磨、耐腐蚀和热硬性在常用材料45、T10A、T8A、P20中选取。
其余材料参见设计手册或教材,也可以按经验选取。
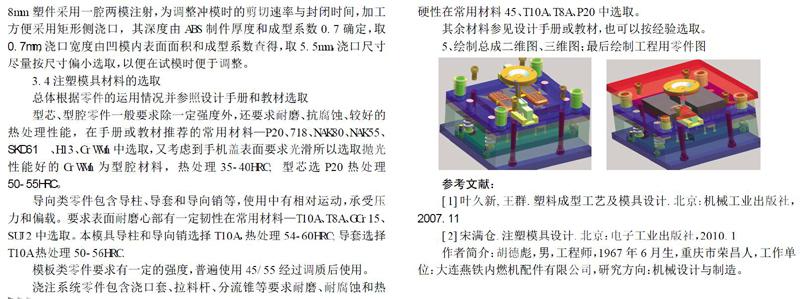
5、绘制总成二维图、三维图;最后绘制工程用零件图
参考文献:
[1]叶久新,王群.塑料成型工艺及模具设计.北京:机械工业出版社,2007.11
[2]宋满仓.注塑模具设计.北京:电子工业出版社,2010.1
作者简介:胡德彪,男,工程师,1967年6月生,重庆市荣昌人,工作单位:大连燕铁内燃机配件有限公司,研究方向:机械设计与制造。
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
现代经济信息(2016年10期)2016-05-24
中国市场(2016年6期)2016-03-07
