
HEESS淬火压床与双推盘炉的联机开发
2018-08-23 02:00刘胜勇
金属加工(热加工) 2018年8期
■ 刘胜勇

扫码了解更多
1. 概述
在信息时代,齿轮等热处理工艺会更加充分利用计算机技术,使热处理生产管理、工艺过程控制、工艺设计与质量预测分析实现高度数字化和智能化。综观国内外汽车齿轮、薄壁类零件热处理工艺与装备技术的发展,总体将朝着高品质、低能耗、环保、智能化方向发展。我公司已列入年度固定资产投资的两台德国HEESS淬火压床迫切要求按期高效稳定地投入使用。从动锥齿轮压淬只是两条STKES-60型双推盘式渗碳压淬、直淬生产线(下称双推盘炉)中的一个环节,HEESS淬火压床与国产Y9050B淬火压床有着本质区别。只有进行HEESS压床与双推盘炉的联机开发,方可实现两条双推盘炉内气体渗碳和直接压淬(模压限形淬火)的全自动生产动作。
2. 方案设计
在图1所示双推盘炉西线中,4台Y9050B压床均位于压淬取料机械手的同侧,安装HEESS淬火压床时,需去掉1号、2号Y9050B淬火压床,将其装于两者中间位置。在双推盘炉东线中,两台Y9050B淬火压床位于压淬取料机械手左右两侧,安装HEESS淬火压床时,仅需去掉左侧Y9050B淬火压床,将其装于原位置即可。基于上述这两种情况,项目组实地调研后,一致认为:HEESS淬火压床嵌入双推盘炉东西线,均要解决如下三项关键问题。
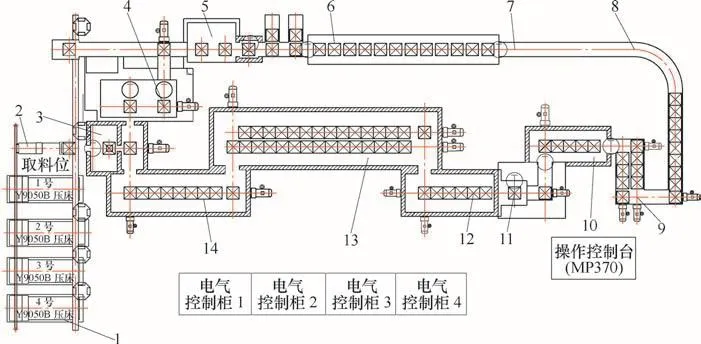
图1 西侧STKES-60型双推盘式渗碳压淬、直淬生产线的平面布局
(1)HEESS淬火压床与双推盘炉的交互信号对接,实现双推盘炉侧全自动控制从动锥齿轮的压淬任务。
(2)HEESS淬火压床在MP370侧位置数据重设。因装料、卸料用悬臂机械手的各个停止位置是在操作控制台MP370侧预先设定并送入S7-400PLC内的,故悬臂机械手无法在HEESS淬火压床的工作上方停靠。唯有更改MP370侧位置数据,方可使悬臂机械手按预设指令到达HEESS淬火压床的工作台处,以备装料、卸料操作。
(3)横梁侧面光电开关的固定位置需要重设。悬臂机械手是否已到达HEESS淬火压床处,经由横梁侧面的光电开关判知并反馈至S7-400PLC内逻辑处理,以进行下一步动作。用户需要根据悬臂机械手到达的实际位置,调整并固定光电开关。
3. 主要实施细节
下面以双推盘炉西线为例,给出HEESS淬火压床与其联机开发的主要实施细节。
(1)分析Y9050B淬火压床与双推盘炉的交互,理清接线并拆解,或改接HEESS淬火压床。
(2)设计HEESS压床与双推盘炉的交互握手,给出图样并安装。
HEESS淬火压床向用户提供了6个无源触点信号。3个输入信号属于炉子给压床,即淬火开始信号、装料完成信号和卸料完成信号;3个输出信号属于淬火压床给炉子,即请求装料信号(机床准备好)、请求卸料信号和工件淬火OK信号。
基于这6个无源触点信号,结合双推盘炉与Y9050B淬火压床的实地连接,从“简单、实用、节能、安全、自动”角度出发,HEESS淬火压床与双推盘炉的交互握手仅选用5个无源触点信号,即淬火开始信号、装料完成信号、卸料完成信号、请求装料信号(机床准备好)、请求卸料信号。
为使悬臂机械手按双推盘炉预设指令到达HEESS淬火压床的工作台处,以满足装料、卸料动作要求,应在MP370侧“料盘手调整参数”中,更改对应淬火压床的位置数据,并写入S7-400PLC内存中固化处理,以免双推盘渗碳炉断电重新起动时,S7-400PLC又恢复为更改前的数据。
其中,2号Y9050B淬火压床的位置数据如图2a所示,替换为HEESS压床后的位置数据如图2b所示,改造前后两台淬火压床的位置数据相差922mm,这意味着横梁侧面的就位感知开关仅稍加调整无法满足自动化要求,必须调整固定座。
在双推盘炉西线MP370侧,经“料盘手调整参数”菜单进入位置数据画面,并将“2号淬火压床”的数据自屏幕上由9612改为8690时,屏显“min 9400,max 9800”提示信息而禁止修改,即变量参数受限制报警。因此,只有借助PC和CP5711通信卡,通过Step7PLC变量表来修改悬臂机械手停止的位置数据。
Step7 PLC中变量表修改2号淬火压床位置数据,步骤如下:
第一,在S t e p7程序界面右键选择插入新对象后,继续选择变量表,即可建立变量表VAT_2#MT。打开VAT_2#MT,在其地址栏内输入2号淬火压床地址DB3.DBD68(见图3)。

图2 双推盘炉西线改造前后位置数据的差异示意
第二,在线监控后,显示9612十六进制形式的状态值为DW#16#0000258C。
第三,将拟要更改的2号淬火压床位置数据8690变为十六进制数DW#16#000021F2后,输入变量表的“修改数值”栏。
第四,依次单击页面内“修改变量”钮和“修改数值”钮,最终在MP370侧屏显2号压床位置数据8690。
手动操作悬臂机械手至2号压床位,机械手准确到达HEESS压床正上方,满足定位要求。
(3)横梁侧面光电开关位置重设,焊接安装座并固定。
双推盘炉上横梁侧面的光电开关,用来判知悬臂机械手(分为托盘手和双齿轮手)在手动或自动方式下,是否已按预设指令达到HEESS淬火压床处,并将状态信息反馈至S7-400PLC内逻辑处理。
由图2可知,横梁侧面的光电开关改造前后的位置数据相差922mm。其中,39S7为托盘手行走至2号淬火压床的就位信号,40S8为双齿轮手行走至2号淬火压床的就位信号。改造前后的位置数据相差巨大,无法经由微调实现位置重设。因此,横梁侧面光电开关39S7和40S8及其安装座需要移位再固定。
先拆掉39S7、40S8后,将两者的固定座自横梁侧面焊割下来;再手动操作托盘手行至2号淬火压床位,使托盘手位于HEESS压床正上方,此时焊接39S7的固定座并安装39S7,做到39S7恰好点亮;三是移开托盘手,手动操作双齿轮手行至2号淬火压床位,使双齿轮手位于HEESS淬火压床正上方,此时焊接40S8的固定座并安装40S8,做到40S8恰好点亮;四是移开双齿轮手,在自动方式下,测试托盘手和双齿轮手的动作是否满足定位要求。
(4)HEESS淬火压床与双推盘炉联机调试。
完成HEESS淬火压床与双推盘炉的电气线路连接,以及机械手停止位置数据的更改等操作后,进入自动化运行调试阶段。
动作顺序依次为“炉子给压床淬火开始信号E4.5=1→压床给炉子请求装料信号A6.3=1→炉子给压床装料完成信号E4.6=1→压床给炉子请求卸料信号A6.4=1→炉子给压床卸料完成信号E4.7=1”,继续下一个工作循环。
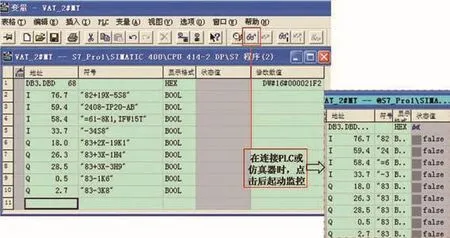
图3 变量表内地址栏输入变量并监控运行
4. 开发难度
HEESS淬火压床与双推盘炉的联机开发,主要遇到下述几方面的难点。
(1)CP5711通信卡无任何借鉴案例。考虑笔记本式计算机故障因素,S7-300PLC和S7-400PLC的在线监控需用USB型CP5711通信卡,稍有不慎,既要面临CP5711无法使用的风险,又要面对双推盘炉S7-400PLC程序修改的急迫局面。
(2)两台双推盘炉的S7-400PLC程序没有任何注释,以前没有下载过。一旦下载错误,双推盘炉可能陷入瘫痪,给企业造成不可估量的损失。
(3)HEESS淬火压床的联机开发属于第一次,由于德方仅提供6个无源触点交互信号,因此只能是自行设计电气线路,既有实地接线后可能不可行的风险,又有延误投产工期而制约公司生产任务按期完成的危险。
(4)项目综合性强。此项目不仅涉及电路设计、程序备份、软件操作、梯形图开发、交互握手等内容,还要设计者实地动手安装。设计者既要熟知双推盘炉的动作,又要熟悉S7-400PLC的操作,还要掌握HEESS压床的原理和电气控制。
5. 生产应用效果
(1)HEESS淬火压床与双推盘炉的联机开发,不仅成功去除了3台国产Y9050B压床,还增设了两台HEESS淬火压床;不仅进行了联机开发,还实现了生产规划的高效运行。
(2)HEESS淬火压床与双推盘炉的联机开发,不仅验证了在用的液压油冷却更改为循环水冷却的可行性,还提升了现场清洁度,使环保性生产上了新台阶;不仅使固定资产投资的进口设备提前就位,还保证了公司热处理压淬任务的完成。
(3)HEESS淬火压床与双推盘炉的联机开发,不仅将两条双推盘炉配置的6台淬火压床成功减为5台,还省却了起冷却作用的2500L L-AN32全损耗系统用油;不仅使得现场布置更加简洁、场地空间更加宽阔,还改用清洁能源——冷却水,企业生产更具良好的环保绿色性。
(4)HEESS淬火压床与双推盘炉的联机开发,汽车行业的热处理车间可参照执行,相关设备的升级改造及融入现代化柔性制造线的思路也值的学习。同时,航空、铁路、船舶等行业的相关设备也可参考借鉴。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
橡塑技术与装备(2022年7期)2022-07-06
科海故事博览·下旬刊(2022年4期)2022-05-07
食用菌(2020年6期)2020-12-21
商品与质量(2020年33期)2020-11-07
机电信息(2020年16期)2020-08-31
机电信息(2020年1期)2020-07-04
现代商贸工业(2018年31期)2018-12-08
制冷技术(2016年4期)2016-08-21
图书馆学刊(2015年8期)2015-12-26
