
某型飞机平尾前缘电阻元件改进技术研究与应用
2018-09-10 03:23代学桂李进秀
航空维修与工程 2018年12期
代学桂 李进秀

摘要:某型飞机平尾前缘采用电热式防(除)冰系统,有效解决了结冰问题。但飞机停放及飞行环境影响易使平尾前缘电阻元件的绝缘电阻值超标。为了解决这个问题,对平尾前缘电阻元件开展研究,通过测试、分析、试验,确定了更换绝缘材料、加温元件材料并改进了制造工艺,对电阻元件进行再制造,有效解决了这个问题,并在某型飞机上进行了使用验证,可为同类飞机尾翼前缘防(除)冰设计、改进提供参考。
关键词:飞机;平尾前缘;电阻元件;改进
0引言
某型运输机为仿制原苏联机型,是国内成熟机种。其平尾前缘采用电热式防(除)冰系统,单机,左右对称配置两件,安装在水平安定面前部。根据该型飞机多年使用情况统计,平尾前缘换件率为82%。报废的主要原因是横向热刀与壳体的绝缘电阻值降低,达不到标准要求,约占97.3%。绝缘电阻值降低将引起平尾前缘供电电路短路或前缘加温效率降低,导致前缘防(除)冰功能失效或减弱,如遇空中结冰,会使飞机操控性能恶化,危及飞行安全。如果能有效解决该机型平尾前缘绝缘电阻值易降低问题,不仅能够提高产品质量,降低维护成本,还可缩短飞机维修周期。
1平尾前缘电加热原理概述
1.1构造和制造工艺
1)构造
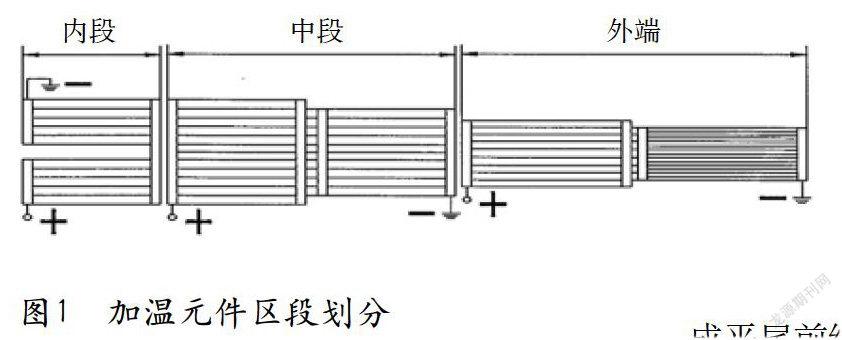
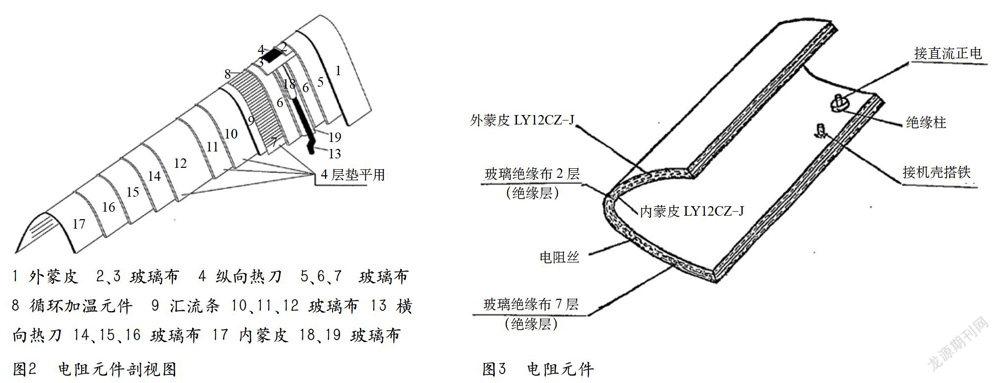
该型飞机平尾前缘由水平安定面前梁对接型材、支撑肋板、蒙皮等结构件和电阻元件铆接组成,电阻元件由内外蒙皮、四层绝缘层夹有电加温元件经胶接而成,为功能件。电加温元件按其工作时间分为恒加温元件(热刀)与循环加温元件,热刀分为纵向热刀和横向热刀。平尾前缘蒙皮不分区段,但夹层内部循环加温元件按电路连接成外段、中段、内段,如图1所示。电加温元件经接线管嘴与平尾防冰配电盒的电源线接通,中段加温元件的负线用接线螺钉接出,通过搭铁线与机体相连,其余各段加温元件的负线直接与电阻元件的铝合金蒙皮铆接搭铁。电阻元件剖视图见图2,组装完成后见图3。
2)制造工艺
平尾前缘的电阻元件由内外蒙皮、四层绝缘层夹有电加温元件利用烘箱真空袋成型工艺经胶接而成,电阻元件通过铆接水平安定面前梁对接型材、支撑肋板、蒙皮等结构件组合成平尾前缘。
1.2原理及功能介绍
当飞机进入结冰区时,人工打开防(除)冰系统开关,纵横向热刀开始通电加温。此时循环加温元件在定时机构的控制下开始周期性工作,每间隔38.5s给内段、中段、外段循环加温元件供电加温。当温度超过50°C时,温度继电器自动断开加温电路,当温度低于40°C时,温度继电器自动接通加温电路。重复循环,达到防冰、除冰的目的。
2平尾前缘电阻元件研究及验证
2.1故障形式及原因分析
根据使用情况统计,该型飞机平尾前缘换件率为82%,报废的主要原因是横向热刀与壳体的绝缘阻值降低,约占97.3%,中段循环加温元件电阻值超差,约占2.7%。分析认为产生故障的主要原因有以下几点。
1)该型飞机平尾前缘是仿制前苏联20世纪50年代的产品,由于受到当时的材料和工艺条件制约,缺陷较多,如胶粘剂易吸潮、层压结构疏松等。
2)采取烘箱真空袋成型,温度均匀性差,升降温速率不易控制,并且成型压力低,电阻元件成型后绝缘材料结构疏松,湿热空气易侵入机件,长期累积造成绝缘电阻值降低。
3)飞机飞行环境恶劣,长时间的高温、高湿及紫外线作用导致电阻元件周边密封材料老化,电气元件及绝缘材料受潮,从而导致绝缘电阻值降低。
4)接线管嘴与支座连接处没有进行密封,分解发现此区域有腐蚀现象,也是造成绝缘电阻值降低的原因之一。
5)循环加温元件的材料为锰白铜丝,排列间距约为0.5mm,该元件在制造过程中电阻丝易搭接,通电时搭接部位电阻值减小、电流增大,易烧断,导致电阻丝并联排列的电加温元件电阻值增大。
2.2平尾前缘再制造的工作内容
该型飞机平尾前缘由水平安定面前梁对接型材、支撑肋板等结构件和电阻元件等功能件组成,再制造的主要工作内容就是对结构件进行离位检修,原位装配。在保持原有标准不变的前提下,利用先进的、成熟的材料、工艺、设备对电阻元件进行改进、制造及试验验证。
2.3电阻元件改进研究
1)绝缘材料改进
绝缘材料由热强布290改为预浸料BMS8-79,1581和BMS8-79,120。上述材料均为无碱玻璃布,材料性质没有改变,但材料经纬方向的密度(根/cm)提高1倍左右,有利于提高产品的密封性能。材料的物理性能比较见表1。
2)胶粘剂改进
用于胶接内外蒙皮、绝缘层及电加温元件的胶粘剂由X98-14缩醛胶液改为BMS5-101,5级胶膜。此胶膜具有良好的绝缘性、阻燃性和尺寸稳定性,厚度均匀,克服了涂刷胶液厚度不均、用胶量不易控制的缺点。
3)成型工艺改进
平尾前缘电阻元件成型工艺由烘箱真空袋成型改为热压罐成型,有效解決了烘箱真空袋成型加压压力小、加压点不可控、温度均匀性差、升降温速率不易控制等缺点。可按工艺需求加大固化压力,控制升降温速率,提高胶接强度,使层压结构更加紧密,潮湿空气及有害气体不易进入机体,提高了产品的密封性能。
4)增加密封措施
为增加密封性,在管嘴与支座配合处铺贴了一层预浸料BMS8-79,1581进行密封。
5)循环加温元件电阻材料改进
循环加温元件电阻值超差,主要是由于电阻丝搭接,通电工作时电流增大,电阻丝烧断所致。因此,借鉴该型飞机平尾前缘循环加温元件所用材料,用不锈钢网条代替锰白铜丝作为循环加温元件电阻材料,有效解决了铜丝在排列和胶接过程中发生的易搭接问题。
6)循环加温元件汇流条材料改进
循环加温元件汇流条材料由铅黄铜HPb59-1改为紫铜T2。紫铜T2的电阻率为0.017uΩ·m,低于铅黄铜HPb59-1的电阻率0.065uΩ.m,在汇流条长度和面积不变的情况下,电阻值降低能够提高导电性能和焊接性能。
7)循环加温元件焊接工艺改进
循环加温元件电阻材料和汇流条材料改变后,大面积手工锡焊已不能保证不锈钢网条与紫铜汇流条的焊接质量,因此将焊接方式由锡焊改为银钎焊,改进前后的焊接剖面示意图如图4所示。改进后具有的优点:焊接接头由点接触改为面接触,增加了焊接强度,并且克服了锡焊耐低温性能差的弱点。
2.4试验验证
1)加温元件的电阻值测量
在常温常压下,将1:1试验样件放在专用台架上,用数字直流微电阻测量仪测量各组加温元件电阻值,实测数据见表2。
2)冷状态下的绝缘电阻值测量
将试验樣件放在专用台架上,用2.5级直流500V兆欧表测量样件横向热刀与壳体之间、横向热刀与各段循环加温元件之间的绝缘电阻值,实测值为500MΩ,满足不小于50MΩ的设计标准要求。
3)热状态下的绝缘电阻值测量
将试验样件放入烘箱中,加温至60℃,保温1h,用2.5级直流500V兆欧表测量横向热刀与内外蒙皮(即壳体)之间、横向热刀与各段循环加温元件之间的绝缘电阻值,实测值为200MQ,满足不小于1MΩ的设计标准要求。
4)抗电强度试验
用功率不小于0.5kVA、频率为50Hz的耐电压测试仪对电阻元件的4组横向热刀、1组中段循环加温元件进行抗电强度试验,将电压由最小值均匀升到750V,保持1min,然后逐渐将电压降低到最小值,断开电路。试验过程中无击穿、跳火或电晕现象,符合设计标准要求。
5)电流强度试验
在常温常压下,将试验样件放在托架上,接上直流电源,将供电电压调整为12V,通电时间设定为lmin,手感循环加温元件工作区域应发热,记录此时的供电电流。按公式(1)计算得到的工作电流见表3。
I(工作)=26I(实测)/12(1)
6)恒定湿热试验
将试验样件放入烘箱中,湿度调至98%,加温至42°C,保持24h,取出样件在5min内用2.5级直流500V兆欧表分别测量横向热刀与壳体之间、横向热刀与各段循环加温元件之间的绝缘电阻值,均为500MΩ,满足不小于50MΩ的设计标准。
7)循环加温元件烧断试验
在常温常压下,用数字直流微电阻测量仪测量试验样件内段循环加温元件的电阻值,并做好记录。将50DK/J数字测温表热电偶端用高温胶带粘贴在试验样件内段循环加温元件部位相对应的外蒙皮区域,待温度值显示平稳后,记录环境温度。
接通直流电源开关,连续给内段循环加温元件通28.5V直流电,直到试验样件内蒙皮鼓包,随时观察内蒙皮鼓包的变化情况,记录通电时间和温度变化值。闻到试验样件有烧糊气味后停止供电,将样件冷却至常温,并用数字直流微电阻测量仪测量试验样件其电阻值并做好记录。
对内段循环加温元件做x光检测,检查不锈钢网条有无断丝现象。
试验结果见表4。
2.5试验结果分析
试验结果表明,试验样件在常温常压下各组加温元件的电阻值、在冷热状态下横向热刀与壳体以及横向热刀与各段循环加温元件之间的绝缘电阻值、各段循环加温元件的电流强度等指标均符合某型飞机技术标准要求,抗电强度试验合格。试验证明,即使电阻元件烧坏,各段循环加温元件电阻丝也不会烧断,在规定的循环周期内能够满足飞机平尾前缘防(除)冰要求。
3应用情况
该技术已应用于某型飞机多个型号的平尾防冰前缘再制造,装机使用百余件,安全飞行数万小时、十余个日历年。历经各种飞行条件的考验,无绝缘电阻值降低情况的反馈。该技术应用于国产某型飞机平尾防冰前缘再制造,已装机使用数十架份,经外场跟踪监测,产品性能稳定,无绝缘电阻值降低情况的反馈。
猜你喜欢
环球时报(2022-05-30)2022-05-30
作文周刊·小学一年级版(2017年9期)2017-06-20
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
小学生导刊(低年级)(2016年8期)2016-09-24
幼儿智力世界(2016年6期)2016-05-14
科普童话·百科探秘(2009年6期)2009-07-14
