
非规则结构件铣削加工低变形走刀方式有限元分析*
2018-10-09 07:18王明海赵明月郑耀辉马书娟李晓鹏
组合机床与自动化加工技术 2018年9期
王明海,赵明月,郑耀辉,王 奔,马书娟,李晓鹏
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳 110136)
0 引言
随着航空工业的快速发展,飞机结构件也向着大型化和整体化方向改进,例如:机匣、整体框、梁、翼肋等。
为了满足气动外形的要求,与飞机蒙皮配合的结构件弯边部位具有较高的轮廓度要求,具备这些特征的非规则航空结构件普遍存在加工变形超差的问题。其中由毛坯残余应力引起的加工变形不仅在加工过程中产生,影响加工精度及加工效率;在后续的装配阶段和使役阶段仍然持续发生变形,影响装配性能和维护性能[1-3]。在航空结构件的全生命周期内控制残余应力引起的加工变形已经成为航空制造领域的研究难点。针对基于残余应力的加工变形预测及控制技术,国内外开展了大量的研究工作:Nervi Sebastian[4]提出了规则板材结构残余应力引起加工变形的理论解析方法;Keith A Young[5]采用数值模拟方法研究了残余应力对铣削加工变形的影响;A storm[6]、孙杰[7]等基于有限元“生死单元”技术开展了规则结构件加工变形预测方法的研究;刘海涛等[8]提出了规则圆环柱体残余应力释放-重新分布-变形过程的理论解析方法;王立涛、郭魂等[9-10]采用数值模拟的方法研究了走刀路径对残余应力分布规律及其加工变形的影响;黄志刚等[11]研究了基于残余应力的奇偶铣削、偶奇铣削和顺序铣削三种加工顺序下零件的变形预测。国内外相关研究存在的主要不足为,由于非规则结构件数控加工走刀轨迹的复杂性以及有限元仿真软件功能/仿真效率的限制,无法针对具有曲线等复杂走刀轨迹的结构件加工变形进行有限元准确仿真预测,限制了加工变形有限元预测方法的工程适用性和实用性。
论文提出一种符合非规则结构件切削工艺过程的加工变形有限元仿真预测方法,能够按照复杂走刀轨迹加工过程进行有限元仿真分析,采用该方法进行有限元仿真试验,通过试验结果对比,开展了飞机翼肋结构件数控加工走刀方式的研究。
1 非规则结构件有限元模拟的理论解析
残余应力是存在于构件内部在没有外载荷作用下保持内部平衡的应力。未切削前,结构件处于自平衡状态,结构内部任意界面内的合力与合力矩满足式(1)、式(2)。

(1)

(2)
图1为典型飞机翼肋有限元仿真模型剖切图,其中槽的毛坯余量按照深度方向分层逐步去除,采用有限元软件模拟其残余应力释放-变形-重新分布迭代过程,具体理论解析过程如下:

图1 翼肋残余应力释放/重新分布过程模拟
(3)
为了证明公式(3)的正确性,开展如下验证试验:
首先,在ABAQUS软件中建立一个20×10×8mm的长方体部件,设置弹性模量为70GPa,泊松比为0.33,单元尺寸为1mm,单元类型为C3D20,在高度方向单元上对称施加S11为20MPa的残余应力,采用“生死单元”技术,去除第一层单元,长方体产生弯曲变形,初始残余应力与重新分布残余应力仿真结果如表1所示。其次,输出各个节点的变形位移数据,把位移数据转换为指定格式。然后,建立和上面相同的有限元仿真模型,但不施加残余应力,采用文献[12]的软件功能施加位移约束,长方体产生变形,从而获得变形对应的内部应力,其数据如表1所示。
从表1可知,通过公式(3)计算的残余应力重新分布值与有限元仿真结果误差不超过6%,验证了公式(3)的正确性。表1中编号为630、1358和2086单元的误差较大,是因为其位置的六面体单元变形较大,如图2所示,质心与积分点处的应力差别较大导致。

表1 公式、有限元计算的重新分布残余应力比较数据

图2 单元编号及变形应力值
2 模拟复杂走刀轨迹的有限元仿真方法
应用ABAQUS等有限元软件,采用三维动态显式中心差分算法进行金属切削的模拟仿真,只能定义直线、圆弧等简单的切削走刀轨迹,并且仿真效率低、断裂准则难以合理设置、仿真过程不易控制,所以不适应于大尺寸非规则结构件的模拟。采用静态隐式算法(Newmark法)结合“生死单元”技术,可以进行大尺寸规则结构件的基于残余应力的加工变形模拟仿真。应用“生死单元”技术,需要按照切削加工的走刀轨迹和单位去除体积,通过人机交互方式人工选择被“杀死”的单元组(多个有限元单元的集合);或者采用有限元软件二次开发技术,根据有一定规律的单元编号实现单元组的自动智能选择。对于非规则结构件,由于走刀轨迹存在样条曲线等复杂路线,单元类型多为非规则的四面体或楔形,且单元编号顺序杂乱、无规律性,通过人工或者自动方式难以实现单元组的正确选择,因此,该方法不适用于非规则结构件的切削加工过程模拟。
针对上述问题,论文基于“生死单元”技术,提出一种模拟非规则结构件切削过程的加工变形有限元仿真预测方法,能够依照复杂走刀轨迹进行有限元仿真分析。该方法重点解决了在模拟走刀轨迹复杂、单元类型多样、单元形状不规则、单元编号不规律等条件下,被“杀死”单元组准确、高效选择的技术难题。以某飞机翼肋结构件为例,如图3所示,该方法具体实现步骤如下:

图3 模拟翼肋走刀轨迹的有限元仿真方法
(1)使用三维CAD软件分别建立零件模型和被去除毛坯的总体模型;
(2)根据轴向切深ap把毛坯模型分割为多个切削层子模型,以径向切宽ae为偏置距离,偏置出分割模型使用的曲面,把切削层子模型分割成多个走刀轨迹子模型;
(3)在ABAQUS软件中,导入上述建立的各种结构模型;
(4)建立多个静态隐式分析步,基于加工顺序,依次在分析步中使用“生死单元”技术杀死单元组,进行加工变形的有限元仿真预测。
3 非规则结构件低变形走刀轨迹方式的优化
加工多槽结构件,走刀轨迹常采用“层优先”(加工顺序为1-4-2-5-3-6)和“深度优先”(加工顺序为1-2-3-4-5-6)两种方式,如图4a所示。对于每一切削层,可以采用从内向外(加工顺序为4-3-2-1)和从外向内方式(加工顺序为1-2-3-4)切削,如图4b所示。
从残余应力释放/重新分布过程的有限元模拟理论可知,释放的残余应力只有通过相邻接触表面才能实现力的传递和变形的传递。因此,为了限制形位公差要求较高部位的加工变形,可以先切断该部位与其它去除部位的连接,减小后续残余应力释放对其的影响。基于“先切断”原理,论文提出一种“沿轮廓深度优先”走刀方式,先沿零件轮廓切削到槽的底面,再按照“层优先”或“深度优先”方式切除剩余部位,如图4c所示(其中1~8为材料的去除顺序)。该走刀方式可以有效减小结构件轮廓部位由残余应力引起的加工变形,进一步,可以只对形位公差精度高的轮廓部位进行局部的“沿轮廓深度优先”切削,实现该部位加工变形的控制。

(a) 层优先与深度优先

(b) 从内向外与从外向内

(c) 沿轮廓深度优先图4 走刀轨迹方式示意图
4 有限元仿真试验验证
为了开展走刀方式影响加工变形规律的研究,以翼肋结构件为例,分别进行“层优先”、“深度优先”和“沿轮廓深度优先”走刀方式条件下的加工变形有限元预测试验。毛坯采用7075预拉伸板材,外形尺寸为212×76×26mm;刀具选用直径为12mm的立铣刀,轴向切深为6mm(槽深度方向分为4层),径向切宽为8mm;不考虑切削力和铣削加工产生的二次残余应力对加工变形的影响。
4.1 有限元仿真模型的建立
按照论文提出的模拟非规则结构件切削过程的加工变形有限元仿真预测方法,建立有限元仿真模型。为了便于试验验证,简化翼肋右侧的结构,只保留两个槽结构。
单元尺寸为2mm,单元类型C3D20,将每层走刀轨迹子模型的单元选择为一个单元组。实际加工时采用真空吸盘吸附腹板底面进行装夹,边界约束条件设置为结构件底面固定。根据走刀轨迹子模型的数量,建立多个静态隐式分析步,按照不同走刀方式的加工顺序,依次在分析步内添加“生死单元”技术关键字。
4.2 残余应力的施加
依据文献[14]给出的7075预拉伸板材残余应力分布曲线,进行离散处理,得到轧制方向(X方向)及横向(Y方向)沿毛坯高度(Z方向)分布的残余应力施加数据,如图5a所示,从图中可知,两个方向的残余应力在Z方向上均为对称分布;施加后的应力分布如图5b所示。

(b) 施加后的应力云图图5 残余应力施加数据及施加结果
4.3 加工变形仿真结果及分析
翼肋结构件加工变形有限元仿真结果如图6所示,该结果为采用“层优先”走刀方式从内向外切削的变形结果,加工变形趋势与文献[15-16]结构规则化后的仿真结果相同,验证了论文仿真方法的正确性。

图6 加工变形仿真结果
以轮廓度要求较高的外弯边顶部边缘为参考路径,分析路径上各节点在切削过程(不同分析步)轮廓最大变形,外弯边顶部边缘不同走刀方式的最大变形曲线如图7所示,仿真结果分析如下:
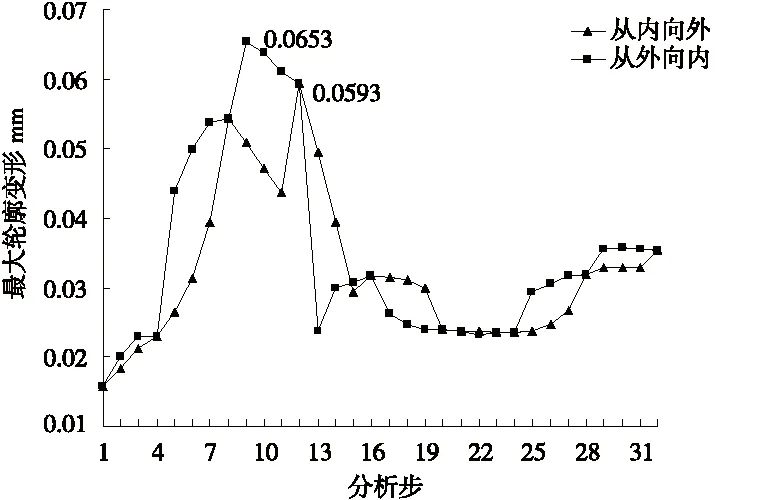
(a) 深度优先走刀方式
(b) 层优先走刀方式

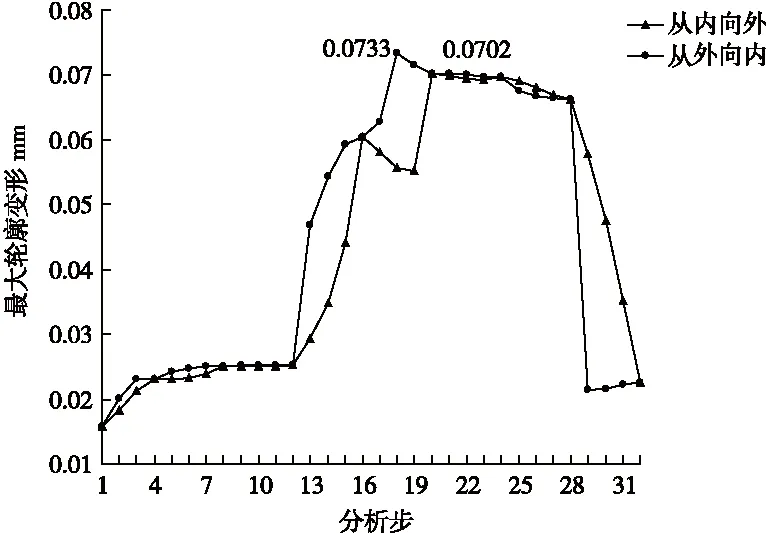
(c) 沿轮廓深度优先走刀方式

(d) 三种走刀方式比较图7 外弯边顶面边缘轮廓最大变形曲线
(1)从图7a可知,采用“深度优先”走刀方式,在毛坯中面以上部位切削时(1~8分析步),加工变形逐渐增大;继续切削中面以下部位时(9~16分析步),残余应力对称释放,加工变形逐渐减小;并且,每一层从外向内切削可以减小加工变形,相对于从内向外切削,最大变形降低了10%。采用“层优先”走刀方式,从内向外切削加工变形较小,但与从外向内切削差别不大,如图7b所示。
(2)采用“沿轮廓深度优先”走刀方式把槽的周边轮廓与其它部位切断后,后续部位的切削对轮廓加工变形影响较小,尤其是采用“深度优先”方式切削,如图7c所示。
(3)从图7d可知,采用“沿轮廓深度优先”走刀方式,外弯边加工变形显著减小,最大变形比“深度优先”方式降低了18%,比“层优先”方式降低了38%,并且该方式在切削过程中大变形状态持续时间最短。
5 结论
通过有限元方法仿真了不同走刀方式对翼肋结构件加工变形的影响可以得出以下结论:
(1)论文阐述了非规则结构件残余应力影响加工变形的有限元仿真模拟过程机理,修正了残余应力重新分布的解析公式。
(2)使用预拉伸铝板铣削翼肋结构件,相对于“层优先”,采用“深度优先”走刀方式的加工变形更小,说明只有在残余应力对称分布方向上进行对称切削才能减小加工变形,而在其它方向上进行对称切削,并不能实现加工变形的有效地控制。
(3)有限元仿真试验结果验证了“沿轮廓深度优先”走刀方式对减小加工变形的有效性,证明了“先切断”理论的正确性;
(4)同一切削层内,“深度优先”采用 “从外向内”走刀方式,“层优先”采用“从内向外”走刀方式可以降低加工变形。
猜你喜欢
工具技术(2022年1期)2022-03-30
装备维修技术(2021年20期)2021-03-29
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
中国交通信息化(2017年4期)2017-06-06
制造技术与机床(2013年12期)2013-09-27
