牛栏山酒厂堆垛机可靠性因素研究
2018-11-26 01:58韩春宇王成林魏金旺
制造业自动化 2018年11期
韩春宇,王成林,魏金旺,刘 斌
(1.北京物资学院,北京 101149;2.北京顺鑫农业股份有限公司牛栏山酒厂,北京 100000)
0 引言
堆垛机是自动化立体仓库的核心设备,负责整个自动化立体仓库货物的入库与出库。牛栏山酒厂自应用堆垛机技术后,仓储作业人员由最初的106人减少至49人,库房租金由最初的596.5万减少至65.6万,明显提高了仓储作业效率,并基于此建立了先进的生产链,企业效益显著提高,但随着堆垛机投入使用时间的加长,堆垛机运行越发不稳定,造成出入库作业的停滞,造成企业损失,为了更好的发挥堆垛机高效率作业的优势,堆垛机的可靠性因素研究尤为重要。
1 牛栏山酒厂堆垛机突出问题
1.1 牛栏山酒厂堆垛机功能实现过程
堆垛机是自动化立体仓库的核心设备,具有自动存取货物的功能,实现自动存取货物的功能需要多种技术作为支撑,所以堆垛机是一种涵盖了电气控制技术、机械技术、计算机控制技术、网络通讯技术的高集成复杂设备,功能具体实现过程如下描述。
以入库功能为例,控制系统模块下的计算机系统下达指令,网络通讯模块的信号发射器发送至堆垛机主体移动接收器,电控模块激光测距仪定位巷道方向位置,载货台激光条码装置控制载货台在竖直方向上的定位,并且通过控制系统模块的行走变频器和提升变频器,控制驱动电机转速,堆垛机到达巷道口,由电控系统模块的载货台探测装置探测位置确定有货后,货叉伸缩,由电控系统模块的行程开关和装块确定伸叉、缩叉位移,货物放置载货台,并由电控系统模块的货形检测装置进行货形检查,合格后,电控模块激光测距仪定位巷道方向位置,载货台激光条码装置控制载货台在竖直方向上的定位,并且通过控制系统模块的行走变频器和提升变频器,控制驱动电机转速,堆垛机到达巷货位,由电控系统模块的载货台探测装置探测该货位确定无货后,由电控系统模块的行程开关和装块确定伸叉、缩叉位移,将货物放入指定货位,具体如图1所示。
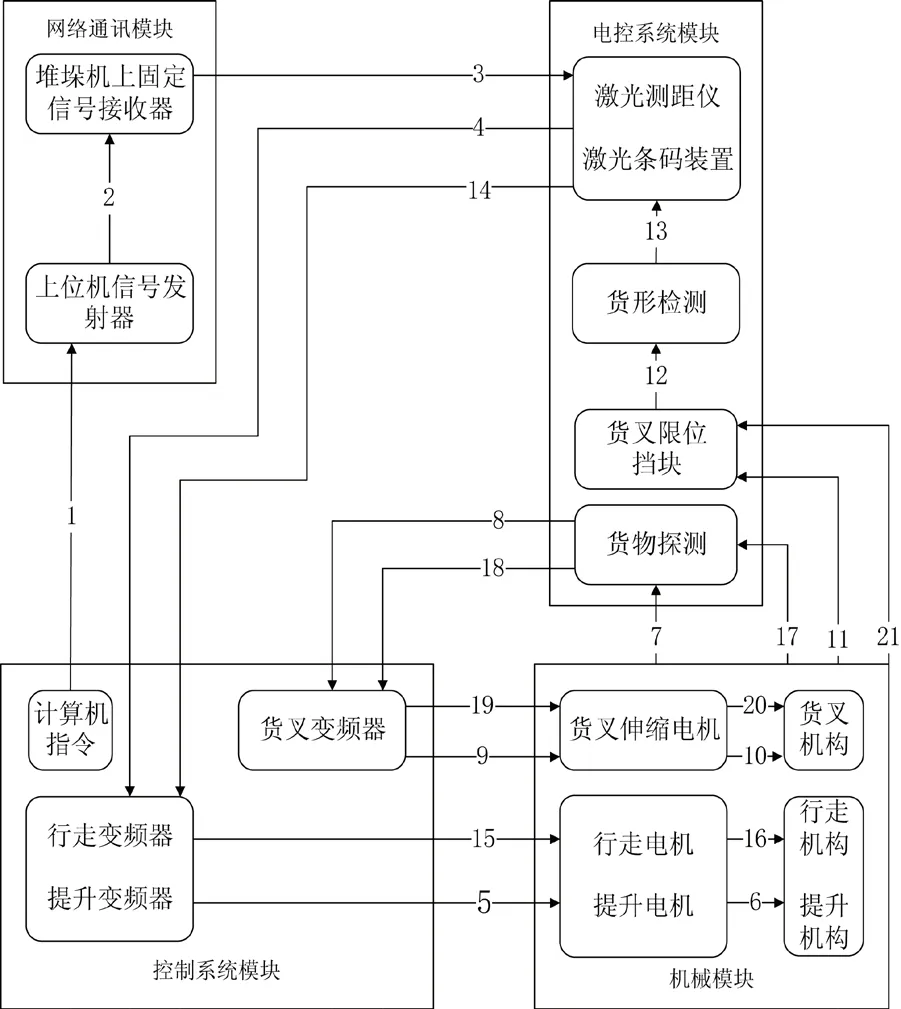
图1 堆垛机系统出入库功能实现过程图
1.2 牛栏山酒厂堆垛机可靠性问题
牛栏山酒厂自动化立体仓库共设有20个巷道,配备20台堆垛机,每台堆垛机高18米,负责整个酒厂的白酒货品出入库,随着堆垛机投入使用时间的加长,堆垛机的可靠性显著降低,严重影响了牛栏山酒厂白酒货品的销售与生产,给企业带来了一定的损失,并造成了重大的安全隐患。根据图1对堆垛机功能模块的划分,分别总结如下问题。
1.3 机械模块可靠性问题
1)牛栏山酒厂堆垛机在运行过程中振动较大。堆垛机振动加大,不仅损害堆垛机主体结构,还会影响电控系统模块、控制系统模块以及网络通讯模块中的电子元器件的可靠性,造成电子元器件之间接触不良,甚至可能损坏电子元器件。
2)牛栏山酒厂地轨、行走轮与导向轮磨损严重。磨损增加导致振动增加,导致运行不稳定,从而导致其他机械零部件的损伤,影响驱动机构的电流变化,导致行走变频器报警,造成堆垛机的急停。
3)堆垛机系统货叉伸缩出现故障。堆垛机货叉伸缩过程中有卡死现象,内部有零件损坏,外部有一定程度的形变,导致货叉的伸缩动作不流畅,驱动电机电流增大,货叉伸缩变频器报警,造成堆垛机的急停。
4)堆垛机系统提升机构发生故障。载货台位置有改变,导致提升链条方向不竖直,提升阻力变大,从而驱动电机电流变大,提升变频器报警,造成堆垛机急停,另外有链轮发生损坏,导致提升动作无法完成。
2 控制系统模块可靠性问题
1)牛栏山酒厂堆垛机系统变频器时常出现报警现象,导致出入库作业的中断。
2)牛栏山酒厂堆垛机系统对于货位的分配采用随机分配模式,对货物的规划入库出库规划控制不足,导致某条巷道堆垛机发生故障后,其他巷道没有足够相应的货物作为补充。
2.1 电控系统模块可靠性问题
牛栏山酒厂堆垛机系统块经常有报警错误的情况,尤其是货形检测,经常出现报警错误的现象,导致出入库作业时有中断。
2.2 网络通讯系统可靠性问题
牛栏山酒厂堆垛机系统时常出现失联现象,导致任务指令无法被及时完成。只能通过维修或者网络恢复才能进行工作,造成了出入库的停滞。
3 牛栏山酒厂堆垛机可靠性因素分析
3.1 堆垛机可靠性因素概述
堆垛机系统是个集成度很高的复杂系统,其本身的可靠性由各个子系统模块的可靠性所决定,所以堆垛机系统可靠性是所有子系统模块可靠性的综合体现。并通过以上的论述,可以得到堆垛机系统可靠性概念组成和影响的主要因素,如图2所示。
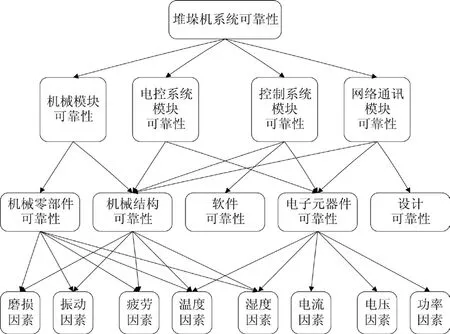
图2 堆垛机系统可靠性概念图
3.2 基于FMECA与FTA堆垛机可靠性分析
通过在牛栏山酒厂进行实地考察,并对现场20台堆垛机的故障记录进行了整理,从2017年5月到2018年4月共统计348条故障记录,并记录了每种故障的检测方式与平均修复时间,并根据FMECA计算出每种故障的危害度Cr[1],具体如表1所示。
其中各个故障危害度Cr计算公式为:

其中,Ki为该种故障的严酷度,即该种故障对产品完成任务的影响程度[2],基于堆垛机工作特点,用该种故障的维修时间ti与堆垛机单位工作时间T的比值来表示;Fi为该种故障出现的频率,用该种故障出现的频次ni与总的故障数N的比值来表示。
如表1所示,其中故障F01~F08属于电气系统故障,故障F09~F12属于机械故障,故障F13为网络通讯故障,F14为控制系统故障,可知牛栏山酒厂堆垛机系统故障问题已经遍布整个堆垛机系统,堆垛机可靠性显著降低。根据表1统计的个种类故障的危害度,进行了对比分析,如图3的危害度柱状图所示。
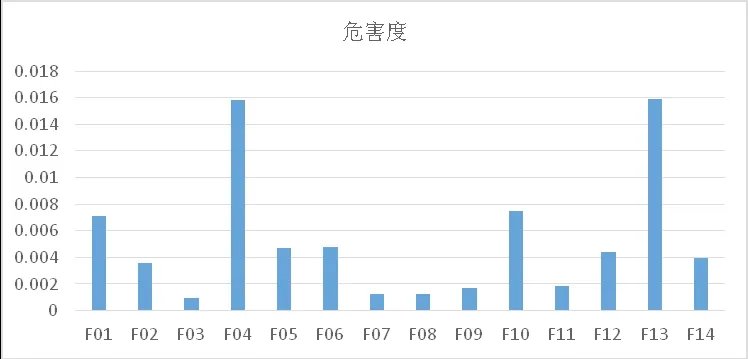
图3 危害度柱状图
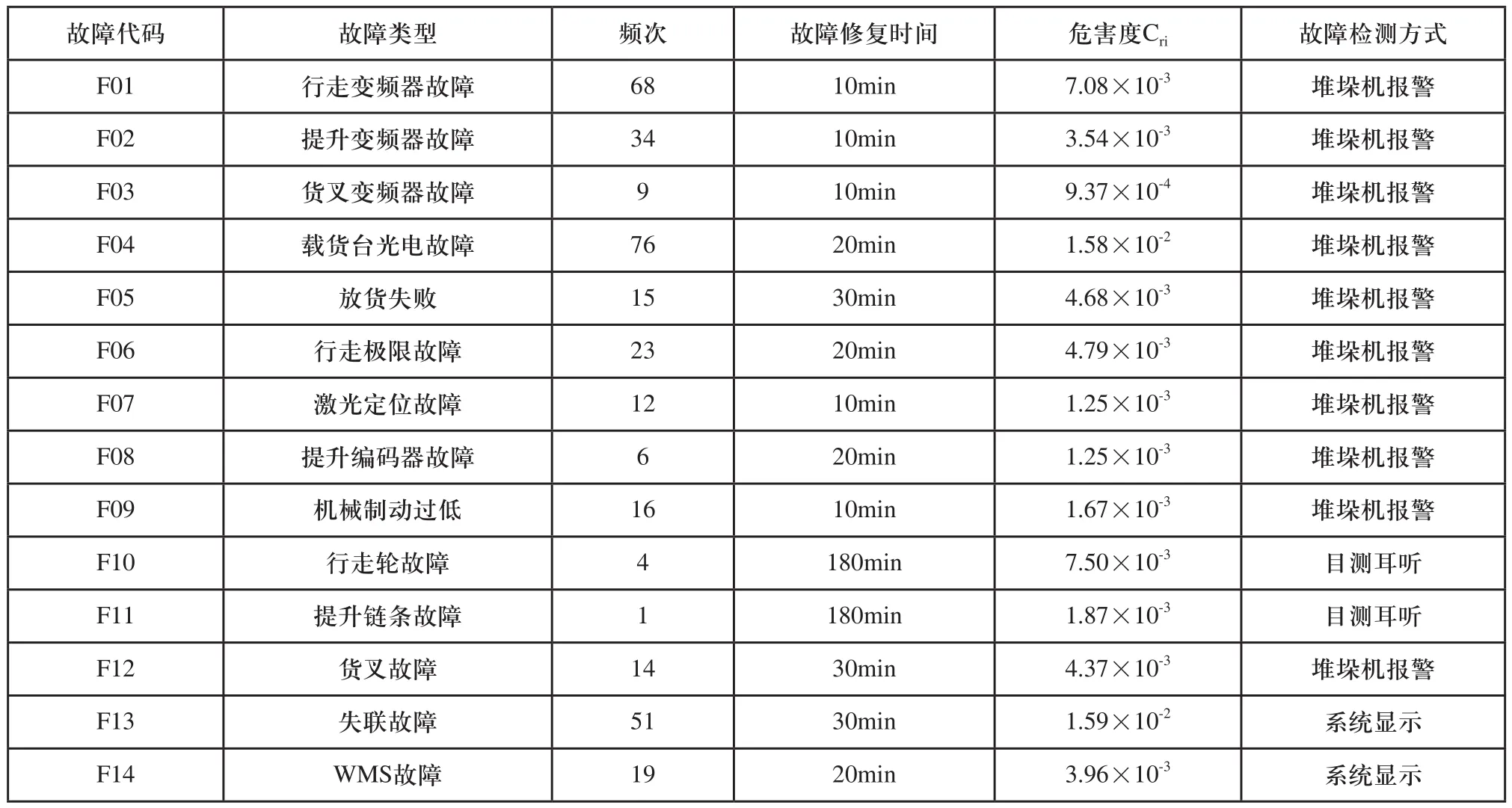
表1 牛栏山酒厂故障统计及危害度表
如图3所示,14种故障危害度可分为4种程度,即轻度故障,包括F03、F07、F08、F09、F11;正常故障,包括F02、F05、F06、F12、F14;应注意故障,包括F01、F10;高危故障,包括F04、F13。
将应注意故障和高危故障,即F01、F10、F04、F13进行可靠性因素分析。应用故障树分析技术[3],对危险度较高的4类故障进行定性分析,最终得到重要的可靠性因素。4类故障的故障树模型由图4所示,表2为故障树故障代码表。
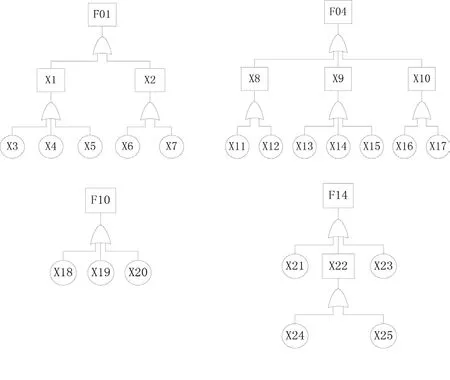
图4 F01、F04、F10、F14故障树模型
根据故障树,可以得到F01故障的最小割集分别为{X3}、{X4}、{X5}、{X6}、{X7};F04故障的最小割集分别为{X11}、{X12}、{X13}、{X14}、{X15}、{X16}、{X17};F10故障的最小割集分别为{X18}、{X19}、{X20};F14故障的最小割集分别为{X21}、{X23}、{X24}、{X25}。最小割集是引发故障的最基本事件的集合[4],从最小割集角度进行分析,可以找到影响堆垛机可靠性的重要因素。
首先在以上最小割集中,{X6}、{X13}、{X21}、{X23}、{X25}为电子元器件的正常损耗和正常故障类型,不是造成现阶段牛栏山酒厂可靠性低的原因,而在其他最小割集中,属于机械磨耗造成的有{X3}、{X4}、{X5}、{X16}、{X18}、{X19}、{X20};属于振动剧烈造成的有{X7}、{X12}、{X14}、{X15};属于管理疏忽造成的有{X11};属于不完善控制造成有{X24},这些可以通过控制来减少故障的发生率,提高堆垛机的可靠性。
通过总结分别把故障影响因素与可控可靠性因素进行了总结,如表3所示。
通过分析,可以得出牛栏山堆垛机的可靠性因素包括润滑、运行里程、左右伸叉比、运载重量、货形检查与货形加固、路由器工作时间,可以通过控制以上可靠性因素,提高堆垛机的可靠性。
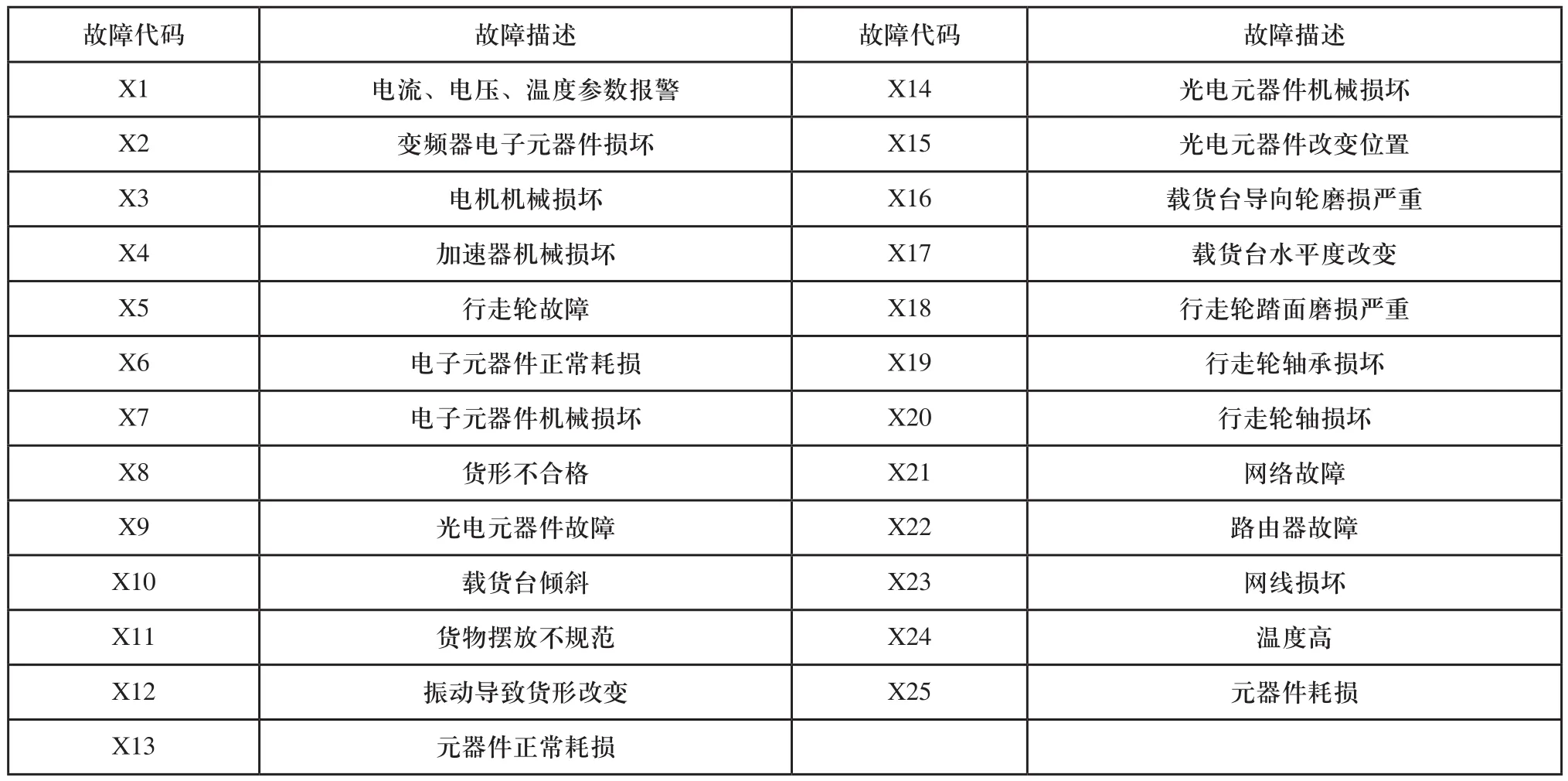
表2 F01、F04、F10、F14故障代码表
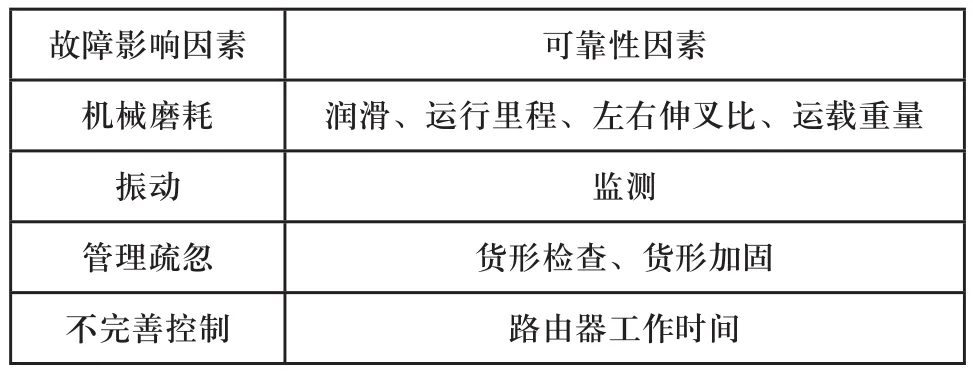
表3 堆垛机故障影响因素与堆垛机可靠性因素对照表
3.3 堆垛机行走轮磨损影响分析
堆垛机的故障因素主要是机械磨损与振动,而堆垛机的磨损和振动主要是来自于堆垛机行走轮的磨损,为了有效控制行走轮磨损给堆垛机带来的影响,需要分析磨损行走轮磨损后的几何变化,确定行走轮更换的几何阈值,减少堆垛机行走轮磨损给堆垛机带来的不利影响,图5为使用后行走轮踏面图。
利用三坐标测量技术对更换下的的行走轮进行测量,测试结果如表4所示。
测试数据表明,行走轮使用后,圆柱度、直线度都发生了很大的改变,其中:
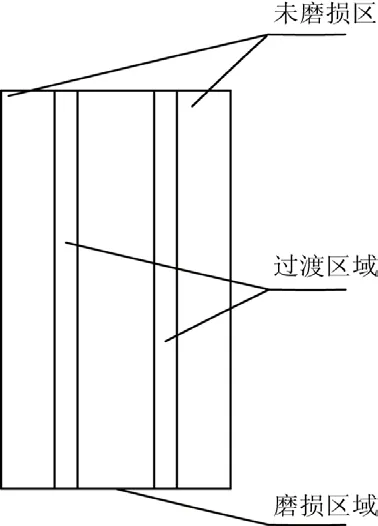
图5 使用后行走轮踏面图
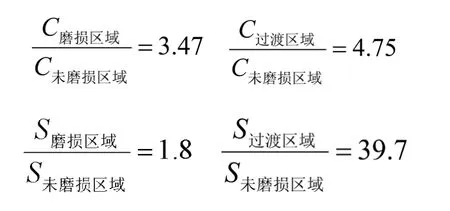
圆柱度的改变在3~5倍,这使得行走轮与铁轨的冲击加重,增加径向磨损和径向振动;直线度的改变在磨损区域并不明显,说明堆垛机行走轮磨损区域的轮轨轴向接触比较均匀;过渡区域的直线度改变显著,说明堆垛机行走轮与铁轨边缘的接触作用最为不稳定,也说明轮轨配合出现了比较严重的问题,会引起行走轮轴向振动加剧;另外行走轮踏面上出现特殊扁平磨痕,存在较大的扁疤,使得行走轮与导轨发生更大的冲击,造成堆垛机的运行不稳定。

表4 行走轮三坐标测试结果
因此,建立堆垛机行走轮更换档案,记录行走轮圆柱度、直线度的变化和扁疤数量,并记录行走轮更换周期,规范行走轮更换周期。
4 堆垛机可靠性管理体系的提出
通过前述的分析,确定了牛栏山酒厂堆垛机可靠性主要影响因素,基于此提出了堆垛机全寿命周期可靠性管理体系,下面分别从五个方面进行阐述。
1)堆垛机运行环境控制。堆垛机是高集成的机电设备,对运行环境有一定的要求,并且基于储存白酒货品的要求,保证环境温度在0℃~30℃区间,湿度控制在70%以下,库管人员做好日常记录,仓库定期清理,保持激光测距仪、反光板的清洁。
2)建立堆垛机重要运行参数监测系统。通过分析,变频器的电流、电压、温度是堆垛机运行的主要参数,变频器报警故障影响堆垛机的运行,而这些参数的变化主要由机械的受力引起,而机械受力最好的数据体现便是振动,所以建立堆垛机变频器电流、电压、温度监测体系,建立堆垛机运行的振动监测标准,根据电流、电压、温度、振动数据的变化判断堆垛机的健康程度做到提前维修,防止故障扩大化。
3)规范堆垛机日常维护工作。定期检查堆垛机的润滑效果,调节提升链条的松紧度,确保货叉的伸缩效果,确保紧固件的稳固性。
4)加强仓库管理标准化。在货品入库前检查货品堆垛效果,保证货形规范,在库中做好仓库环境检查,保证堆垛机巷道的整洁性、畅通性,做好仓库货架货品检查工作,确保货品的稳固与安全。
5)优化堆垛机控制策略。寻求堆垛机控制的最优策略,均衡20台堆垛机作业量,达到运行里程、左右伸叉比、运载重量的相对平衡,确保机械磨损程度的统一,保证载货台受力的均衡;优化堆垛机网络控制方式,引入路由器预备机制,保证路由器工作的稳定性。
5 结束语
本文通过现场收集的故障数据,运用FMECA与FTA技术,确定了牛栏山酒厂堆垛机可靠性的影响因素,并基于此提出了堆垛机全寿命周期可靠性管理体系,目前对于堆垛机可靠性控制方式的研究尚少,多处于事后维修阶段,不能很好的保障堆垛机工作的高效性,本文提出的堆垛机全寿命周期可靠性管理体系,为企业提供了一种切实有效的方案,解决了企业的相关问题,也为堆垛机可靠性的研究提供了一定的理论价值。
猜你喜欢
物流技术与应用(2020年1期)2020-03-16
休闲读品·天下(2020年3期)2020-02-04
当代工人(2019年22期)2019-12-20
中国设备工程(2019年22期)2019-12-19
铁道通信信号(2019年2期)2019-03-26
制造业自动化(2018年10期)2018-11-02
汽车之友(2018年15期)2018-08-14
制造业自动化(2015年8期)2015-10-30
中国交通信息化(2015年1期)2015-06-05
故事会(2015年4期)2015-02-26