
汽车线束波纹管切割机的设计原理及其应用
2018-12-28 11:54闫占辉刘旦
汽车实用技术 2018年23期
闫占辉,刘旦
(长春工程学院工程训练中心,吉林 长春 130012)
前言
波纹管是一种外观具有规则波纹,广泛应用在汽车、电子、机械和其他领域的一种通用线束护套产品。在加工波纹管过程中,一般要求切成规定的长度和切在波峰处,目的是防止波纹管两端太锋利划伤或损坏内部的电缆。
目前,波纹管切削装置主要采用半自动加工方法,即采用与之匹配的模具将波纹管手工定位在初始位置,然后人工调整切断。这种方法效率低,存在一定的安全隐患。另一种方法是全自动定位波纹管,它采用光电传感器或接触传感器定位波纹管的波峰或波谷,当传感器检测到波峰或波谷,停止运动信号传递到波纹管传输机构。波纹管停止运动并切断波纹管,这种装置的传感器检测灵敏度和检测误差将影响切削精度,目前国内还没有成熟的产品。
1 改进的卡尔曼定位算法
卡尔曼定位的实质是由量测值重构系统的状态向量。它以“预测—实测—修正”的顺序递推,根据系统的测量值来消除随机干扰,再现系统的状态。卡尔曼定位的主要过程分为两大部分,一个是系统预测,一个是状态观测。
系统状态方程和观测方程分别为:
其中:xk是系统在k时刻状态矩阵;Ak是离散时间稳定的n×n维矩阵;Bk是系统参数,为矩阵;Zk是k时刻的测量值;Hk是测量系统的参数,为矩阵。其中Ak(具有非退化性)和Hk可测量。Wk和Vk分别表示过程和测量的高斯白噪声,其均值为零,并且相互独立,满足:E[Wk, WkT]=Q, E[Vk, VkT]=R(Q≥0,R>0)。
卡尔曼定位的2个阶段:预测阶段和更新阶段。
预测阶段:

更新阶段:

其中,Rk+1代表k+1时刻预测估计;Bk+1代表预测矩阵;Qk+1/k代表k时刻对k+1时刻的预测误差估计方差矩阵;Kk+1表示增益矩阵。
2 汽车线束波纹管自动切割机的开发
2.1 技术指标
被切割波纹管的直径是Φ7-Φ32mm,切削位置位于波纹管的波峰,传送最大速度是50 m/min,无级调速,所加工材料为 PA (尼龙 6)、PP (聚丙烯)、PE (聚乙烯),每分钟生产 50-60根,废品率≤1%,长度最大切割误差小于5 mm,自动切割。
2.2 汽车线束波纹管机械结构
汽车线束波纹管机械结构总体设计如图1所示,它包括本体1,进给装置2、横向调整装置3、进料机构4、输送带调整臂5、波纹管通道6、纵向调节机构7。
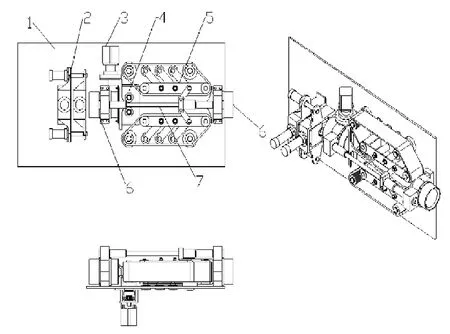
图1 汽车线束波纹管机械结构总装配图
波纹管切割进给机构轴测图如图2所示,它包括步进电机41、电机座42、支架43、同步带44、同步皮带轮45和46、齿轮47、轴48。
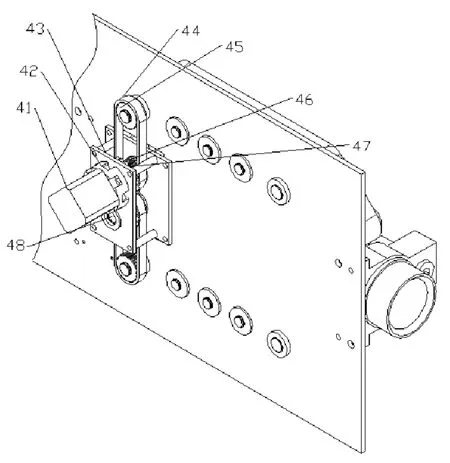
图2 波纹管切割进给机构轴测图
图3是波纹管刀具定位机构轴测图,它包括切削装置21的气缸2101、本体2102、气缸连接件2103和2108,气缸2201位于定位装置22上,定位装置22包括气缸2201、气缸连接件2203、气缸活塞杆固定孔2204。
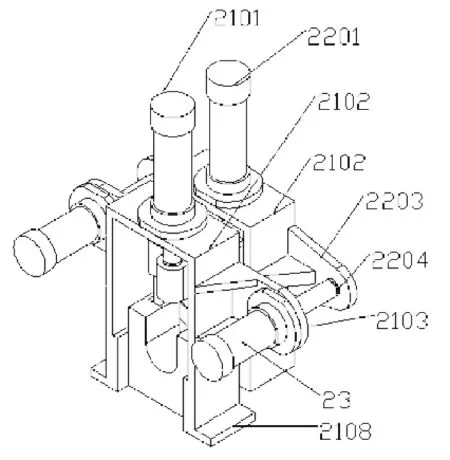
图3 是波纹管刀具定位机构轴测图
2.3 波纹管定位控制
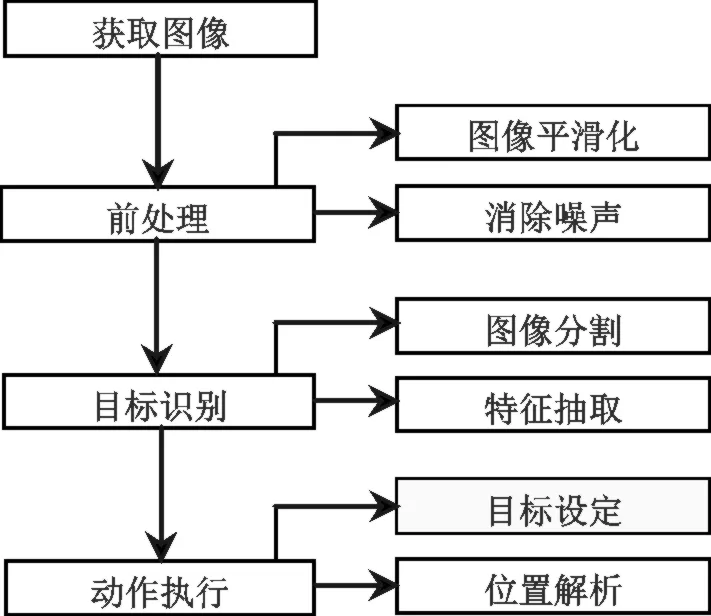
图4 扫描图像处理

图5 波纹管切割机控制流程
波纹管的准确定位,包括波纹管切割前的准确定位机构、准确的定位检测原理、检测方法。在本文中,红外扫描图像自动分割和对象识别相结合提取运动目标的特征区域,测试后跟踪算法,结合改进的卡尔曼跟踪算法和开发程序,目的在于消除夹杂信息,解决单帧或多帧检测的可靠性和均匀运动轨迹提取。扫描图像预处理如图4所示,波纹管切割机控制流程如图5所示。
3 结论
本文研制了一种波纹管切割机,它具有自动上料、自动切割、快速无损夹管壁、自动检测、精确定位等功能,机械结构包括波纹管送料机构、波纹管切断、波纹管波定位装置。电控部分的作用是协调塑料波纹管切割机完成全自动、稳定、高效的波纹管切割。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
火箭推进(2022年4期)2022-08-12
检察风云(2022年10期)2022-06-02
石家庄铁道大学学报(自然科学版)(2021年4期)2021-12-07
科学导报·学术(2020年40期)2020-10-30
汽车维护与修理(2020年7期)2020-10-15
中国科技纵横(2019年16期)2019-12-02
汽车维护与修理(2019年1期)2019-07-09
火箭推进(2019年1期)2019-03-08
汽车技术(2019年1期)2019-01-24
