数控立车转台油膜准确控制研究
2019-01-14 08:24郑曙光
制造技术与机床 2019年1期
郑曙光
(威海华东数控股份有限公司,山东威海264200)
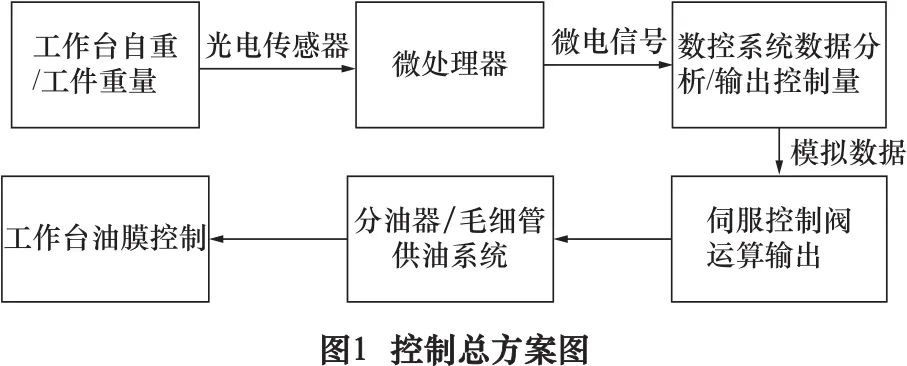
数控立车转台使用静压浮起,浮起量有一定范围要求,且要求转台各位置浮起量一致,即浮起后转台保持水平.但实际加工过程中,由于加工工件各种各样,重量不一,工件重心千变万化,使用传统转台静压浮起,开环控制,往往会引起转台浮起高度不能保证,且常常发生转台偏载情况,致使加工精度不能保证,偏载量较大甚至导致转台或导轨损害.将光电距离检测传感器和电液比例减压阀的优点相结合,实现使用光电距离传感器实时地采集转台各个位置油膜厚度,经过微处理器产生信号,传输到数控系统内自动计算补偿值并通过电液比列减压阀调整转台各个位置油膜厚度在要求范围内且数值一致,达到无需人工操作的全自动化实时油膜厚度控制,降低用户操作难度,提高机床加工精度.控制方案如图1所示.
1 整体设计方案
(1)光电距离检测传感器安装与调试:如图2所示,把光电距离检测传感器环绕转台安装在各个位置上,在转台零浮起状态下,各光电传感器检测距离调零.通过实验验证,转台负载与转台油膜厚度存在一定线性关系,工件重量越大,转台导轨油膜厚度越薄;工件重心偏移,转台会发生偏载,工件倾斜;光电距离传感器检测到转台各位置油膜厚度,测量信号通过微处理器转化成微小模拟量信号,在一个较大范围内基本保持线性关系,利用微处理器还可有效处理干扰信号,并实时把经过处理信号传输到PLC模拟量输入模块.



(2)PID算法控制比例电磁阀应用:PID控制功能是一种基于反馈的闭环自动化控制技术.工业生产过程中,对于生产装置的温度、压力、流量、液位等工艺变量常常要求维持在一定的数值上,或按一定的规律变化,以满足生产工艺的要求.PID控制器是根据PID控制原理对整个控制系统进行偏差调节,从而使被控变量的实际值与工艺要求的预定值一致.如图3所示控制总框图,光电传感器测量油膜厚度通过微处理器转换为模拟量信号,传输到模拟量输入模块,数控系统接收信号后,通过编程将有效数据列表,添加外加量进行数学建模,使用数控系统内置PLC中的PID控制器(比例-积分-微分控制器)功能,通过模拟量输出模块将要求的控制值以模拟量电信号的形式传送给各电液比例减压阀.每进行一次测量-执行为一个周期,一个周期大约100 ms,PID控制能以极快的速度响应误差并做出反应,达到实时消除误差的功能.
(3)电液比例减压阀控制转台浮起量及水平:经数控系统内置PLC处理的模拟量信号传输至模拟量输出模块,指令图4中的电液比例减压阀动作,控制转台各位置油缸的油液进出量,进而控制转台浮起量及转台保持位置状态.
2 结语
数控立车转台使用光电距离传感器检测油膜厚度,通过数控系统内置PLC处理输出模拟量信号,控制电液比例减压阀输出到各位置油缸油量,从而使转台浮起量及浮起位置达到水平,整个过程为全自动实时控制,无需人工参与,节省大量机床调试时间,保证了机床加工精度,防止机床损坏.
猜你喜欢
低温与特气(2022年3期)2023-01-14
河南科技(2022年21期)2022-11-23
北京航空航天大学学报(2022年7期)2022-08-06
北京航空航天大学学报(2022年6期)2022-07-02
化工管理(2021年7期)2021-05-13
装备制造技术(2020年3期)2020-12-25
锻压装备与制造技术(2020年2期)2020-05-12
汽车零部件(2019年10期)2019-11-13
电子制作(2016年21期)2016-05-17
专用汽车(2016年4期)2016-03-01