广西金川公司“双闪”冶炼工艺投产五周年技术评述
2019-03-08 12:08郭万书张更生张建平来有寿李龙平
中国有色冶金 2019年1期
刘 平, 郭万书, 张更生, 许 俊, 张建平, 来有寿, 李龙平
(1.桂林理工大学南宁分校, 广西 南宁 530001; 2.广西金川有色金属有限公司, 广西 防城港 538002)
1 广西金川铜加工项目概况
1.1 广西金川铜加工项目组成及生产进程
广西金川有色金属有限公司(以下简称广西金川公司)40万t/a铜项目,包括40万t/a铜冶炼、40万t/a铜电解、160万t/a制酸、120万t/a渣选矿及园区配套工程,设计为38万t/a高纯阴极铜、2万t/a标准阴极铜,副产品为160万t/a工业硫酸及阳极泥等。项目于2013年10月18日点火,11月30日投料试生产,2014年1月7日产出合格阳极板,2014年1月27日产出阴极铜。经过2014年的试生产,打通了系统生产流程,实现了达产达标,至2015年年底各项技术经济指标优于设计指标,2018年全年阴极铜产量达到44.7万t。
广西金川公司40万t/a铜项目的铜火法冶炼采用先进的“闪速熔炼+闪速吹炼+回转式阳极炉精炼”工艺,自投产以来工艺已连续稳定运行5年,产品产量和各项技术经济指标逐年得到提升,部分指标在同行业中处于领先地位。
1.2 近三年来主要产品产量情况
表1为近三年来主要产品产量情况。2018年上半年进行了系统年检。

表1 近三年来主要产品产量表 t
1.3 入炉物料情况
入炉物料成分见表2。
2 广西金川“双闪”工艺技术攻关及实施效果
2.1 低压节能干燥技术的开发
通过对蒸汽干燥机窑内物料运行轨迹的理论分析和模拟试验,找出物料与蒸汽干燥管之间的最佳分布状况,提高干燥管传热的有效性。在理论分析的指导下,采用将干燥机进料端皮带运输机向干燥机内部前移,进料端皮带运输机带速提高,并对皮带支架进行加固等技术措施。经过3个月生产性试验,逐步降低蒸汽压力,在保证干精矿含水要求的前提下,干燥机蒸汽压力降低到0.6 MPa以下,仍然满足“双闪”的高负荷生产状态下对铜精矿干燥的要求。同时,对干燥机出料端进行改造,使出料端两个仓合并为一个仓,中间仓加高,增加仓内缓冲空间,并加装流化风管,使进入两台仓式泵的干精矿更加流畅,在溜管中间悬空段增加分料板使进入两台仓式泵的料量基本均衡。
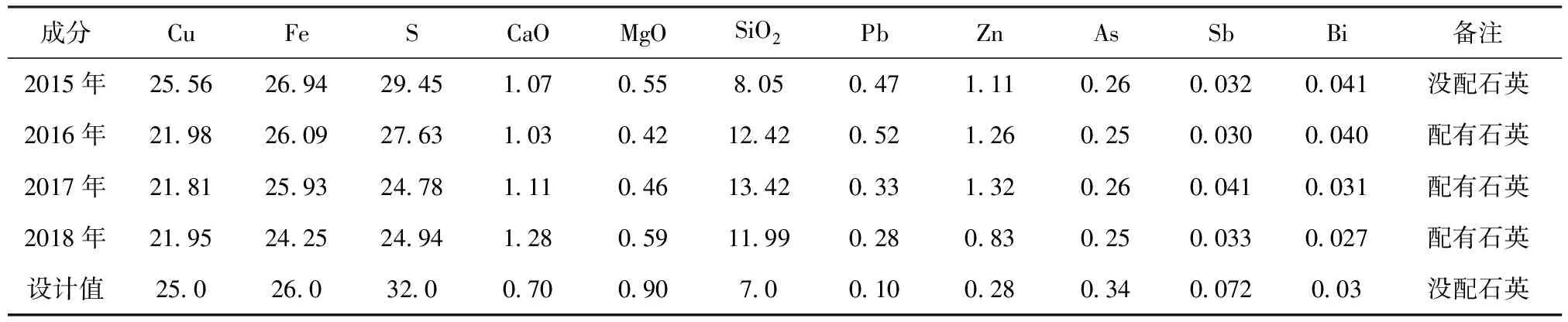
表2 2015~2018年入炉混合铜精矿平均成分与设计成分比较 %
干燥机蒸汽原设计工作压力1.6 MPa,经生产性试验后蒸汽干燥机热效率大幅度提高,工作压力降低到0.6 MPa,蒸汽单耗大幅度降低;蒸汽管道调整为低压蒸汽,管道和蒸汽干燥机本体泄漏几率降低,提高了设备设施安全性和稳定性。表3为蒸汽干燥主要参数对比表。

表3 蒸汽干燥主要参数对比表
2.2 铜锍磨碎工艺优化改造
投产初期发现,铜锍磨由于受系统负压作用,大量冷风经稀释风口进入磨机系统,致使燃烧室热量不能有效传递至磨机内,系统排空烟气温度均在70 ℃以上,热能利用率低,生产铜锍天然气消耗量大,铜锍磨碎天然气单耗为平均5.6 m3/t。另外,因窜风量大,为保证干燥物料温度要求,天然气燃烧量加大,致使炉膛温度高达1 000~1 200 ℃,造成热风炉炉内衬砖损坏严重,降低了热风炉的使用寿命。
对铜锍磨碎系统烟气循环管道和阀门进行优化后,将风机出口约65%高温烟气引至立式磨入口,与热风炉热风混合进入立式磨。对布袋收尘器入口管道进行优化改进,实现进入两台收尘器的烟气量均衡。刮板输送机能力由30 t/h更换为50 t/h,将沉尘室收集的铜锍及时清空,充分发挥沉尘室的作用。
通过以上改造和优化,铜锍磨碎循环风量达到总烟气量的65%以上,热效率大幅度提高,降低了天然气消耗。同时,降低了除尘器入口含尘浓度,减缓了对滤袋的磨损,尾气含尘浓度降低到30 mg/m3以下。
2.3 闪速熔炼高富氧浓度生产控制技术和炉体冷却强化改造
2015年3月之后,熔炼炉利用吹炼炉鼓风机供高富氧浓度空气,降低了二次风风量。对超高富氧浓度生产操作参数进行试验研究,试验结果表明:目前闪速熔炼炉富氧空气浓度提高到95%以上,降低了熔炼生产烟气量,提高了热效率;随着烟气量的降低,炉膛热负荷降低,熔炼炉炉体烧红现象消除,电场温度回归到正常范围。表4为典型铜精矿成分,表5为熔炼主要作业参数,表6为典型熔炼产物成分。

表4 典型入炉混合铜精矿成分 %

表5 熔炼主要投料作业参数

表6 典型熔炼产物成分 %
参数控制范围:铜锍温度1 250~1 280 ℃,铜锍品位67%~70%,渣铁硅比1.3~1.4,渣温1 280~1 310 ℃,渣面≤1 200 mm,铜面≤780 mm。
为适应高负荷生产,将闪速熔炼炉反应塔周围沉淀池顶由吊挂砖形式改造为吊挂平水套形式,提高冷却强度,解决了区域温度过高、挂渣较少、南北两侧砖体发红问题,消除了炉顶南侧吊挂砖出现脱落、塌陷现象。
2.4 闪速吹炼炉技术改造与高液面生产操作技术
2.4.1 闪速吹炼炉炉体技术改造
闪速吹炼炉钢结构改造,主要是针对反应塔连接部区域和上升烟道连接部区域检修维护空间不足的问题,对沉淀池顶部钢结构进行优化改进。改造后提高了闪速吹炼炉炉体的安全可靠性,打开了沉淀池顶炉体检修通道,使该区域从无法检修实现可检修,消除了由于没有检修空间,水管漏水无法处理对炉体安全运行造成的安全隐患。
反应塔顶的改造,主要是将反应塔顶吊挂砖结构改造为吊挂平水套结构。设计了20块水套,在反应塔顶平铺安装,整体提高反应塔顶区域的冷却强度,提高了吹炼炉高负荷生产下的安全性和稳定性。
沉淀池顶的改造,主要是将上升烟道中心线以西沉淀池顶烧损的吊挂砖改造为吊挂平水套。设计了30块平水套,在沉淀池顶平铺安装,整体提高沉淀池顶区域的冷却强度。
粗铜放出口改造,主要是提高粗铜口的安全性,将粗铜口的内腔体改大,内腔尺寸放大到389 mm×430 mm。烧口时,氧气管偏离角由原来的13°提高到20.6°,接触到放出口水套的内腔壁,大大提高了烧口的安全性。
2.4.2 闪速吹炼炉高液面控制技术
广西金川闪速吹炼炉正常生产时,渣液面控制在950~1 200 mm,粗铜液面控制在600~750 mm。与其他几家闪速吹炼炉铜面都低于“锅沿”不同,广西金川铜面超出炉底反拱脚,即铜面出了“锅沿”。
采用高液面操作有以下特点:粗铜液面高度范围内耐火材料得到保护,避免了低液面时炉渣对拱脚砖的侵蚀,炉窑安全性有保障;粗铜液在闪速吹炼炉内储存量大,避免了因排放粗铜频繁烧口对粗铜放出口的损伤,延长了粗铜放出口使用寿命;粗铜进入阳极炉时夹带的渣量很少,粗铜排放始终不带渣,粗铜精炼过程精炼渣很少,减轻了炉渣对精炼炉炉衬的侵蚀,大幅度提高精炼炉炉寿命。
图1、图2分别为2015年11月闪速吹炼炉停炉后反应塔侧、上升烟道侧炉内的拍摄状况,图3、图4分别为 2017年5月吹炼炉北侧墙、南侧墙炉内的拍摄状况。

图1 2015年11月闪速吹炼炉停炉后反应塔侧炉内拍摄状况

图2 2015年11月闪速吹炼炉停炉后上升烟道侧炉内拍摄状况
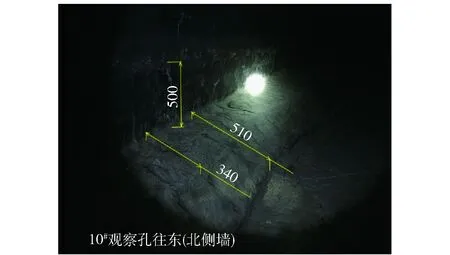
图3 2017年5月吹炼炉炉内北侧墙拍摄状况

图4 2017年5月吹炼炉内南侧墙拍摄状况
从图1、图2照片看出,在熔池粗铜区域,靠上升烟道侧炉墙砖体依然基本完整,靠反应塔下部炉墙砖体由于冲刷和侵蚀形成斜坡,但仍然较厚。通过测量,保留的炉墙砖体高度有1 000 mm左右(距反拱内表面)。这是因为铁酸钙渣虽然对耐火材料有较强的侵蚀,但粗铜对耐火材料侵蚀非常轻,广西金川粗铜面控制较高,粗铜线以下砖体得到保护。
根据国内铜行业相关单位的数据统计分析,国内阳极炉造渣率控制在1%~1.5%范围内,其大部分炉渣来自粗铜携带,造成阳极炉炉内黏结严重,生产能力降低三分之一左右。广西金川公司通过采用吹炼炉高铜面排铜操作,避免粗铜带渣,目前阳极炉的造渣率控制在0.5%~1%范围内,由于阳极炉渣量极少,个别炉次氧化结束后无需进行扒渣作业,直接开始还原。从图3、图4照片看出,炉内砖体除氧化还原孔区域外,筒体及端墙耐火材料无任何黏结和腐蚀,砖缝清晰可见,阳极炉炉内未形成炉结,阳极炉产能没有降低,单炉产量仍然能达到650 t。截止到2017年5月份,阳极炉耐火砖整体长度仍在400 mm,较新砌筑时的450 mm只消耗了50 mm。
2.4.3 新型螺旋铜锍喷嘴的开发应用
通过对铜锍喷嘴结构及其工作原理的分析,闪速吹炼炉炉况波动的主要原因之一是铜锍喷嘴对高比重铜锍粉的掺混效果不理想。
而要提高铜锍喷嘴的掺混效果,必须对喷嘴结构进行改造,最终确定从喷嘴的鸟巢水套着手。一方面,鸟巢水套正好是富氧风加入反应塔的一个“咽喉”,对它进行改造,可以起到事半功倍的效果;另一方面,鸟巢水套位置有足够的空间加装装置,而不影响套筒的正常工作。要达到提高喷嘴掺混效果的目标,就是要增加喷嘴的横向扩散速度,使物料与富氧风向塔壁四周方向获得必要的动能,从而提高其弥散度,强化传质传热效果;同时,物料在向反应塔四周扩散时,增加了其在反应塔的停留时间,同样增大了物料与富氧风之间的传质传热机会。为此,设计了自旋流鸟巢水套结构。
2018年安装新的鸟巢水套,进行生产性试验。经过半年多的生产试验,炉况得到极大改善,在铜锍粉严重带渣的情况下,吹炼炉炉况仍然维持正常,氧单耗、油单耗明显下降,烟气净化酸浓降低,充分表现出新的喷嘴结构适应原料范围更广,改善了铜锍粉与反应富氧风之间掺混效果不理想、传质传热效果差的问题。同时也弥补了铜锍粉在风动溜槽内流态化不好、铜锍进入喷嘴时不均匀的问题。
表7为第二次试验成功前后一些生产作业参数的对比。
2.5 铜锍水碎技术攻关改造
广西金川对传统炉渣水碎技术进行改进优化后用于铜锍水碎生产。投产初期,铜锍水碎最大的问题是水碎“放炮”和产生大量的细颗粒铜锍。为解决以上问题,主要进行了以下几个方面的技术改造和生产性试验。
1)通过改造铜溜槽小头形状,由原来的“V”型直段溜槽改为向下带弧度的平底型溜槽,熔融的铜锍流出平底型溜槽时,变薄变宽,易于被打散;控制熔体排放流量和温度,减少细粒度铜锍的产生。
2)开发高效熔体雾化喷头,在溜槽底部安装氮气喷头,利用氮气冲散铜锍。
3)对原有铜锍系统水泵进行改造,更换为2台流量500 m3/h的冷水泵,正常生产时循环水量控制在800 m3/h左右。
4)合理控制水碎循环水pH值,熔炼炉冲渣水pH值控制在7~8,吹炼炉冲渣水pH控制在8~10,降低管道腐蚀。

表7 铜锍喷嘴改造前后炉况及主要参数对比
通过一系列技术改造和试验,铜锍水碎“放炮”已经基本得到解决,保障了闪速熔炼炉高负荷生产铜锍水碎的要求。水碎循环水量大幅度减少,能源消耗降低,被循环水冲至二次沉渣池的细颗粒铜锍减少50%以上,有效降低了水泵和管道的磨损。
2.6 阳极炉粗铜放出口的创新
广西金川公司配置了2台单炉产量660 t的阳极炉,鉴于传统放出口与溜槽高差大、操作难度大等问题,公司大胆创新,借鉴钢铁行业浇铸使用的放出口原理,将滑板放出口应用到阳极炉上,取得了极大的成功。滑板放出口的使用,实现了铜液从炉底部流出,有效避免了铜液带渣对阳极板浇铸质量的不利影响,从而为保证铜电解阴极铜产品质量创造良好条件。图5为滑板放出口示意图。

图5 滑板放出口示意图
2.7 “双闪”工艺集成优化控制研究
2.7.1 “双闪”烟气系统协调优化控制技术
由于“双闪”系统正常生产的烟气都送到化工制酸系统制酸,停料保温烟气需要切换至环集脱硫系统经离子液脱硫后达标排放。因此,两台闪速炉的烟气相互之间存在负压平衡、烟气三氧化硫控制的影响,以及烟气在环保和制酸之间切换的操作影响。
通过长时间的摸索,已总结出一套协调联动机制,确保系统负压平稳和环保排烟达标排放。在烟气三氧化硫的控制判断方面,综合化工净化酸浓度、温度,烟尘颜色、烟尘水溶性试验,以及烟气残氧浓度值等进行判断,确保两台闪速炉烟灰硫酸化,降低烟灰对锅炉的黏结,同时减少三氧化硫的产生,减轻化工系统废酸废水处理的压力。
2.7.2 “双闪”供氧优化控制技术
在保证“双闪”用氧需求的前提下,通过不断的降低制氧系统运行负荷、优化工况控制等措施,协调氧气站和“双闪”系统的生产组织模式更加经济。大大减少了氧气站电量消耗和氧气放空浪费。
2.7.3 “双闪”鼓风优化控制技术
在提高闪速熔炼富氧浓度以后,闪速熔炼所需工艺风量大幅度降低,对闪速炉熔炼炉和吹炼炉供风系统进行技术改造和优化控制,实现“双闪”工艺风均由吹炼炉鼓风机供风,实现流量气动调节阀开度与鼓风空气供气流量连锁,鼓风空气供气流量与闪速炉投料量连锁。
2.7.4 “双闪”前馈+后馈控制研究
为弥补上料系统流程长、原料配料成分至入炉时间严重滞后的问题、解决高杂低硫原料集中到货以及到货不均匀的矛盾、提高系统原料适应性能力、保证炉窑安全稳定生产,针对各种原料的特性,统筹所有物料,开发创新“前馈+后馈”配料机制,采取及时灵活的调整手段,实现精细化科学配料,最终把控好配料过程及原料库存情况,以减少因原料问题对系统运行产生的影响。
“前馈+后馈”配料机制,具体来说就是:前馈预测,后馈纠偏。前馈预测,也就是根据原料仓内目前存有的各种原料成分及其数量,以及自产各种中间冷料的成分和数量进行“预配料”,根据配出的混合物料成分和数量,以及上料系统各料仓储料情况、当前生产负荷,计算出可以供应生产时间。通过预测配料后的混合精矿成分,代入自编程冶金过程计算程序,计算出目标铜锍和炉渣的成分及其温度。后馈纠偏,就是根据前馈预测的物料成分入炉后,经过熔炼炉熔炼反应产出的熔炼渣、铜锍成分、铜渣温度等与目标成分、温度的偏差,然后根据此偏差,对配料参数和生产作业参数进行微调,使其趋近目标。
3 结论
广西金川公司自2013年11月投产以来的5年时间里,通过大量的技术攻关,系统生产能力不断提升,技术经济指标逐步得到优化,产品质量稳步提高,逐渐形成了具有自己特色的技术成果,广西金川“双闪”技术创新点概括起来主要有以下几点。
1)创新开发低压节能蒸汽干燥技术。与“双闪”系统配套的2台蒸汽干燥机,原设计产能180 t/h·台,工作蒸汽压力1.6 MPa,耗气量48 t/h·台,蒸汽单耗0.266 7 t/t精矿。经过一系列的技术改造和生产试验,干燥机生产能力基本能够稳定达到190 t/h,而且蒸汽压力降低到0.4~0.6 MPa,耗气量降低到22 t/h·台,蒸汽单耗降低到0.11 t/t精矿。在国内同类型和规模的蒸汽干燥机中,使用的蒸汽压力最低,蒸汽单耗最低。
2)创新开发高富氧浓度闪速熔炼控制技术。为了消除闪速熔炼高负荷生产条件下炉体热负荷过高、电场温度超限、制酸系统处理烟气瓶颈制约生产等一系列问题,通过优化供风系统技术和生产技术参数,熔炼炉富氧浓度达到95%以上,投料量达到260 t/h(不包括烟灰、石英),完全掌握并能熟练控制高富氧浓度、高生产负荷闪速熔炼的生产。
3)创新开发闪速吹炼炉高熔体面操作控制技术。采用此技术,吹炼炉投料量已达到95 t/h(不包括烟灰量),而且由于铜面控制较高,粗铜对拱角耐火砖侵蚀很轻微,2017年5月吹炼炉检修,进入内部点检发现砖体高度在1 000 mm左右,根据去年和今年的腐蚀情况判断,吹炼炉首次大修寿命可达到5年以上。
4)创新应用阳极炉铜液滑板放出口技术。广西金川公司配置的2台660 t/炉阳极炉,采用了滑板放出口技术,在有色行业首次成功应用。该技术实现了铜液从炉底放出,有效防止了炉渣随着铜液流出,对阳极板质量的改善起到了及其重要的作用。其次由于吹炼炉高铜面操作,进入阳极炉的渣量较少,阳极炉产渣量低,阳极炉内部几乎无黏结。单炉产量仍保持在650 t以上。
5)创新开发高效铜锍水碎技术。在对传统炉渣水碎技术进行创新优化后用于铜锍水碎生产,解决水碎铜锍“放炮”难题,并且节约了大量技术引进费用。
6)开发新型闪速吹炼旋流喷嘴。铜锍喷嘴是闪速吹炼炉最核心的工艺设备,其性能决定了吹炼炉的生产能力和生产效率。广西金川公司为了提高该喷嘴的掺混效果,在原喷嘴的基础上自主研发了新型旋风铜锍喷嘴,喷嘴工作效率提高,炉况得到显著改善。
7)创新开发“双闪”集成优化控制技术。创新和开发“双闪”除杂优化控制技术,使部分杂质开路至选矿尾渣中,有效降低了杂质在系统中的累积,提高“双闪”系统的除杂效果;创新“双闪”系统负压平衡及烟气三氧化硫优化控制技术,避免造成环保指标超标的风险;优化氧气站和“双闪”系统经济的生产组织模式,“双闪”系统正常生产组织过程中,随时根据用氧需求变化灵活调整氧气站负荷,避免氧气放空浪费;充分发挥闪速熔炼炉热负荷富余的特点,优化烟灰处理流程,实现“双闪”自热反应过程,大幅度降低燃料消耗。创新开发了“前馈+后馈”控制生产控制模式,提高了原料配料的科学性,拓宽了工艺适应复杂原料的能力。
猜你喜欢
化工管理(2022年14期)2022-12-02
戏曲研究(2022年1期)2022-08-26
装备制造技术(2022年4期)2022-07-24
设备管理与维修(2022年1期)2022-03-10
天然气化工—C1化学与化工(2021年4期)2021-09-14
化工管理(2021年7期)2021-05-13
陶瓷学报(2021年1期)2021-04-13
大理文化(2020年12期)2021-01-23
大理文化(2020年12期)2021-01-23
劳动保护(2020年9期)2020-11-22