
电絮凝-化学絮凝组合工艺处理聚酯醇解废水的研究
2019-03-30 03:17陈欣张家琳李晓强葛明桥
丝绸 2019年12期
陈欣 张家琳 李晓强 葛明桥

摘要:运用电絮凝一化学絮凝组合工艺来去除聚酯醇解废水中的染料,在连续的实验装置中系统地研究了六个参数对脱色率的影响,即乙二醇质量分数、染料的初始质量浓度、化学絮凝剂用量、电解质质量浓度、电流密度和处理时间。为了探索设计参数的协同效应,使用Taguchi方法设计实验,进行方差分析( ANOVA)以评估每个设计参数对脱色率的贡献,通过边际均值图得到实验的最佳水平,并发现在所有因素中,乙二醇质量分数、染料初始质量浓度和电流密度对脱色率的贡献最大,分别为55.9%、14. 8%和10. 5%。此外,建立了二阶多项式回归模型来预测脱色率,相关系数R2达到95.2%.预测模型和实验结果之间有极好的一致性。
关键词:电絮凝;化学絮凝;Taguchi方法;脱色;回归模型
中图分类号:TS190.3
文献标志码:A
文章编号:1001-7003(2019)12-0028-08
引用页码:121105
聚对苯二甲酸乙二醇酯( PET)是一种热塑性聚酯,因优异的物理性能和化学稳定性被广泛应用于纤维和包装材料等领域[1]。聚酯纤维在化纤产业中产量很大,使用后的聚酯纤维产品废弃物数量也十分庞大,对社会造成了极大的环境和资源压力。以乙二醇为解聚剂处理废弃聚酯是目前一种常用的降解方法[2],在近年来得到了广泛研究,但是在降解过程中产生了大量聚酯醇解废水,废水中不仅有水和乙二醇,通常还带有染料和助剂等各种有机物。废水中的染料和其他有机物不仅不利于乙二醇的回收再利用,还会对环境造成污染,因此降解、醇解废水中的染料具有重要意义。
电化学絮凝法也称电絮凝法,是在电流作用下利用铝或铁等可溶性电极电解生成铝或铁的氢氧化物胶体物质来絮凝水体中的污染物,从而使水体净化的一种电化学方法[3]。以铝为阳极,发生的主要反应[4]如下:
阳极:Al→Al3+3e
(1)
阴极:3H20+3e→H2 +30H
(2)
由电极反应(1)和(2)产生的Al3+和OH离子反应,最终根据沉淀动力学转化为Al( OH)3。
电絮凝法是一种简单、有效且具有经济效益的废水处理方法,但是电絮凝技术也存在着明显的问题,即处理過程能耗较大,还会发生极板的钝化,耗尽后有更换阳极的需要[5]。而化学絮凝法的使用已经有数十年历史,主要是通过絮凝使溶液中的悬浮微粒聚集联结形成粗大的絮状团粒或团块并沉淀出来进行固液分离。化学絮凝是目前最重要的水处理技术之一,与电絮凝相比化学絮凝会产生大量淤泥,而且出水的总溶解固体( total dissolved sol-ids,TDS)高。关于这一点,本文使用电絮凝一化学絮凝组合工艺,将电絮凝和化学絮凝的优势结合在一起,缩短反应时间,在连续的电絮凝装置中进行聚酯醇解废水的脱色研究,使用Taguchi方法来设计实验以量化每个因素对电絮凝一化学絮凝组合工艺脱色效率的贡献及显著性,系统地研究六个设计因素的协同效应,并提出了回归模型来预测染料的去除效率。
1 实验
1.1 材料
主要试剂有乙二醇、无水乙醇、丙酮(分析纯,国药集团化学试剂有限公司),聚氯化铝(河南科泰净水材料有限公司),活性炭、氯化钾(国药集团化学试剂有限公司),染料分散黄54(上海维塔化学试剂有限公司),电极材料为铝片和铜片。
1.2装置
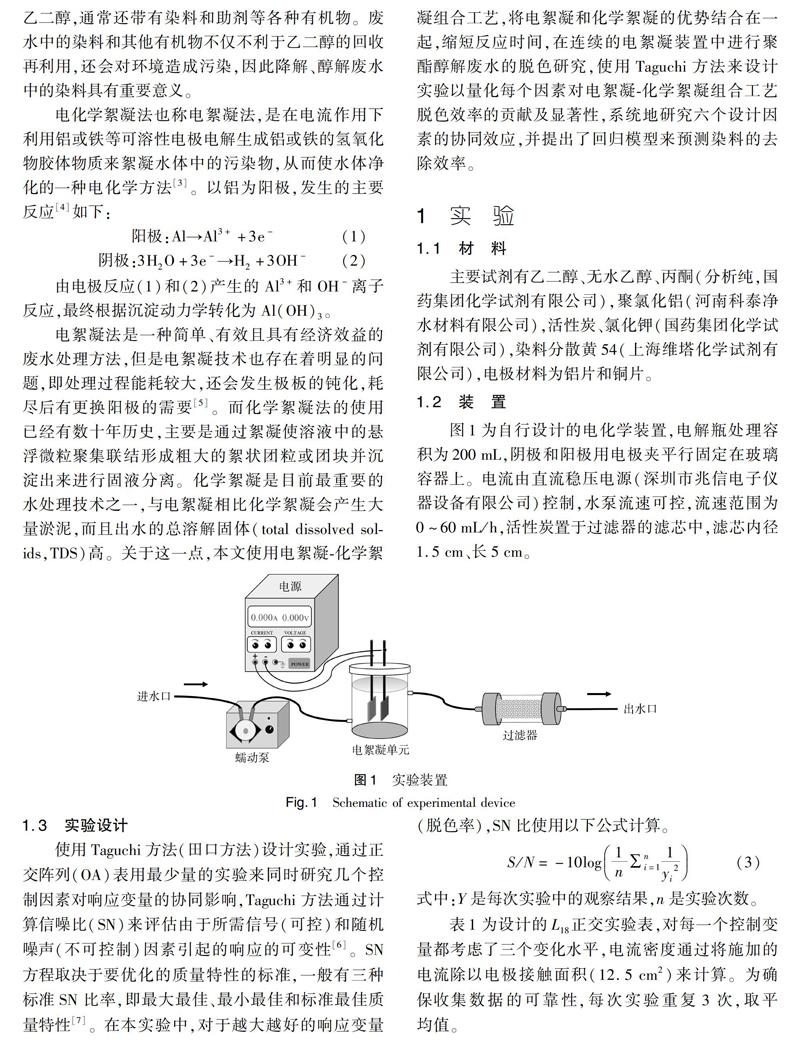
图1为自行设计的电化学装置,电解瓶处理容积为200 mL,阴极和阳极用电极夹平行固定在玻璃容器上。电流由直流稳压电源(深圳市兆信电子仪器设备有限公司)控制,水泵流速可控,流速范围为0~ 60 mL/h,活性炭置于过滤器的滤芯中,滤芯内径
1.5 cm、长5 cm。
1.3实验设计
使用Taguchi方法(田口方法)设计实验,通过正交阵列( OA)表用最少量的实验来同时研究几个控制因素对响应变量的协同影响,Taguchi方法通过计算信噪比( SN)来评估由于所需信号(可控)和随机噪声(不可控制)因素引起的响应的可变性[6]。SN方程取决于要优化的质量特性的标准,一般有三种标准SN比率,即最大最佳、最小最佳和标准最佳质量特性[7]。在本实验中,对于越大越好的响应变量(脱色率),SN比使用以下公式计算。式中:y是每次实验中的观察结果,n是实验次数。
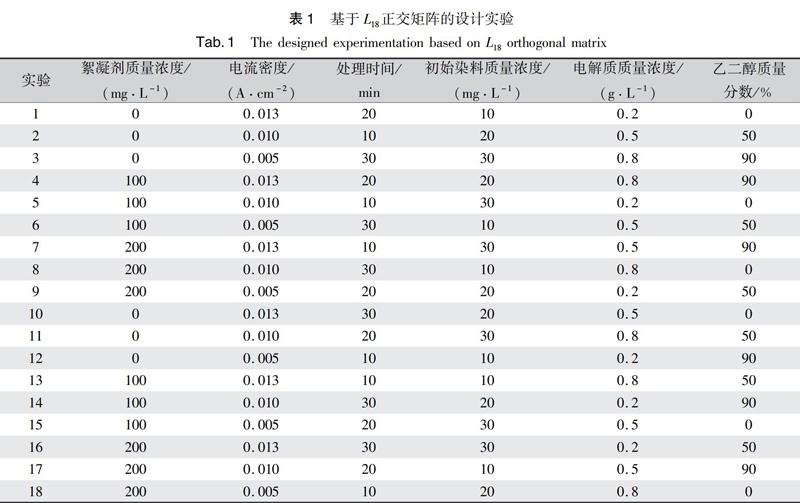
表l为设计的L18正交实验表,对每一个控制变量都考虑了三个变化水平,电流密度通过将施加的电流除以电极接触面积(12.5 cm2)来计算。为确保收集数据的可靠性,每次实验重复3次,取平均值。
1.4方法
用乙二醇和水配制不同质量分数的模拟分散染料醇解废水,以KC1调节电解质浓度。在每次实验之前,轻轻抛光电极表面以除去污染物和氧化层,然后用蒸馏水冲洗电极。所有实验全部在50 mL/h的流速下进行,每次实验活性炭的用量为lg。对处理后的样品进行全波段扫描后在其最大吸收峰437 nm处用紫外分光光度计(上海美谱达仪器有限公司)测定吸光度,通过标准曲线法换算为染料的质量浓度,并按下列公式计算脱色率。式中:w是脱色率,co和c1分别是反应前和反应后的染料质量浓度。
1.5统计分析
ANOVA可以提供有关设计因素的重要信息,包括每个设计参数对响应变量变化的影响显著性和贡献百分比[8]。回归分析用于模拟响应变量和设计因素之间的定量关系。在本实验中,使用多元二阶多项式回归方程来建立脱色率与控制变量之间的数学模型。该模型可用于估计任何级别设计参数的响应变量的值,包括尚未通过实验收集数据的级别。在具有n个设计参数(x)的研究中,第i个观测值的回归方程yi(i=1,2…,m,其中m是观测数)可以写成:式中:εi是误差项,βi、βii是用最小二乘法算得的回归系数。
2结果与分析
2.1 基于边际均值图的脱色率影响趋势
图2为表l中所有实验得到的平均脱色率,图2显示的误差条基于3次重复实验的结果。
Taguchi方法利用边际均值图(也称为“主效应”图)分析结果,尽管表l中的每行都不止一个因素是变化的,但田口阵列的正交性决定了假设白变量对响应变量的影响是可分的,因此允许独立估计每个因素对响应变量的平均影响[9]。边际均值图还能在一定程度上定性地表示每个因素的显著性,即低水平和高水平之间的差异越大,线路越长,该因素越重要[10]。边际均值图中的S/N值称为信噪比,Taguchi主张最大限度地降低噪声因子的影响和响应的标准误差。因此,使用Taguchi方法的主要目标是最大化SN比,较高的SN比值表明噪声因子的影响很小,结果的质量较好,也就是说染料的脱色率较高。六个设计参数对脱色率影响的边际均值图如图3所示。
2.1.1 乙二醇质量分数的影响
很多报道都证实了利用电絮凝技术能有效的降解各种染料,但在以往的研究中,染料通常都溶解或分散在水体系中,而本文中的醇解废水则是乙二醇/水混合体系。图3(a)显示了乙二醇质量分数对脱色率影响的边际均值图,可以看出电絮凝技术对乙二醇/水混合溶液中染料的处理仍然是有效的,但是高脱色率在乙二醇质量分数的低水平下获得,也就是说乙二醇质量分数越高,对电絮凝工艺的降解效率越不利。这是因为电絮凝技术去除染料的性能与染料的溶解度及化学结构有关。分散染料结构上不含水溶性基团,在水中的溶解度很低,大多数分散染料在水中是胶体或悬浮的固体,因此很容易通过絮凝剂吸附和絮凝。然而,通过絮凝不能很好地除去可溶性染料,一般染料的去除率随染料的溶解度增加而降低[11]。分散染料不能溶于水却能溶于乙二醇,随着乙二醇质量分数的增加,染料在溶液中的溶解度越来越大,造成脱色率的下降。
2.1.2染料初始质量浓度的影响
图3(b)显示了染料初始质量浓度对脱色率影响的边际均值图,可以看出在染料初始质量浓度的最高水平下获得了最大脱色率。此外,观察到当染料初始质量浓度较高时,电絮凝工艺在处理开始时更有效。当然,对于较高质量浓度的染料,需要更长的降解时间,但较高质量浓度的染料确实会在短时间内显著下降。不过染料的初始质量浓度与脱色效率之间不存在直接相关性,假设电流密度和处理时间恒定,在溶液中将产生相同量的氢氧化铝络合物[12],对于染料质量浓度较低的溶液,溶液中染料分子的数量较少,那么氢氧化铝络合物与之发生碰撞并絮凝沉淀的几率也就相对较低,从而影响了电絮凝的效率。但是脱色率绝不会随着初始质量浓度的升高而始终上升,当初始质量浓度过高时,电絮凝效率达到饱和之后去除效率反而会出现下降趋势[13]。
2.1.3 絮凝剂质量浓度的影响
据报道.将化学絮凝与电絮凝技术相结合,能提高电絮凝工艺的处理效率[14]。化学絮凝是一种通过添加化学品以使溶解和悬浮的胶体不稳定和沉淀的水处理工艺。图3(c)显示了添加絮凝剂对脱色率的影响的边际均值图,可以看出,在PAC的最高质量浓度水平下获得了最大的脱色率,这说明电解和絮凝剂之间存在协同作用,添加絮凝剂有助于对染料的去除。分析认为是因为加入的絮凝剂能够强烈吸附胶体微粒,通过吸附、交联和架桥作用促使胶体凝聚,同时中和了胶体微粒及悬浮物表面的电荷,经测试投加絮凝剂之后水样的Zeta电位的绝对值从39.4 mV降低到了14.3 mV,Zeta电位下降,使胶体粒子的斥力变小,容易发生碰撞,从而形成絮状混凝沉淀[15]。
2.1.4电解质质量浓度的影响
图3(d)显示了电解质质量浓度对脱色率影响的边际均值图,可以看出在电解质质量浓度的最低水平脱色率最高。增加KC1质量浓度提升了溶液的电导率,但是却降低了染料去除效率,分析认为是因为溶液中过量的Cl-对溶液中的絮凝物是不利的。醇解废液的初始pH值大约为7,随着电絮凝过程的进行,溶液的pH值会有微升,而Al3+的水解程度主要取决于pH值,当pH值在5—9时,Al3+水解和聚合形成单核和/或多核铝络合物,例如Al( OH)3、Al( OH)2+和Al.(0H)4+,它们都是有效的染料絮凝剂[16]。过量的Cl-与溶液中的Al( OH)3会形成一些过渡性化合物,如Al( OH) 2C1、Al( OH) Cl2和AIC13,这些过渡性化合物最终以AICl4的形式溶解在溶液中,导致Al( OH),絮凝剂的量减少,从而降低染料降解效率[17]。不过当实验在恒定电流模式下工作时,增加电解质质量浓度可显著降低施加的外部电压,也就是说电解质在降低功耗方面具有很大的效果。
2.1.5处理时间的影响
处理时间也会影响电化学过程的处理效率,图3(e)顯示了处理时间对脱色率影响的边际均值图。将处理时间增加至20 min,脱色率得到提升,不过继续延长处理时间至30 min脱色率只略微增加。这一结果主要归因于在较长的反应时间内生成的金属阳离子和金属氢氧化物更多,另外,更长的处理时间导致染料分子和絮凝剂之间的接触时间更长,从而提高了处理效率。据报道,非常长时间的电絮凝处理导致降解效率降低,这主要是由于在非常高的絮凝剂质量浓度下颗粒的再稳定化,絮凝剂生成过多,还会导致胶体颗粒表面电荷发生逆转,不利于絮体沉降。而且过长的处理时间会造成高能耗和严重的电极消耗[18]。因此,考虑到处理成本和效率,最佳处理时间为20 min。
2.1.6电流密度的影响
在所有电化学过程中,电流密度是控制反应器内反应速率最重要的操作参数,因为电流密度的大小决定了絮凝剂的产生速度。图3(f)为电流密度对脱色率影响的边际均值图,可以看出最初电流密度的增加,显著提升了脱色率,这是由于增加电流密度导致产生更多的Al3+和OH-促进了金属氢氧化物絮凝剂的形成,从而使溶液中的染料分子絮凝沉淀。另外,施加更高的电流密度提高了阴极表面的氢气泡产生速率,阴极会产生更多的氢气微气泡,微小气泡加速碰撞,强化了絮凝过程,高电流密度还会减小气泡尺寸使气泡强度增强,有利于浮选过程分离染料[19]。然而进一步增加施加电流脱色率却开始下降,分析认为是凝结剂物质在较高电流下发生了溶解。实验结果表明,电流密度并不是越大越好,存在最佳水平的电流密度以实现最大程度的染料去除。
2.2 方差分析(ANOVA)
ANOVA通过评估每个控制变量引起的结果相对于结果总变化的变化来评估设计参数的重要性,结果也包括实验误差的贡献。总离差的平方和总和ST、通过以下等式计算。式中:Xk是第k次实验的结果,x是所有实验结果的平均值,n是实验次数。
由个体因素(x)引起的变化,称为各因素的离差平方和,因素A的离差平方和可以用以下公式获得。xi,根据以下公式计算:式中:xij,表示某个体因素的第i水平第j个试验结果(i=1,2,3,…,na;j=1,2,…,a),由此可以确定每个因素的影响百分比PI值。
F值的大小反映了各因素对实验结果影响程度的大小,可以使用以下公式获得:式中:SE,是实验误差的离差平方和,fA、fE分别是因素A和实验误差的自由度。
通常,具有较高F值和P,值的设计参数对响应变量具有更显著的影响。使用F值对因素进行显著性检验,给出检验水平a,以Fa(fA,fE)查F分布表,比较若F>F。(fA,fE),则认为这些因素对实验结果的影响是显著的。根据表2可知,乙二醇含量对响应变量的影响高度显著,染料初始质量浓度的影响较为显著,相比之下,电流密度、电解质质量浓度、絮凝剂质量浓度和处理时间对响应变量的影响不显著。此外,ANOVA结果显示乙二醇质量分数具有最大的PI值,与其他因素相比对脱色率具有最显著的影响:其他影响因素的贡献顺序为染料初始质量浓度、电流密度、电解质质量浓度、絮凝剂质量浓度,最后是处理时间。
2.3回归分析
利用电流密度、染料质量浓度、处理时间、絮凝剂质量浓度、电解质质量浓度和乙二醇质量分数六个参数进行回归分析,建立回归模型以找出响应变量(脱色率)与重要控制变量之间的关系,以下回归模型可以在不同的控制变量组合下预测实验过程的脱色率。
脱色率= 29.5-0.040 4x,+825 7x2 +1. OIX3+o.91X4 +10. SX5 -o.371x6 +0.000 371x2-396 667x2 -o.019 7x2 -0.004 9x2 - 26. 9x2 +0.000 7x2式中:x1,为絮凝剂质量浓度,mg/L;X2为电流密度,A/cm2;X2为处理时间,min;X4为染料质量浓度,mg/L;x5为电解质浓度,g/L;x6为乙二醇质量分数,%。
图4根据表1中的实验测量数据和对应的回归模型预测值绘制,可以观察到模型预测和实验结果之间存在极好的一致性。
另外,又通过4次确认实验评估了模型的准确性,表3为确认实验的实验结果。
从图4可以看出,确认实验的回归模型预测值与实验结果是较为吻合的。表3详细列出了用于检验回归模型的确认实验设计参数水平及实验结果,可以看出,在所有的确认实验中,预测值都与相应的实验结果能较好地匹配。
3结论
研究表明,运用电絮凝一化学絮凝组合工艺来去除聚酯醇解废水中的染料是十分有效的,电絮凝与化学絮凝的结合对聚酯醇解废水脱色效果的提升有一定的帮助。实验确定了六个设计参数即乙二醇质量分数,染料初始质量浓度、化学絮凝剂质量浓度、电流密度、电解质质量浓度和处理时间,最佳水平分别为10%、30 mg/L、200 mg/L、0.013 A/cm2、0.2 g/L和20 min,其中乙二醇质量分数、染料初始质量浓度和电流密度对脱色率的影响最大,分别为55. 9%、14. 8%和10.5%。
参考文献:
[1]李梦娟,李艳艳,鲁静,等.聚酯醇解废液的脱色动力学[J].化工进展,2018,37(9):3666-3674.
LI Mengjuan, LI Yanyan, LU Jing, et al.Dynamics study ondecolorization of PET alcoholysis waste liquid[J].ChemicalIndustry and Engineering Progress, 2018, 37 (9): 3666-3674.
[2]崔晓雪,魏文静,张立东,等.化学降解废旧聚酯生产有色涤纶短纤维工艺探讨[J].合成纤维工业,2018,41(2):71-73.
CUI Xiaoxue, WEI Wenjing, ZHANG Lidong, et al.Production process of colored polyester staple fiber throughchemical degradation of polyester waste[J]. China Synthetic,Fiber Industry, 2018 ,41 (2): 71-73.
[3]張春晖,唐佳伟,崔毓莹,等.纳米陶瓷电絮凝技术处理煤层气排水的实验研究[J].中国矿业,2018,27(3):149-152.
ZHANG Chunhui, TANG Jiawei, CUI Yuying, et al.Treatment of coalbed methane drainage by nano ceramicelectrocoagulation technology[ J]. China Mining Magazine,2018 ,27(3):149-152.
[4] DANESHVAR N, OLADEGARAGOZE A, DJAFARZADEHM Decolorization of basic, dye solutionAs by electrocoagulation:an investigation of the effect of operational parameters[J].Journal of Hazarclous Materials, 2006, 129(1):116-122.
[5]孙兆楠,付忠田,胡筱敏,等.周期换向电凝聚法处理染料废水的脱色机理研究[J].安全与环境学报,2010 ,10(2):41-44.
SUN Zhaonan, FU Zhongtian, HU Xiaomin, et al. On thedecolorization mechanism of dyeing and printing sewage bymeans ofthe periodically alternating electric coagulation[J].Journal of Safety and Environment, 2010 ,10(2):41-44.
[6]MOFRAD A E, MOHEB A, MASIGOL M, et al. Aninwestigation into electroc,hemical properties of poly( ethersulfone)/poly (vinyl pyrrolidone) heterogeneous cation-exchange membranes by using design of experiment method[J]. Journal of Colloid and Interface Science, 2018, 532:546-556.
[7] SADRZADEH M, RAZMI A, MOHAMMADI T.Seliarationof different ions from wastewater at various operatingconditions using electrodialysis[J].Separation& PurificationTechnology, 2007, 54(2):147-156.
[8] GUO D, FU L,WANG S,et al.Application of Taguchimethod for optimization of process parameters in preparationof high-purity molybdenum disulfide[J].Chemical Papers,2018, 72( 12): 2997-3003.
[9]ALMANSOORI Z,KHORSHIDI B, SADRI B, et al.Parametric study on the stahilization of metal oxidenanopartieles in organie, solvents:a case study with indium tinoxide (ITO) and heptanes[J]. Ultrasonies Soncehemistry,2018, 40( Pt A): 1003-1013.
[10]kHORSHIDI B,THUNDAT T,PERNITSKY D, et al.Aparametric study on the synergistic impacts of chemicaladditives on permeation properties of thin film compositepolyamide membrane[ J].
Journal of Membrane Science,2017. 535;248-257.
[11]KIM T H,PARK C,YANG J,et al.Comparison ofdisperse and reactive dye removals by ehemical coagulationand Fenton oxidation[J].Journal of Hazardous Materials,2004, 112(1/2):95-103.
[12] NANDI B K, PATEL S.Effects of operational parameterson the removal of brilliant green dye from aqueous solutionsby electrocoagulation[ J].
Arabian Journal of Chemistry,2017. 10:S2961-S2968.
[13]凌琪,包建宏,伍吕年,等.电絮凝对Ni-EDTA废水的影响研究[J].阜阳师范学院学报(自然科学版),2018,35 (3):46-49.
LING Qi, BAO Jianhong, WU Changnian, et al.Effect ofelectro-coagulation on Ni-EDTA wastewater[J]. Journal ofFuyang Normal University( Natural Scienc,e), 2018, 35(3):46-49.
[14] BAZRAFSHAN E,ALIPOUR M R, MAHVI A H.Textilewastewater treatment by applic,ation of combined chemicalcoagulation, electrocoagulation, and adsorption processes[J].Plos One, 2012, 7(6):e40108.
[15]施银桃,夏东升,曾庆福.电絮凝气浮法处理分散艳蓝E-4R废水的研究[J].应用化T, 2009, 38 (3):336-338.
SHI Yintao, XIA Dongsheng, ZENG Qingfu. Study on thetreatment of disperse blue E-4R dye wastewater by electro-floeeulation-floatation method [J]. Applied ChemicalIndustry, 2009 , 38 ( 3 ) : 336-338.
[16] WANG C T, CHOU W L, KUO Y M. Removal of COD fromlaundry wastewater by elec,trocoagulation/elec,troflotation [J] .Journal of Hazardous Materials, 2009, 164( 1) : 81-86.
[17] HANAFI F, ASSOBHEI 0, MOUNTADAR M, Detoxificationand discoloration of Moroc,c,an olive mill wastewater byelectrocoagulation [J]. Joumal of Hazardous Materials,2010, 174(1) : 807-812.
[18]SHAMAEI L, KHORSHIDI B, PERDICAKIS B, et al.Treatment of oil sands produced water using combinedelectrocoagulation and chemical coagulation techniques [ J] .Seienee of the Total Environment, 2018 , 645 : 560-572.
[19lCHEN G. Electrochemical technologies in wastewatertreatment[J]. Separation & Purification Technology, 2004,38 (1) : 11-41.
收稿日期:2019-02-27;修回日期:2019-10-31
基金項目:国家重点研发计划项目(2016Y FB0302901-3);中央高校基本科研业务费专项资金重点项目(JUSRP51723B)
作者简介:陈欣(1995—),女,硕士研究生,研究方向为废弃聚酯的回收与再利用。
通信作者:葛明桥,教授,ge_mingqiao@ 126.com。
猜你喜欢
食品界(2022年6期)2022-06-11
安徽农学通报(2018年2期)2018-06-21
东方教育(2016年9期)2017-01-17
科教导刊·电子版(2016年23期)2016-10-31
商(2016年28期)2016-10-27
中国市场(2016年34期)2016-10-15
商(2016年6期)2016-04-20
当代化工(2015年6期)2015-10-21
江苏农业科学(2015年9期)2015-10-20
润滑油(2015年2期)2015-07-06
