含PVA废水处理技术研究现状及趋势
2019-04-20 08:48唐嘉丽于广平
印染助剂 2019年3期
唐嘉丽,岳 秀,于广平,刘 坚
(广州中国科学院沈阳自动化研究所分所,广东广州 511458)
1 聚乙烯醇性质简介
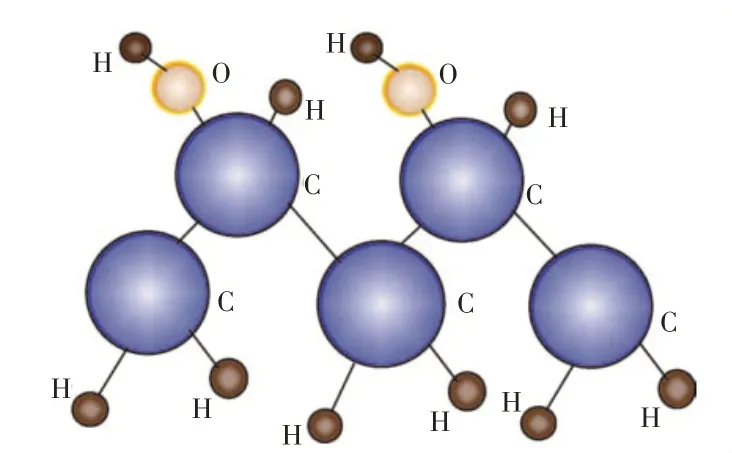
聚乙烯醇(PVA)是一种重要的现代工业原料,分子结构式[1]如下:
PVA 因具有较好的水溶性、黏附性、浆膜强韧性和耐磨性、强有机溶剂耐受性,被广泛应用于纺织、纸制品制造、食品包装和医疗器械等行业,且产量和用量逐年递增,导致大量 PVA 排入环境[1-2],较为典型的包括纺织退浆废水和造纸废水等。
PVA 水溶液的 COD 很高,而 BOD5/CODCr值(B/C比)<0.1,难以被普通微生物降解利用,处理起来难度很大[3];若在自然水体中大量累积,不仅会使被污染的水体表面泡沫增多,黏度增大,影响好氧微生物的活动,还会造成重金属累积,从而导致更加严重的生态问题[4-5]。因此国内外环保工作者相继开展了多项含PVA 废水处理技术的研究,近年来也取得了较多新进展,有必要对各种技术的研究现状和趋势进行总结,以期为不同类型含PVA 废水的高效处理提供工艺选择参考。
2 含PVA废水处理技术研究现状
2.1 物理法
较常见的是超滤膜分离。超滤膜孔径在0.05 μm至1 nm 之间,通常截留分离分子质量1 000~300 000的PVA/染料类大分子有机物。A Sarkar等[6]设计了一种新型剪切增强超滤系统处理PVA 退浆废水,同时实现了PVA 有效回收利用及零排放,且在运行稳定性上优于传统超滤装置。另外,超滤膜材质对PVA废水处理效果有直接影响。于奕峰等[7]对比了5 种材质的超滤膜后认为,疏水性聚砜超滤膜最适合处理退浆废水,PVA截留率可达96%。
采用超滤膜分离技术可以降低含PVA 废水处理量,回收聚乙烯醇,既能减少污水处理成本又能回收部分原料,具有节能、无相变、操作简便、设备简单等优点,是一种典型的清洁生产技术,具有很好的经济和环境效益。但对于成分较复杂的含PVA废水,采用单一膜技术处理难以达标排放,亦难满足回用需求。基于以上原因,将多种膜技术与物化或生化工艺进行组合的研究逐渐成为含PVA废水深度处理与回用方面的研究热点[8-10]。
2.2 化学法
2.2.1 盐析絮凝法
盐析絮凝法回收废水中的PVA 包括盐析和絮凝两个反应过程。盐析是指通过加入适量盐分(硫酸钠是常用且较为经济有效的盐析剂)降低PVA 的溶解度,使PVA从溶液中脱水析出的过程;絮凝是指为降低盐析剂用量,向溶液中加入絮凝剂(最常用的是硼砂),使其与析出的PVA交联成更大的分子而从溶液中分离并回收的过程。
王志辉[11]开发了一套退浆废水中聚乙烯醇的絮凝回收设备并在印染企业中作为预处理设施应用,退浆废水的PVA 回收率可达85%~90%,而COD 则由19 500 mg/L降至3 000 mg/L,可有效减轻后续处理压力。为进一步减少盐析剂用量,张玥等[12]以硼酸为絮凝剂,硫酸与氢氧化钠反应形成的硫酸钠为盐析剂,对印染废水中聚乙烯醇的回收率达98.6%。
盐析絮凝法工艺较为成熟,适用于成分较单一的含PVA 退浆废水的预处理,但化学药剂消耗量相对较大,另外,回收的PVA产品纯度可能无法满足直接上浆工艺要求[13],需要提纯处理后再应用。
2.2.2 高级氧化法
高级氧化技术(Advanced oxidation process,AOP)又称深度氧化技术,是近20年兴起的水处理技术,尤其适用于难降解有机污染物的处理。采用高级氧化技术处理含PVA 废水是目前的研究热点之一,并且主要集中在基于羟基自由基(·OH)的高级氧化技术,包括芬顿及类芬顿氧化法、电Fenton、光助Fenton、UV/H2O2法等。
传统芬顿法利用铁盐催化H2O2产生·OH,从而氧化降解PVA。Guo等[14]利用芬顿工艺对含PVA退浆废水进行预处理,PVA 去除率达95.1%,且废水B/C比从0.25快速提高至0.51,PVA被分解并转移到小分子有机酸中,使可生化性得到极大改善。Kang、Xiao等在研究中也发现芬顿法具有相似作用[15-16]。近期单巨川等[17]用 Fenton 试剂处理含 1 g/L PVA 的浆料废水,PVA 去除率提高至接近100%,且PVA 降解机理有所不同,降解产物中含有醛、酮物质。
虽然传统Fenton 法处理方便,但是处理过程中需要投入大量的Fe2+,容易在处理设备中产生铁泥堆积。为解决这一问题,研究者们尝试了各种方法进行改进。零价铁是研究较多的铁盐替代物,活性组分Fe在催化剂表面主要以Fe2+和Fe3+两种氧化态存在,降解PVA的机理与芬顿反应相似[18-20]。
另有研究表明,在芬顿体系中引入光或电可以促进Fe2+或过氧化氢的持续再生,同时还能借助光催化和电化学的协同作用,进一步提高芬顿反应效果。谭万春等[21]采用紫外光辅助Fenton 氧化技术处理PVA 溶液,在降低铁离子消耗的同时提高了H2O2的分解效率,PVA 质量浓度为1.5 g/L 时,通过调整工艺参数使可生化性得到极大改善。此外,适当的催化剂对光助 Fenton 法可起到促进作用,Zhang 等[22]在光助Fenton体系中引入催化剂纳米TiO2以及贵金属Pt,可以将PVA 相对分子质量从13 490 降至803。而Chou等[23]则使用聚丙烯腈(PAN)基活性炭纤维(ACF)作为电极,考察了电Fenton 法去除水溶液中PVA 的效果,在最佳条件下PVA去除率可达97.5%。但光、电与Fenton的耦合技术对反应器的设计要求较高,所需设备较复杂,投入及运行成本均较高,目前还停留在实验室阶段。
近年来关于UV/H2O2技术的研究也得到广泛关注,其原理是利用UV光照射催化H2O2分解产生·OH,从而实现对大分子有机物的降解。Hamad 等[24]先验证了间歇运行条件下UV/H2O2工艺处理PVA 水溶液的可行性,取得了91.6%的相对分子质量降解率;之后考察了该工艺连续运行模式的处理效果[25],成功缩短了停留时间,当PVA 相对分子质量为130 000时,在最佳条件下只需18.4 min 就可以达到37.92%的TOC还原效率,并将PVA相对分子质量降至3 980,此外有效减少了双氧水的残留。UV/H2O2技术处理过程无污泥产生,具有清洁环保的优点,但光反应器的放大仍然是实际应用的一大挑战。Ghafoori 等[26]提出了一种用于降解纯PVA 溶液的实验室级UV/H2O2反应器的放大方法,但该方法对于成分较复杂的含PVA废水的应用效果还有待验证。
此外,也有研究尝试利用单独臭氧氧化法[27]、辐射法[28]、超临界水氧化法[29]处理含PVA废水,均取得了一定成效,但目前基本处于机理研究阶段,尚未见放大应用。
2.3 生物法
2.3.1 高效降解菌和降解酶法
PVA 虽然可生化性差,难以被普通微生物降解利用,但是并非无法实现生物降解。实际上,PVA 是目前发现的唯一可以被一些微生物用作碳源的乙烯基聚合物。关于PVA 的生物降解研究可以追溯到1936年,Nord[30]首次报道了镰刀菌可以降解PVA,而后直到1973年Suzuki等[31]分离得到第一株能够产生PVA 降解酶的假单胞菌(Pseudomonas O-3),此后国内外科学家相继开展了多项关于PVA降解菌的筛选研究工作。
从结果来看,能够降解PVA 的微生物在自然界中的分布并不广泛,一般仅存在于被PVA 污染的环境中,如PVA纺织废水和造纸废水[32]。另外从微生物种类来看,目前发现的PVA 降解菌主要是一些属于特定种属的细菌和部分真菌,其中细菌中具有PVA降解能力的基本都是假单胞菌属和鞘氨醇单胞菌属,真菌则主要为曲霉属和青霉属等[33-34]。这些微生物基本都是通过产生特种降解酶,先将PVA 大分子链上的羟基氧化成二酮或单酮,然后以水解方式将C—C 键裂解成单体,降解后的PVA 单体再通过不同途径参与细胞代谢,最终矿化成CO2和H2O[4]。已发现的降解酶主要包括聚乙烯醇氧化酶、聚乙烯醇脱氢酶、一双酮水解酶以及醛缩酶[35-36]。
目前,PVA 降解菌的筛选及降解酶的分离纯化工作得到了研究者的广泛关注,有研究将PVA 降解酶应用于退浆工艺中,可显著降低退浆废水中的PVA 质量分数,使可生化性得到极大改善,对于成分较单一的高质量分数PVA退浆废水的治理具有积极的指导意义[35,37]。但由于大多数降解菌对 PVA 的降解都不彻底,而PVA降解酶提取困难,加大了PVA降解酶研究的难度,因此研究还是停留在实验室阶段,尚未实现工业化生产[33,36,38]。
2.3.2 厌氧/好氧生化法
因PVA 高效降解菌和降解酶的分离、驯化方法及生化机理尚需进一步研究,加上含PVA 废水大都成分复杂,单一微生物无法实现完全降解,因此目前更多采用厌氧/水解酸化以及好氧生物技术。通过控制各工艺参数,创造适合的生长环境,从而驯化出可同时降解多种污染物的微生物混合菌群。
研究表明,厌氧和好氧的生化过程都可以参与PVA降解,其中厌氧过程多用作预处理。Xu等[39]采用厌氧折流板反应器(ABR)处理含PVA 废水,经过30天培养驯化,PVA 去除率可达80%;Liu 等[40]开发了一种混合厌氧折流板反应器(HABR),处理实际含PVA 退浆废水稳定运行时,系统对PVA 和COD 的去除率分别约为18.0%和42.0%。好氧法方面,近年来随着多种新型反应器的出现,使PVA 废水的好氧处理效率大幅提升。Blanco 等[41]用好氧膜生物反应器(MBR)处理实际含PVA 生产废水,PVA 去除率可优化到接近100%。Yang等[42]对比了两种生化组合工艺[水解酸化-生物接触氧化反应器(BOR)以及水解酸化-间歇反应器(SBR)]对含PVA 印染废水的处理效果,在3 个月连续运行期间,两种组合工艺对PVA 的去除率接近,为74.5%~81.3%,但两种反应器中的微生物组成有明显差异。
2.4 组合工艺法
在实际应用中,含PVA 废水大多成分复杂,单独物化工艺虽然处理效果较好,但成本相对较高;而单独生化工艺最大优点是运行费用低,但是处理周期长,处理效果也极易受到水质波动的影响,并且出水水质很难达到日趋严格的排放标准。将生化法与物化工艺联用是含PVA废水处理领域最受关注的研究方向之一,目前研究和应用较多的组合方式为物化处理(主要为高级氧化、混凝沉淀、膜处理)+生化处理[主要为水解酸化、接触氧化、活性污泥、生物滤池(BAF)、MBR]。
岳秀等[43]采用双氧水协同水解酸化-接触氧化工艺,实现了对含PVA模拟印染废水的强化处理,稳定运行后COD平均去除率为89.8%,PVA平均去除率为 87.4%。Sun 等[44]研究了电子束辐照-MBR 耦合工艺对含PVA 印染废水的处理效果,在不进行工艺优化的情况下,COD去除率可达45%,膜通量和活性污泥系统都表现出良好的稳定性。He 等[45]设计了一套臭氧-BAF-纳滤(UF)-反渗透(RO)组合工艺,用于处理含PVA 的印染废水(经混凝沉淀-厌氧-好氧活性污泥法处理的出水),最终反渗透出水COD 小于10 mg/L,无PVA 残留,其他各项指标均达到回用标准,且RO 浓缩物可以直接排放,为同类型废水处理的工程应用提供了参考。梅荣武等[46]则采用“气浮-水解-好氧-二沉-气浮”组合工艺对一项含PVA印染废水处理工程进行了提标改造,处理后的废水达到GB 4287—2012《纺织染整工业水污染物排放标准》间接排放指标,具有实际推广前景。
3 含PVA废水处理技术发展趋势
近几年,随着节能环保要求的日益提高、水资源的日益紧缺,对水的重复利用以及废水处理后的回用均提出了新要求,企业对处理废水回用的需求也在逐年上升。因此对于含PVA 废水的处理目标不再只是达标排放,结合目前含PVA 废水处理技术的发展情况,今后的研究工作应主要集中在:(1)根据废水成分选择不同的工艺,对于浆料种类及成分较单一、PVA 质量分数较高的退浆废水,可以单独收集处理,优先考虑PVA 回收,开发更稳定、高效且经济可行的膜技术,或药剂消耗量更低的化学回收工艺;(2)对于成分较复杂或者回收后有残留的含PVA 综合废水,研究不同工艺的优化组合,以生化法为主,结合物化法以及深度处理,使降解后的水质满足中水回用的需求。
4 结论
随着PVA 应用范围的日趋扩大,含PVA 废水的处理问题也是需长期面对的问题。需要从源头开始,削减污染物的排放量;而在末端治理工艺的选择上,根据实际水质,因地制宜,充分考虑PVA回收以及企业中水回用的需求,将物化法和生化工艺进行恰当的组合,这也是未来含PVA 废水处理技术发展的总体方向。
猜你喜欢
轻金属(2022年7期)2022-08-16
城市道桥与防洪(2022年5期)2022-06-25
化工环保(2021年6期)2021-12-03
娃娃乐园·综合智能(2021年6期)2021-06-21
昆钢科技(2020年6期)2020-03-29
特种油气藏(2019年6期)2020-01-14
资源节约与环保(2018年1期)2018-02-08
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
山东工业技术(2016年15期)2016-12-01