基于航空轴承制造特征的CAPP技术开发
2019-05-07 03:10艾青牧于庆杰公平中国航发哈轴范红伟哈尔滨工业大学
航空动力 2019年2期
■ 艾青牧 于庆杰 公平/中国航发哈轴 范红伟/哈尔滨工业大学
计算机辅助工艺过程设计(CAPP)技术能够实现对轴承工艺路线的科学决策,实现工艺设计与工艺管理的集成,缩短设计周期、固化工艺,并提高轴承工艺管理的质量和效率。
计算机辅助工艺过程设计(CAPP)[1]技术是20世纪60年代后期出现的,在理论研究、系统开发和实际应用方面都取得了一定的进步[2-4],但针对航空轴承高转速、重载荷、多品种、小批量的特点所开展的CAPP研究并不多见。本文在现有CAPP的基础上,基于航空轴承的特点及工艺设计原理,构建了具有航空轴承制造特征的CAPP信息模型、搭建了软件平台,并针对具体型号进行验证。
关键技术
基于航空轴承制造特征的CAPP技术主要包括航空轴承工艺设计和工艺管理,将航空轴承的工艺知识融入专家系统中,实现航空轴承保密与安全防护、人机交互及检索、数据及特征的精准传输、基于专家系统的柔性化工艺路线、参数化内部工艺设计、工夹量具的智能选取、工序的有序生成、打印及保存管理、型号检索与信息精准调取(如图1所示)等功能。其关键技术主要包括以下几种。
安全保密防护技术。针对航空轴承工艺设计的工艺知识及内部工艺设计参数等核心内容进行保密防护,采用登录身份识别技术。
信息快速检索技术。搭建航空轴承零件信息数据库,可以快速实现零件信息的输入,提高工艺设计效率。
基于知识的专家系统。对航空轴承工艺特征进行全面梳理和分类,根据输入的零件特征及参数进行优化工艺设计或进行工艺推荐,同时具有自动生成新工艺的能力。

图1 技术研究流程
基于知识的工艺柔性化技术。依靠专家系统及工艺路线柔性化数据库,根据航空轴承工艺特征及参数,进行工艺筛选、判断,推荐最佳工艺路线,能适用于轴承的高速、重载、工艺特殊要求,具有灵活可变化、可修改等特征,如图2所示。
工艺数据传递与自动筛选技术。采用唯一数据源方法,将工艺数据从计算机零件特征参数汇总区传递到计算书结果区。将人机交互界面的数据汇总,自动生成工艺计算书,如图3所示。

图2 基于专家系统的工艺路线

图3 数据传递与自动筛选
特征、参数辨别及数据库提取技术。针对航空轴承零件的特征、参数的范围进行辨别,将判断结果传递进入工艺标准数据库,数据库将自动进行筛选,提取工艺过程参数,推算工艺过程数据,利用公差、技术条件等数据库,自动识别对应参数的技术条件。
检验频次及量块仪表精度识别技术。利用检验标准数据库,对航空轴承零件特征、参数及技术条件进行识别,筛选符合该条件的频次,进行量块及检验频次的自动化设计。
出厂要求综合评价技术。对加工零件参数进行智能识别综合评价,利用加权法,针对零件及装配参数的制造符合性要求,综合评价得分在95分以上的轴承可以出厂。
技术应用模型构建
以产品工艺数据库为基础进行产品工艺数据管理,针对生产中不同部门对产品工艺信息的不同需求,提供给各部门的不同信息,利用数据库的强大功能,保证工艺数据统计信息的完整性和一致性,减少人为失误。
在实际操作中,利用编程软件(VB)创建人机交互界面,利用数据存储软件(Excel)进行数据的存储与筛选,利用绘图软件(CAD)输出图形文件,将3款软件进行封装,建立了适合于航空轴承工艺设计软件,主要包含软件安装及登录、CAPP零件入口、人机交互界面、定制个性按纽等模块。
软件安装及登录
此登录界面含有用户名、密码、新用户注册及修改密码等功能,如图4所示。该项技术的应用,考虑3个因素:第一,便于工艺人员的使用,以工艺人员姓名的第一个字母为登录名,以员工号码为密码进行初始登陆;第二,符合员工的使用习惯,进行密码修改,系统将会自动存储新密码,便于下次登陆;第三,防止非工艺人员操作,在登陆密码错误3次后将自动跳出系统,起到了很好的安全防护作用。

图4 软件安装及登陆
CAPP零件入口
由于内圈、外圈、保持架和滚动体编制工艺时考虑的参数及特征不同,输入的项目有很大差异,若将4个零件在同一个界面进行输入,将会非常繁琐,因此将零件划分为4个区并设有4个按钮,分别是内圈、外圈、保持架和滚动体,点击对应的按钮,进入对应的输入界面,如图5所示。4个区彼此信息隔离,避免因零件间数据传递过程互相影响。
人机交互界面
人机交互界面主要包含4个区,如图6所示:零件型号输入区,将自动检索数据库信息,对已有信息将零件的特征及参数自动提取,并可进行修改和删除;零件特征和工艺特殊要求输入区,含精度、引导方式、兜孔形状等;零件参数输入区,包括零件的内径、外径等相关尺寸。
定制个性化按钮
个性化按钮主要针对工艺设计过程中需要实现的功能进行定制,主要包含生成工序按钮、进入计算书按钮、生成计算书按钮、工序图表按钮、返回主界面按钮、打印工序图表按钮、保存按钮、隐藏按钮、显示工作簿按钮、查找工作表按钮、新建模板工作表按钮等。核心按钮是生成工序按钮和生成计算书按钮。
技术验证
本文以一型航空轴承的支点滚子轴承D1002926KNQU为例(工艺设计输入参数见表1),利用CAPP技术进行工艺设计,并与人工进行工艺设计进行对比。
D1002926KNQU工艺设计输入参数共计54个,其中,精度等级和引导方式在内圈、外圈、保持架和滚动体工艺设计过程中均被使用。
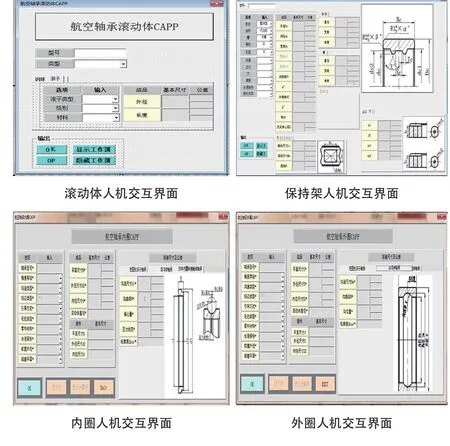
图5 零件入口

图6 人机交互界面

表1 D1002926KNQU工艺设计输入参数列表

表2 CAPP工艺设计和人工设计的用时和正确率对比分析
试验结果表明,C1002926KNQU零件工艺共计162道工序,加工过程中共475个工艺控制参数,CAPP正确率是100%,人工正确率是96.4%,准确率提高3.6%;CAPP用时65min,人工用时1273min,用时减少95%,具体见表2。
结束语
通过对具有航空轴承制造特征的CAPP技术的开发,提高了工艺知识的共享和重用程度,使工艺设计人员能够提高设计效率,将集中精力对新产品、新工艺、新方法、新技术进行研究与发展,提高了航空轴承工艺知识的继承性,最大限度地利用现有资源降低成本,实现航空轴承工艺设计自动化,从而提高工艺设计的一致性和优化程度。
(艾青牧,中国航发哈轴,工程师,主要从事航空轴承设计、仿真分析及应用研究)
猜你喜欢
防爆电机(2022年4期)2022-08-17
建材发展导向(2022年5期)2022-04-18
防爆电机(2021年5期)2021-11-04
防爆电机(2021年3期)2021-07-21
北京航空航天大学学报(2021年6期)2021-07-20
当代陕西(2020年13期)2020-08-24
少年文艺·我爱写作文(2017年6期)2017-06-12
商业评论(2014年9期)2015-02-28