不锈钢A-TIG焊时电弧形貌和熔宽熔深研究
2019-05-15 02:51钱建伟
江苏船舶 2019年1期
钱建伟
(中国船舶重工集团公司 第七二六研究所,上海201108)
0 引言
不锈钢自20世纪初问世,至今已有90多年的历史。不锈钢的发明是世界冶金史上的重大成就,不锈钢的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。而不锈钢作为工程材料时最常用的连接方法是焊接,因此不锈钢焊接技术的重要性由此显现出来。目前工业上应用的不锈钢焊接方法主要有钨极氩弧焊(TIG)、高频焊、等离子焊和激光焊等。这几种焊接方法各具特点,使用最多的是TIG焊。TIG焊应用于不锈钢焊接的主要缺点是:熔深浅,只能焊接厚度小于6 mm的材料;而焊接厚度较大的金属材料时,则需要开坡口,填充焊丝,进行多层焊接,加大了工艺复杂性,降低了效率[1]。为了提高焊接效率,人们一直在尝试新的焊接方法,A-TIG就是其中一种较有效的新方法。焊前将在焊缝表面涂敷上一层活性焊剂(简称活性剂),在相同的焊接规范下,可以大幅度地提高熔深(最大可达300%)[2-3]。本文通过试验获得了A-TIG焊和传统TIG焊的焊缝和电弧形态以及显微组织相关数据,发现了一些规律并尝试对其机理进行分析。
1 试验方法
1.1 试验材料及设备
试验采用6 mm厚的304不锈钢试板,具体化学成分见表1,机械性能见表2。活性焊剂为FS-01。试验选用氩气作为保护气体,氩气纯度应达到99.995%以上。焊机为MAGIC WAVE 2600型TIG焊机。

表1 304不锈钢的化学成分

表2 304不锈钢的室温机械性能
1.2 试验方法
焊接方法采用直流TIG焊,焊接参数见表3。试验分为两组。第一组试验(试样编号A~G),电流值不变,固定在140 A,增加活性剂的相对涂敷厚度(依次为1~7),以获得活性剂涂敷量与焊缝深宽的关系。第二组实验(试样编号H~Q),取电流值80~170 A之间5个量,分别焊一道涂敷活性剂和不涂敷活性剂焊缝,以获得在电流增加时,涂敷及未涂敷活性剂的焊缝与电流之间的关系,以及它们之间的对比关系。焊接参数具体设置见表4。

表3 焊接参数
1.3 高速摄影
为了解A-TIG焊时焊接电弧的动态状况,采用日本Photron Fastcan Super彩色高速摄录系统,拍摄了两组照片,分别为电流80 A高焊速和电流80 A低焊速。

表4 焊接电流电压及活性剂相对涂敷厚度
2 试验结果及分析
2.1 焊缝的熔宽和熔深
焊缝的熔宽和熔深的具体数值见表5。
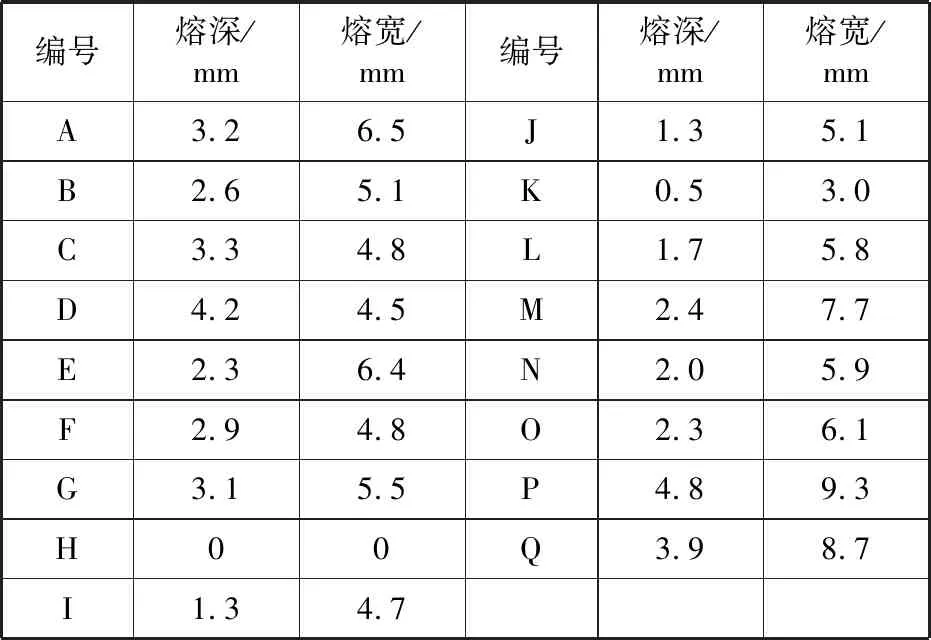
表5 焊缝熔深和熔宽数值
2.2 熔深熔宽和电流的关系
熔宽、熔深和电流的关系分别见图1、图2。
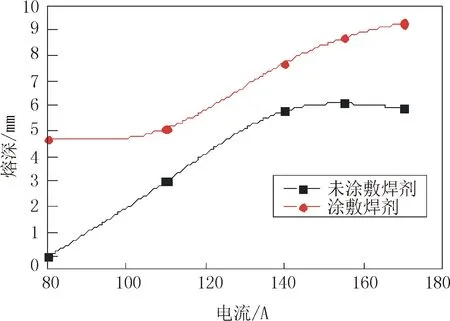
图1 熔宽和电流的关系曲线
由曲线可以看出,不管电流怎样变化,涂敷活性剂的试样熔深和熔宽都要比没有涂敷活性剂的大。电流小于110 A时,电流的变化对涂敷活性剂的试样熔深熔宽无明显影响。电流大于110 A时,随着电流的增加,无论是否涂敷活性剂,试样的熔深熔宽都会增加。但电流达到150~160 A时,未涂敷活性剂的试样熔深熔宽不再增加,反而有减小的趋势;涂敷活性剂的试样熔深熔宽的增加量却不减。可以预测,如果继续增大电流将得到更大的熔深和熔宽。
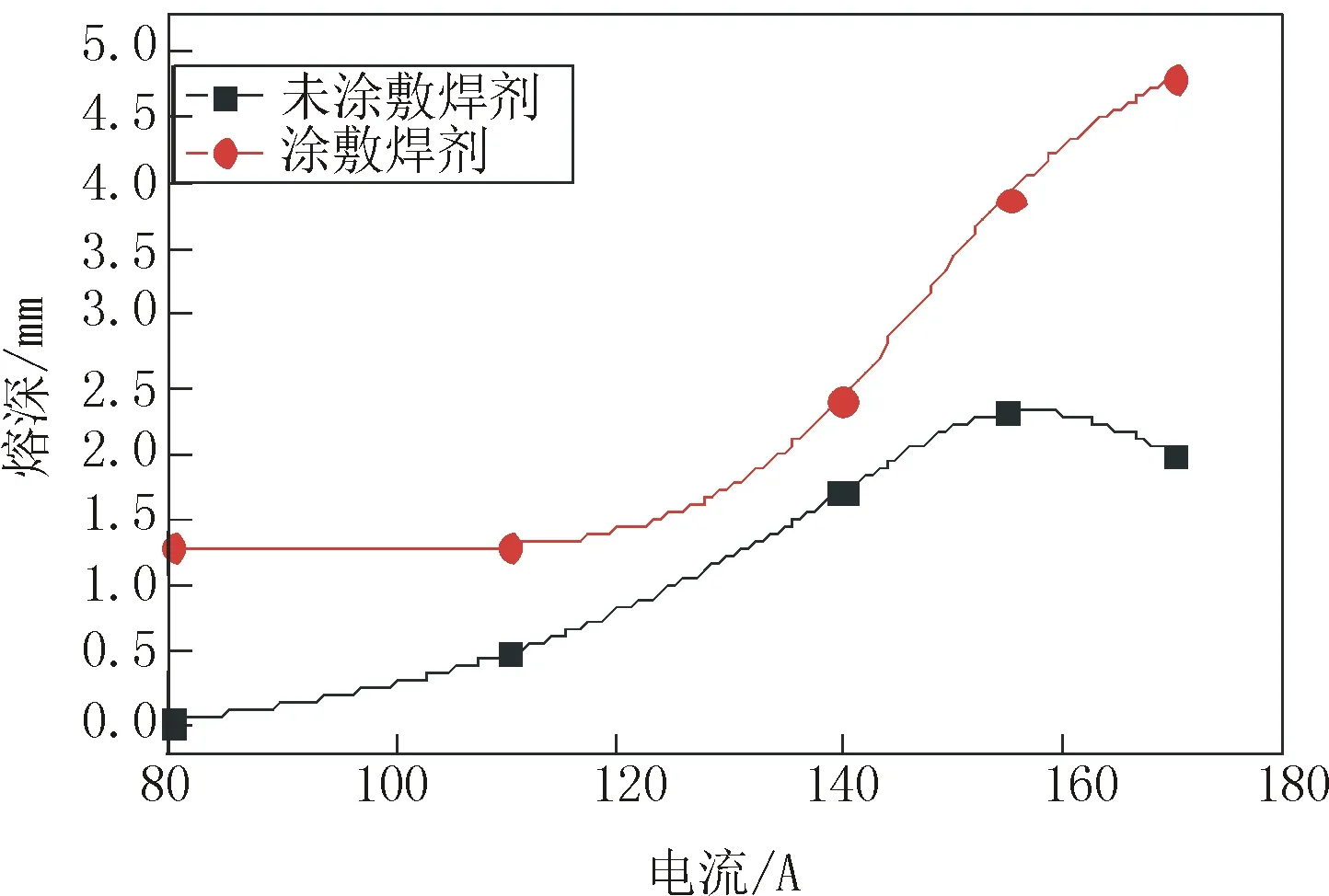
图2 熔深和电流的关系曲线
2.3 熔宽熔深和涂敷量的关系
熔宽、熔深和涂敷量的关系见图3、图4。
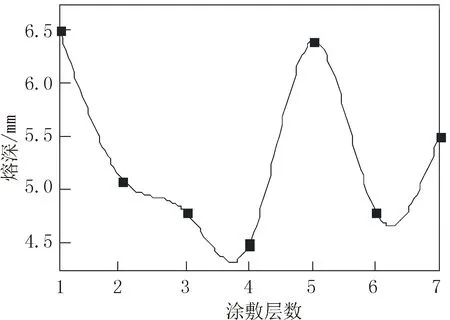
图3 熔宽和涂敷量的关系曲线
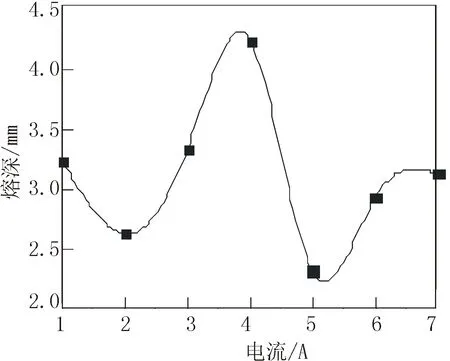
图4 熔深和涂敷量的关系曲线
由曲线可以看出,A-TIG焊应存在一个最佳的活性剂涂敷量,以这个活性剂涂敷量焊接时能够得到最大的熔深。依据本次试验结果,这个最佳涂敷量在活性剂相对涂敷厚度为4左右。在此值能够得到最大的熔深和较窄的焊缝。
2.4 高速摄影分析
高速拍摄的电流80 A高焊速、低焊速照片分别见图5、图6。
以上两组高速摄影照片分为进入活性剂区域前、进入活性剂区域和出活性剂区域三个部分。试验时,只在焊缝的中间一段涂敷活性剂,两端都没有涂活性剂。从照片上可以看出,在进入涂敷有活性剂的区域以后,表面看来电弧明显变大,但作者认为照片中的明亮区域并不完全代表电弧部分。在进入涂敷区以后,电弧的上方有圆锥形的浅灰色光环,而在涂敷区域以外没有此现象,所以可认定,此浅灰色光环为受热蒸发的活性剂烟雾反射出来的光线,而且离试样表面越近越亮,最后和电弧混为一体,无法区别。虽然从表面看来,电弧是变大了,但电弧的真实形态却无法通过高速照片直接看出来,还需综合其他试验结果一起分析。

图6 电流80 A低焊速
2.5 金相组织观察
焊缝组织和熔合线附近组织两组照片见图7~图10。焊缝组织为树枝晶和柱状晶混合组织。熔合线附近组织从左至右依次为:母材—热影响区—焊缝。

图7 未涂敷活性剂焊缝组织
母材为轧制过的奥氏体组织,有一道道平行的轧制痕迹。涂敷活性剂试样的焊缝组织要比未涂活性剂的粗大,柱状晶更明显。在熔合线附近,涂敷活性剂的试样的金相照片中能够找到粗晶区和垂直于熔合线的柱状晶。而在未涂活性剂的试样照片中,这些组织都不是很明显的。
需要说明的是,两组照片的焊接规范完全一致,电流均为155 A,即热输入量是一样的。但涂有活性剂时的组织更为粗大,换句话说涂敷活性剂比未涂敷活性剂利用热的效率更高。因此,熔深也就相应增大。
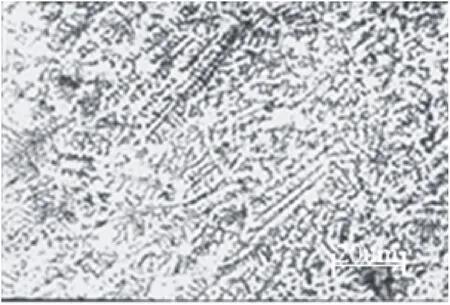
图9 涂敷活性剂焊缝组织
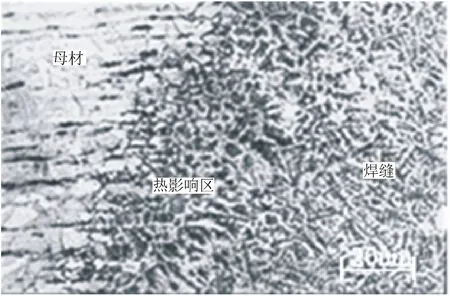
图10 涂敷活性剂熔合线附近组织
3 结论
(1)不锈钢采用A-TIG焊时,焊缝的熔深和熔宽大于传统TIG焊。
(2)A-TIG焊时存在一个最佳涂敷量,在此值时焊接,能够得到最大熔深,多于或少于此涂敷量,熔深均变小。
(3)A-TIG焊得到的焊缝金相组织要比同等参数条件下传统TIG焊得到的金相组织粗大,柱状晶更大更明显。
猜你喜欢
皮革制作与环保科技(2022年18期)2022-11-26
电气化铁道(2022年4期)2022-08-30
新材料产业(2022年2期)2022-07-19
军民两用技术与产品(2021年10期)2021-03-16
当代化工(2019年4期)2019-12-03
商情(2019年43期)2019-10-20
劳动保护(2017年9期)2018-01-08
食品与生活(2015年9期)2015-09-12