浅谈气泡法在氢脆检验中的应用
2019-07-09 23:33李川
时代汽车 2019年6期
关键词:镀锌
李川
摘 要:在机械行业,特别是汽车生产企业,标准件、特标件大多采用电镀锌的表面处理方式,而高强度等级的螺栓产品电镀后容易产生氢脆断裂问题,本文通过对比试验,介绍了气泡法的操作方法及使用该方法时该注意的问题。
关键词:气泡法;氢脆检测;镀锌;高强度螺栓;U型螺栓
1 前言
某公司某型号的U型螺栓在使用过程中出现异常断裂的问题,经过分析检验,该产品的化学成份、基体组织无异常,硬度检测符合相关技术条件要求(HB316-375),初步判断为产品氢脆断裂。根据经验,一般的氢脆问题都是在装配后的24小时内发生,而国家标准 《GB/T3098.17 紧固件机械性能 检查氢脆用预载荷试验 平行支撑面法》只在产品生产商在生产工序完成后进行试验适用。针对这种情况,在产品采购入库时,需要一种快速有效的检验方法对产品进行氢脆检验,以减少质量风险及质量损失。
2 试验过程及结果
2.1 断口分析
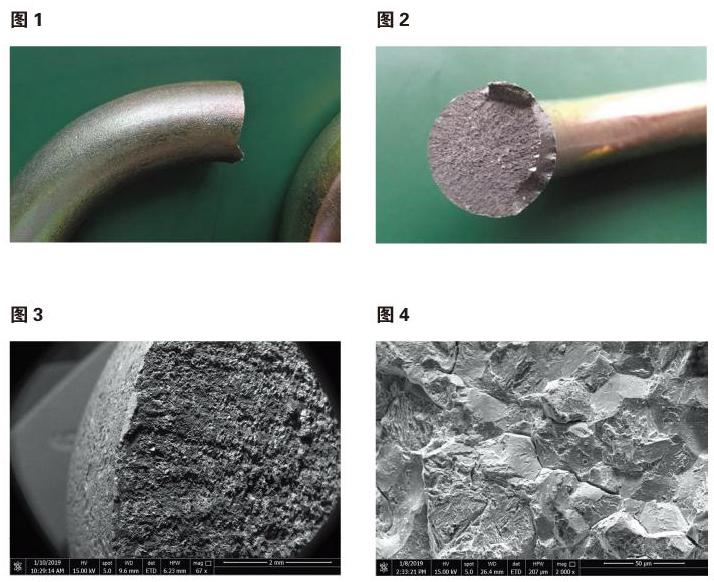
对上述某公司断裂的U型螺栓进行取样,如图1、图2所示,零件在断裂部位附近外表面存在肉眼可见裂纹,断口平齐,没有塑性变形现象,断口干净,未见锈蚀等腐蚀产物,在断口上可观察到些许白点。
样品经超声波清洗之后,使用扫描电子显微镜下进行观察,在67X和2000X下观察断面,发现断口处存在放射性条纹,其微观形貌为沿晶+解理(见图3),断口中部微观形貌为韧窝+沿晶,并伴随有鸡爪形的撕裂棱(见图4),符合典型的脆性沿晶断裂特征。
2.2 气泡法检测结果
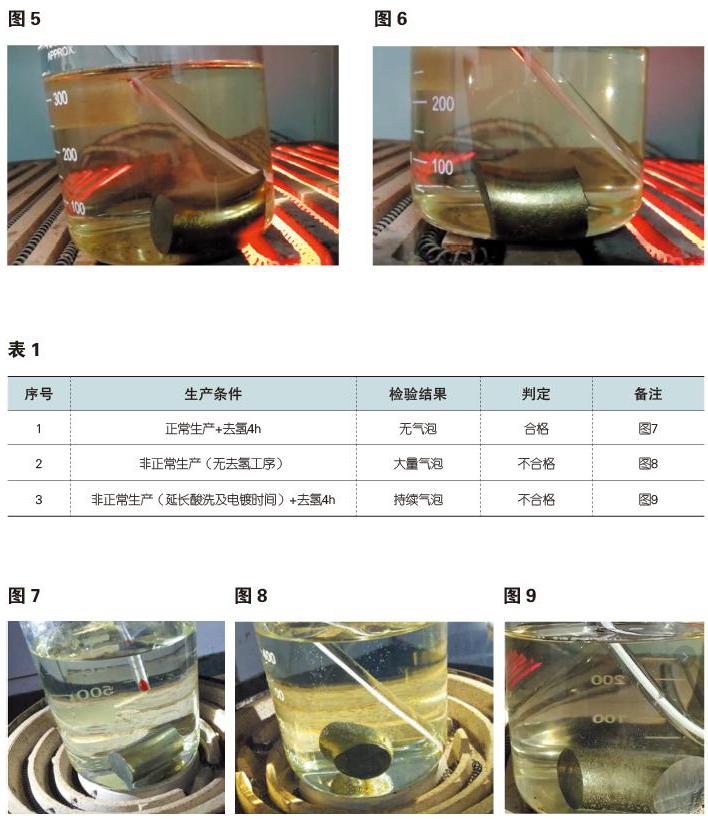
在上述同一零件上取样,经清洁并烘干后置于120±10℃凡士林中加热3~5分钟,观察气泡产生及逸出情况。试验过程中在产品表面出现大量气泡逸出(见图5)。而同样试验条件下,另外批次产品的样件未出现气泡(见图6)。
2.3 不同生产条件对比试验检测结果
取同一型号产品,按照正常生产条件、非正常生产条件状态(①取消去氢工序②延长酸洗时间30min,延长电镀时间15min),用气泡法检测结果如表1:
通过上述试验,可以发现,a、产品中的含氢情况可通过气泡法观察出来;b、酸洗时间和电镀时间会影响产品渗氢程度。
3 气泡法试验方法
气泡法是指将清洁并烘干的被测件置于180±10℃适量的石蜡(或者120±10℃硅油或凡士林)中加热3~5分钟,观察气泡产生及逸出情况,由此判断产品含氢情况:
a.如样品中有密集、连续气泡逸出并时间较长(加热3分钟仍有气泡逸出);说明样品中含氢或是含氢量较高,该批产品判定可疑或者不合格。如3分钟后仍未看到有气泡逸出,说明样品中不含氢或是含氢量极低,该批产品判定可接收。
b.因产品未清洗干净或表面处理材料会在加温初期形成个别气泡(初放样品时的气泡)或者粘附在产品表面上较长时间而不上升的气泡,为无效气泡,该批产品判定可接收。
c.若产品放入加热至规定温度的溶液中保温3分钟内有少量气泡,但3分钟后无气泡逸出,该批产品判定可接收。
4 应注意的问题
4.1 待检产品应用汽油、酒精等清洗剂清洗、冲洗、烘干处理,确认表面不存在污染物并且是干燥的。
4.2 因溶液使用时间较长或产品未清洗干净而带入溶液的杂质,造成溶液透光率下降至不足原溶液的75%左右時会影响观察,需定期更换溶液;
4.3 该方法仅可以判别产品中是否含有氢,但是无法判别单位体积氢含量,试验过程中出现大量气泡的现象不代表就会100%出现氢脆断裂的问题,但可以明确该状态下,氢脆断裂的风险大大提高,针对判定为可疑或者不合格的产品,应谨慎对待。
5 结语
气泡法操作简单、用时短、成本低,其试验结果目前没有形成统一规范的技术要求,可作为减小氢脆风险的一个参考依据。建议使用该方法进行试验时,不断地补充完善,形成本公司内控标准,甚至是行业规范。
参考文献:
[1]GB/T3098.17 紧固件机械性能 检查氢脆用预载荷试验 平行支撑面法.
[2]孙升.螺栓氢脆检测方法及标准分析.航天标准化 2011年第1期.
[3]陈昌达.40CrNiMoA钢螺栓断裂原因分析《理化检验(物理分册)》.2011.
猜你喜欢
科学与生活(2021年15期)2021-01-14
装备维修技术(2019年3期)2019-09-10
科学与技术(2019年20期)2019-05-07
中国化工贸易·中旬刊(2018年8期)2018-10-21
中国科技纵横(2018年1期)2018-01-31
中国科技纵横(2017年22期)2018-01-04
科技创新导报(2016年27期)2017-03-14
山东工业技术(2016年6期)2016-03-15
中国机械(2015年3期)2015-10-21
建筑工程技术与设计(2014年33期)2014-10-21