
折叠盒侧翼皮壳装置设计及实施分析
2019-07-11 18:50庹明珠
今日印刷 2019年7期
庹明珠
由于目前折叠盒的生产不能在现有皮壳机上生产,不能对皮壳进行全面的包边,并且包边一般在15mm以下,无法满足人们对这类产品日益增长的要求。东莞市晟图印刷设备有限公司为服务印刷行业,结合市场的需求,于2016年年底成功研发折叠盒侧翼皮壳装置,并在行业展会上成功推出。该装置主要配置在晟图机械全自动皮壳机上,可成功代替人工30~35人,为印刷企业大大节约劳动成本;可以全面满足折叠生产需求,可实现半包边、全包边等要求;采用该装置生产皮壳损耗低,大大节约材料成本;采用该装置定位精准度小于0.5mm。
引言
随着我国印刷包装行业的不断发展,以往简单的礼品包装盒已经远远不能满足市场的需求。不同的消费者都逐渐提高了对包装的需求,创新设计、结构创新、绿色环保等逐步成为客户们的普遍要求。对于礼品包装盒来说,空间的节约便是其对于环保最大的贡献。设计出可折叠纸盒不仅大大缓解了仓库储存压力,在运输环节也更加便捷。所以近年来可折叠纸盒得到了快速的发展,产品升级迭代趋势明显。这对包装印刷企业来说,也是一个巨大商机。
然而,如何自动化生产折叠侧翼皮壳成为了生产折叠盒的最大难题。折叠盒是由外皮壳和两个侧翼皮壳组成。外皮壳可以用自动皮壳机完成,然而,两个侧翼皮壳,变化万千,通常是由4块三角形灰板和一块长方形灰板组成;包边方式也分为全包、半包和部分包边。4块三角灰板厚度不一,有300G白卡、350G灰卡等,再加上两边三角形灰板厚度和中间长方形厚度不一致,所以即使采用人工生产,难度也非常之大。
东莞市晟图印刷设备有限公司(以下简称晟图机械)为服务印刷行业,结合市场的需求,于2016年年底,成功研发折叠盒侧翼皮壳装置,一经在行业展会上推出,便受到市场瞩目。
该装置主要配置在晟图机械全自动皮壳机上,该装置可代替人工30~35人,大大为印刷企业节约劳动成本;可以全面满足折叠生产需求,可实现半包边、全包边等要求;采用该装置生产皮壳损耗低,大大节约材料成本;采用该装置定位精准度小于0.5mm。
折叠盒侧翼皮壳装置技术设计方案
与现有技术相比,可折叠盒皮壳全包边装置结构简洁,只要对底台板、全包成型板等工作部位按要求进行设置,就可以完成全幅面的包装要求,解决了现有皮壳机不能对皮壳全包新颖设计进行包装的缺憾,具有万能性强、方便使用等优点,美化了产品外观,提高了产品质量和工作效率,节约了人力及成本。
晟图机械团队经过不断改进和调整,确定了如下技术设计方案:
折叠盒侧翼皮壳装置,包括底台板,底台板的一侧设置有第一挡板,另一侧设置有第二挡板,第一挡板和第二挡板上均安装有小推手导向固定板,小推手导向固定板上安装设置有小推手以及小推手导向槽块,小推手导向槽块通过螺钉固定安装在小推手导向固定板上,并且安装有复位弹簧,底台板的一侧设置有安装在气缸固定座两侧的导向块,其顶部端面安装有全包成型板,导向块的内侧下端面安装有气缸固定座,气缸固定座上安装有气缸,所述气缸连接全包成型板。
以上为可折叠盒皮壳全包边装置的具体装置图,如图1所示。
折叠盒侧翼皮壳装置附图设计说明
折叠盒侧翼皮壳装置具体实施方式。
结合图1~3,对可折叠盒皮壳全包边装置的技术方案作详细的描述。显然,图1~3中的实施案例仅仅是该可折叠盒皮壳全包边装置的一部分。
参阅图1~3,一种可折叠盒皮壳全包边装置,包括底台板1,底台板1的一侧设置有第一挡板2,底台板1的另一侧设置有第二挡板3,第一挡板2和第二挡板3上均安装有小推手导向固定板4,第一挡板2和第二挡板3上均开设有供小推手导向固定板4滑行的滑槽,小推手导向固定板4在第一挡板2和第二挡板3上自由滑行,气缸12推动全包成型板8在导向块9上滑行,在动力的驱动下,小推手7平面向前推动,将直立90°的皮壳封面待包部分的封面推倒、压紧,实现折叠盒皮壳全包的两侧短边的包边工艺,小推手导向固定板4的上表面设置有小推手导向槽块5,小推手导向槽块5通过螺钉固定安装在小推手导向固定板4上,小推手导向槽块5上安装有复位弹簧6,小推手7由于复位弹簧6的作用力回到原始位置,底台板1的一侧设置有导向块9,导向块9安装在底台固定座10上,底台固定座10上开设有供导向块9滑行的滑槽,导向块9的顶部端面安装有全包成型板8,导向块9的内侧下端面安装有气缸固定座11,气缸固定座11上安装有气缸12,气缸12连接全包成型板8,全包成型板8通过气缸12在导向块9上滑行,当预包边的折叠盒皮壳平面放置在底台板1上以后,底台板1上设有的吸盘吸住皮壳,底台板1下行,在第一挡板2和第二挡板3的作用下,皮壳封面待包部分的封面会直立成90°状,气缸12工作,气缸12推动全包成型板8在导向块9上滑行,使得全包成型板8推动小推手7运动,在动力的驱动下,大包边刀带动小推手7平面向前推动,将直立90°的皮壳封面待包部分的封面推倒、压紧,实现折叠盒皮壳全包的两侧短边的包边工艺,底台板1继续下行至第二个全幅面包边装置的位置时,全包成型板8在气缸12的作用下,装皮壳封面待包部分的封面推到、并粘到灰板上,实现全幅面的包装工艺。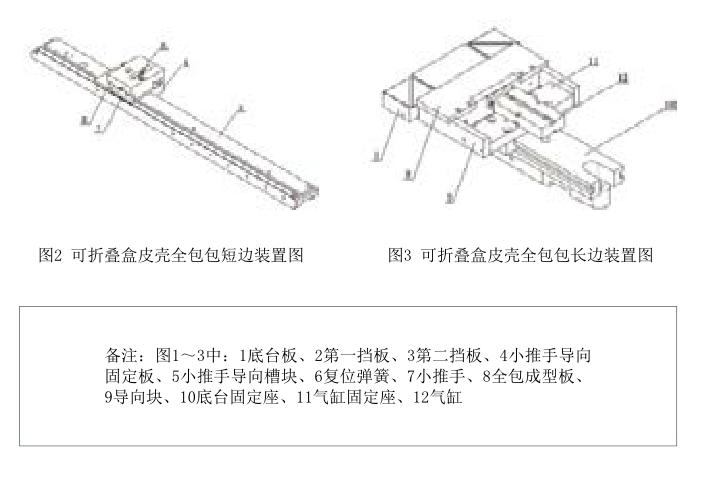
当预包边的折叠盒皮壳平面放置在底台板1上以后,底台板1上设有的吸盘吸住皮壳,底台板1下行,在第一挡板2和第二挡板3的作用下,皮壳封面待包部分的封面会直立成90°状,气缸12工作,气缸12推动全包成型板8在导向块9上滑行,使得全包成型板8推動小推手7运动,在动力的驱动下,大包边刀带动小推手7平面向前推动,将直立90°的皮壳封面待包部分的封面推倒、压紧,实现折叠盒皮壳全包的两侧短边的包边工艺,底台板1继续下行至第二个全幅面包边装置的位置时,全包成型板8在气缸12的作用下,装皮壳封面待包部分的封面推到、并粘贴到灰板上,实现全幅面的包装工艺。
结论与展望
本文结合晟图机械全自动皮壳机的工艺特点,自主创新设计了一种折叠侧翼皮壳装置。目前该装置已经广泛应用于包装企业,如在国际奢侈品品牌LV、古驰等商品折叠盒包装中,80%均由晟图该装置生产,并且获得了国内外一致好评。而在国内生产的折叠盒厂家,同样有80%采用晟图设备,另外有少部分还在采用手工生产。
作者单位:东莞市晟图印刷设备有限公司
猜你喜欢
动漫界·幼教365(大班)(2023年1期)2023-05-30
城市道桥与防洪(2021年6期)2021-07-13
老友(2020年12期)2020-12-28
机械设计与制造(2020年9期)2020-09-15
实用口腔医学杂志(2019年4期)2019-08-22
当代水产(2018年12期)2018-05-16
山东工业技术(2017年10期)2017-05-31
福建轻纺(2016年8期)2016-10-16
设备管理与维修(2015年2期)2015-12-25
汽车实用技术(2014年10期)2014-02-20
