
U形复合材料蜂窝夹层结构成型技术研究
2019-09-05 13:40姚丽瑞
科技与创新 2019年11期
姚丽瑞

摘要:分析了U形复合材料蜂窝夹层结构的特点和工艺难点,通过对工艺方案、共胶接工艺参数优化和内蒙皮铺叠过程中铺叠预处理和铺叠防滑移处理,提高零件成型质量。结果表明,在成型U形复合材料蜂窝夹层结构时,选择先成型外蒙皮,再将蜂窝与内蒙皮一起共胶接成型的工艺方案,成型的外蒙皮成型质量好,内蒙皮与蜂窝共胶接成型不容易出现缺陷。共胶接工艺选择加压0.2 MPa同时全程抽真空,既能提供足够的共胶接成型压力,又能保证蜂窝不产生滑移和塌陷等缺陷;在内蒙皮铺叠过程中采用铺叠预处理及铺叠防滑移处理能有效防止内蒙皮产生褶皱和滑移等缺陷。
关键词:复合材料;蜂窝夹层;工艺;成型技术
中图分类号:V261
文献标识码:A
DOI: 10.15913/j.cnki.kjycx.2019.11.043
复合材料比强度、比刚度高,是目前航空航天重要的结构及功能材料[l]。复合材料夹层结构具有密度小、弯曲刚度大、抗失稳能力强、隔热隔音等优点,因此在航空航天非主承力结构上得到了广泛应用[2]。蜂窝夹层结构复合材料是目前所知的最节省材料、具有最大的强度重量比的一种结构性材料。与实心材料相比,蜂窝夹层结构复合材料使用的有效材料仅为被替代材料的l% - 5%,它是一种用料省、耗能小的极具潜力的轻质材料[3]。
1
U形蜂窝夹层结构特点及工艺难点
1.1 结构特点
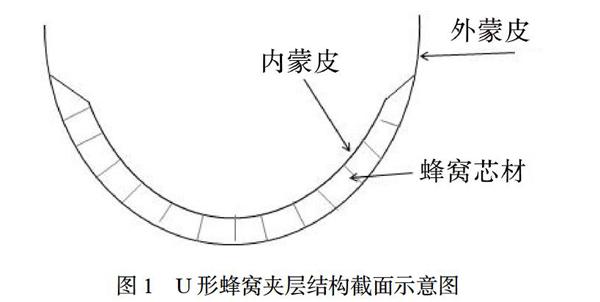
U形蜂窝夹层结构由外蒙皮、内蒙皮及蜂窝芯组成,外蒙皮、内蒙皮材料为ZT7G/LT-03A碳纤维单向带环氧预浸料,蜂窝芯材为NRH-2-48芳纶纸蜂窝。U形蜂窝夹层结构截面如网1所示。
1.2 工艺难点
在U形复合材料蜂窝夹层结构制造过程中,容易出现脱粘、铺层褶皱、蜂窝滑移等缺陷[4],为了使蜂窝区板一芯胶接质量良好的同时,保证板一板胶接区域的胶接质量,需要在保证蜂窝不滑移的前提下,对U形蜂窝夹层结构外蒙皮及内蒙皮进行充分加压,因此工艺方案的选择非常重要。
为保证蜂窝区不产生滑移和塌陷,且最大程度对蒙皮区域进行加压,工艺参数的选择非常重要。
U形蜂窝夹层结构内蒙皮在蜂窝上及U形结构底部容易褶皱和滑移,产生缺陷,如何控制内蒙皮在成型过程中的褶皱及滑移,也是一个工艺难点。
2 工艺方案选择
U形蜂窝夹层结构要保证蜂窝区板一芯胶接质量良好的同时,还要保证板一板胶接区域的胶接质量。由于U形蜂窝夹层结构的外蒙皮一般为气动面,因此选择先成型外蒙皮,再将蜂窝与内蒙皮一起共胶接成型的工艺方案。该工艺方案的优点是外蒙皮成型质量好、内蒙皮与蜂窝共胶接成型不容易出现缺陷。
热压罐复合材料成型需工装保证零件的尺寸及成型质量,因此复合材料模具的设计制造对产品质量影响较大[5]。在成型外蒙皮时,采用金属阳模成型,在内蒙皮与蜂窝共胶接过程中,采用阴模成型,将固化好的外蒙皮先放人U形阴模中,然后将蜂窝、胶接和内蒙皮依次铺放,封装后进入热压罐成型。
3 工艺参数选择
热成型工艺参数的选择对整个零件的固化过程影响非常大[6-8]。工艺参数包括成型压力、温度、固化时间及升降温速率等,其中压力的选择十分重要,在胶接共固化时,需要选择合适的成型压力,在不造成蜂窝的滑移和塌陷的前提下,最大程度地对零件进行加压。
选用ZT7G/LT-03A碳纤维单向带环氧预浸料及底角为17。的NRH-2-48芳纶纸蜂窝进行工艺试验,采用不同工艺参数进行共胶接成型,结果如表1所示。
从表1可以看出,加压0.3 MPa时,由于压力过大,共胶接过程中产生的侧向分力导致蜂窝发生滑移或塌陷。加压O.1 MPa时,预浸料在热成型过程中压力较小,预浸料包裹的气体和树脂固化过程中产生的挥发份等无法排出从而导致无损检测发现孔隙缺陷。而加压0.2 MPa并抽真空时,共胶接过程能够提供预浸料足够的成型压力,同时又没有产生蜂窝滑移和塌陷。而加压0.2 MPa不抽真空,预浸料包裹的气体和树脂固化过程中产生的挥发份无法通过抽真空路径排出,所以存在内蒙皮孔隙缺陷。
4 内蒙皮铺叠
U形蜂窝夹层结构内蒙皮在蜂窝上及U形结构底部容易褶皱和滑移,产生缺陷。一般在内蒙皮铺叠过程中,采用铺叠预处理及铺叠防滑移处理。
鋪叠预处理是为减少因预浸料铺叠过程中包裹的气体不易排出而造成的缺陷,选择在预浸料铺叠过程中,对预浸料铺层进行多次抽真空操作。根据对比试验,内蒙皮铺叠时每层抽真空20 min与每四层抽真空20 min相比,能有效减少内蒙皮的缺陷。
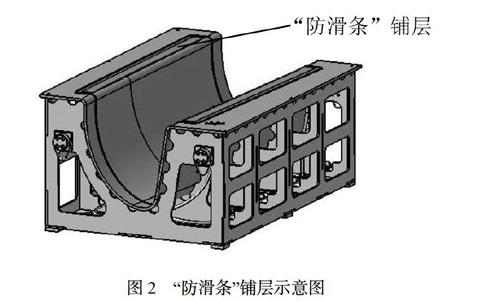
铺叠防滑移处理是在内蒙皮铺叠时,将内蒙皮铺叠尺寸加宽,在模具余量区域形成“防滑条”铺层,以减少内蒙皮滑移同时减小U形蜂窝夹层结构的变形,如图2所示。
5 结论
在成型U形复合材料蜂窝夹层结构时,选择先成型外蒙皮,再将蜂窝与内蒙皮一起共胶接成型的工艺方案。该工艺方案的优点是外蒙皮成型质量好,内蒙皮与蜂窝共胶接成型不容易出现缺陷。共胶接工艺选择加压0.2 MPa,同时全程抽真空,既能够提供足够的共胶接成型压力,又能保证蜂窝不产生滑移和塌陷等缺陷。在内蒙皮铺叠过程中采用铺叠预处理及铺叠防滑移处理,能有效防止内蒙皮的褶皱和滑移。
参考文献:
[1]赵渠森,郭恩明.先进复合材料手册[M].北京:机械工业出版社.2003.
[2]袁超,邱启艳.复合材料泡沫夹层结构翼尖小翼成型技术研究[J].科技与创新,2019 (6): 62-63.
[3]袁超.复合材料蜂窝夹层结构J形梁共固化成型技术研究[J].科技与创新,2018( 22):102-103,105.
[4]闫恩玮,杨绍昌.U型蜂窝夹芯前缘制造技术研究[J].航空制造技术,2017( 17): 80-83.
[5]袁超,程文礼.复合材料闭角结构零件分体脱模技术研究[J].科技与创新,2019 (8): 80-81.
[6]陈蔚,成理,叶宏军,等.Nomex蜂窝夹层复合材料的成型工艺研究[J].玻璃钢/复合材料,2017 (7): 70-73.
[7]郑义珠,顾轶卓,孙志杰,等.Nomex蜂窝夹层结构真空袋共固化过程蜂窝变形[J].复合材料学报,2009,26 (4): 29-35。
[8]袁超,张明.复合材料蜂窝夹层结构方向舵二次胶接成型技术研究[J].科技与创新,2019(7):92-93.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
科学与财富(2020年4期)2020-05-06
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
纺织导报(2015年8期)2015-12-31
轻兵器(2015年14期)2015-09-10
国外科技新书评介(2015年5期)2015-07-29
