
造孔剂对陶瓷cBN磨具结构与性能的影响
2019-09-06 02:12吕升东刘宏伟郑师光姜滨
超硬材料工程 2019年3期
吕升东,刘宏伟* ,郑师光,姜滨*
(1.沈阳中科超硬磨具磨削研究所,辽宁沈阳 110179;2.沈阳海默数控机床有限公司,辽宁 沈阳 110179)
磨具通常包括普通磨具和超硬材料磨具两大类, 超硬材料磨具是以金刚石、立方氮化硼(cBN)等超硬材料为磨料制成的磨具[1]。金刚石的硬度高于cBN,但cBN的热稳定性(1200℃)和化学稳定性比金刚石的热稳定性(900℃)和化学稳定性好,cBN不易与铁元素发生作用,并且陶瓷cBN磨具具有磨削锋利、磨削力小、生产效率高、使用寿命长、保形性好等优点[2-4],是理想的高速、高效和高精度的磨削工具[5],因此非常适合用来加工各种金属和合金材料。陶瓷磨具的三要素是磨料、结合剂、气孔。气孔在磨削时对陶瓷cBN磨具起容屑和排屑作用,并可容纳冷却液,有助于磨削热量的散逸。为满足某些特殊加工要求,气孔内还可以浸渍某些填充剂,如硫磺和石蜡等,以改善磨具的使用性能[6],因此气孔对磨具结构与性能具有非常重要的影响。
陶瓷cBN磨具一般是模压成型,在成型和烧结过程中可以形成小的天然气孔,但这些气孔是随机的,数量、形状、大小与分布都是不可控的,因此需要在配料混料过程中加入适量的造孔剂,实现气孔的人为调控。典型的造孔剂为软木粉、核桃壳粉、焦炭粒和聚合物材料等,这些物质可以在低温下通过受热挥发、升华或在较高温燃烧的生胚中除去,形成气孔。陶瓷cBN磨具常用的造孔剂是萘,其可通过在约80℃的低温下升华而被去除。但萘是致癌物质,而且具有强烈的刺激性气味,这意味着生产场所的员工及附近的居民都会受到影响,身体健康会受到侵害。尽管采取了相应复杂且昂贵的保护设施,但仍然不能完全去除萘造成的污染及危害。国内外曾多次寻找萘的替代产品,然而这种尝试经常以失败而告终,因为这些替代材料常常出现各种问题,不具有造孔剂需要的特性,成型后低回弹。为了得到混料时易均匀分散,与液体润湿体系相匹配的低膨胀倾向,在配方体系中稳定,以及在焚烧时发出的热量少,焚烧后无残留[7]的聚合物作为造孔剂,本实验选取了四种聚合物,标记为A、B、C、D作为造孔剂,其中A是一种新型生物降解材料,具有良好的生物可降解性,使用后能被自然界中的微生物完全降解,最终生成二氧化碳和水;B是一种无毒环保的材料,有质轻、价廉、易于成型等优点;C常用于制作农用、食品及工业包装用薄膜、电线电缆包覆及涂层、合成纸张等;D是一种安全无毒、用途广、效果好、用量少的理想食品添加剂。这几种聚合物在完全燃烧时只生成二氧化碳和水,无刺激性气味,不产生有害气体,在烧结后的陶瓷cBN磨具中无残留。A、B、C、D的焚烧分解温度各不相同:D<B<A<C,相互之间相差至少 20℃,C 的分解温度低于750℃,A、B、C、D混合使用会增加聚合物焚烧分解的温度区间,实现聚合物在较大时间的间隔焚烧分解,缓和聚合物分解时产生气体对生胚造成损坏。因此,本实验使用聚合物A、B、C、D及以上聚合物的混合物记为ABCD作为造孔剂,研究造孔剂种类和含量对陶瓷cBN磨具结构与性能的影响规律。
1 实验
1.1 原料
实验所用原料有四类:cBN磨料、陶瓷结合剂、辅助材料和造孔剂。
(1)磨料:cBN。
(2)陶瓷结合剂:分析纯的氧化硅、氧化铝、硼酸、碳酸钙、氢氧化锂、碳酸钠、碳酸钾。
(3)辅助材料:糊精液,环氧树脂胶。(4)造孔剂:聚合物 A、B、C、D。
1.2 样品制备
将分析纯的氧化硅、氧化铝、硼酸、碳酸钙、氢氧化锂、碳酸钠、碳酸钾按照一定比例混合均匀,在1400℃高温下预熔,然后经水淬、干燥、破碎、球磨后过筛,制成具有一定粒度的低温陶瓷结合剂玻璃粉料。将该玻璃料与cBN磨料、造孔剂、糊精液混合均匀。弯曲试样压制成35mm×6mm×6mm长方体试验样条(c),干燥后,按照设定的温度曲线进行烧成。拉伸试样压制成断裂宽度9mm的8字形样条(a),干燥后,按照设定的温度曲线进行烧成。陶瓷cBN磨具(b)压制成 Φ305mm×Φ205mm×5mm圆环,干燥后,按照设定的温度曲线进行烧成,用环氧树脂将该圆环粘接在基体上,放入干燥箱中烘干后修整备用。
1.3 结构与性能检测
用阿基米德排水法测定试样的显气孔率。采用CMT4304型电子多功能试验机测定试验样条的三点弯曲强度。采用日立S-4800扫描电镜观察试验样条断面形貌。以机器人零件为试件,采用沈阳海默数控机床有限公司生产的双端面磨床进行磨削实验,测定磨具磨削性能,采用泰勒接触式Surtronic25型粗糙度仪观测磨削后机器人零件的表面形貌。

图1 试样及磨具简图Fig.1 Sample and abrasive tools
2 结果与讨论
2.1 造孔剂对试验样条气孔率的影响
图2为不同种类聚合物造孔剂加入不同质量分数时的气孔率。

图2 不同种类聚合物造孔剂加入不同质量分数时试样的气孔率Fig.2 Porosity of the sample when different kinds of polymer pore formers were added with different mass fractions
由图2可以看出:随着加入聚合物造孔剂质量分数的增加,试样的气孔率逐渐增大。不同种类聚合物
2.2 造孔剂对试验样条力学性能的影响
图3为不同种类聚合物造孔剂加入不同质量分数时试样的拉伸强度。

图3 不同种类聚合物造孔剂加入不同质量分数时试样的拉伸强度Fig.3 Tensile strength of the sample when different kinds of polymer pore formers were added with different mass fractions
由图3可以看出:随着加入聚合物造孔剂质量分数的增加,试样的拉伸强度逐渐减小。不同种类聚合物造孔剂在加入相同质量分数时,试验样条拉伸强度不同,在加入相同质量聚合物造孔剂时试验样条拉伸强度C>ABCD>A>D>B。C对试样拉伸强度的降低最小,当C的质量分数从0%增加到8%时,试样拉伸强度由 22.5MPa 下降到 20.5MPa,下降 2MPa。ABCD对试样的拉伸强度降低幅度略大于聚合物C,当ABCD的质量分数从0%增加到8%时,试样的拉伸强度由 22.5MPa 下降到 20MPa,下降 2.5MPa。聚合物 A对试样的拉伸强度影响较为明显,当A的质量分数从0%增加到8%时,试样的拉伸强度由22.5MPa下降到19MPa,下降3.5MPa。聚合物D对试样拉伸强度降低明显,当D的质量分数从0%增加到8%时,试样的拉伸强度由22.5MPa下降到 16.25MPa,下降 6.25MPa。聚合物B对试样拉伸强度的降低最为明显,当B的质量分数从0%增加到8%时,试样的拉伸强度由 22.5MPa 下降到 15.5MPa,下降 7MPa。总体来看试样在加入相同质量造孔剂时,C对试样伸强度降低最小,ABCD混合物对试样拉伸强度降低与C相差不大,A、B、D对试样拉伸强度降低较为明显。
2.3 试验样条断面形貌分析
图4为不同种类聚合物在加入质量分数为6%时试样的断面形貌,图4中颜色较暗的黑色部分为气孔。

图4 不同聚合物在加入6%质量分数时试验样条的断面形貌Fig.4 Sectional morphology of test strips when different polymers were added at 6%by mass
从图4中可以看出,聚合物D的造孔效果最为显著,但气孔孔径分布分散,有个别较大气孔存在,聚合物ABCD造孔效果较为显著,气孔孔径分布均匀,气孔位置分布均匀,聚合物C的造孔效果最差,有个别较小气孔存在,聚合物B造孔效果较差,但气孔位置分布比较均匀,聚合物A造孔效果也较差,气孔分布不均匀且有个别小气孔存在,聚合物C造孔效果也较差,气孔孔径分布不均,有较多小气孔存在。因此,聚合物ABCD的造孔效果最佳。
2.4 磨削实验结果分析
试验所用机床为沈阳海默数控机床有限公司生产的双端面磨床;以机器人零件为加工对象,磨削方式采用顺磨。冷却液采用5%水基乳化液,磨削工艺参数选取磨具转速为1200r/min,工件进给速度为3mm/min,切深采用 0.2mm。
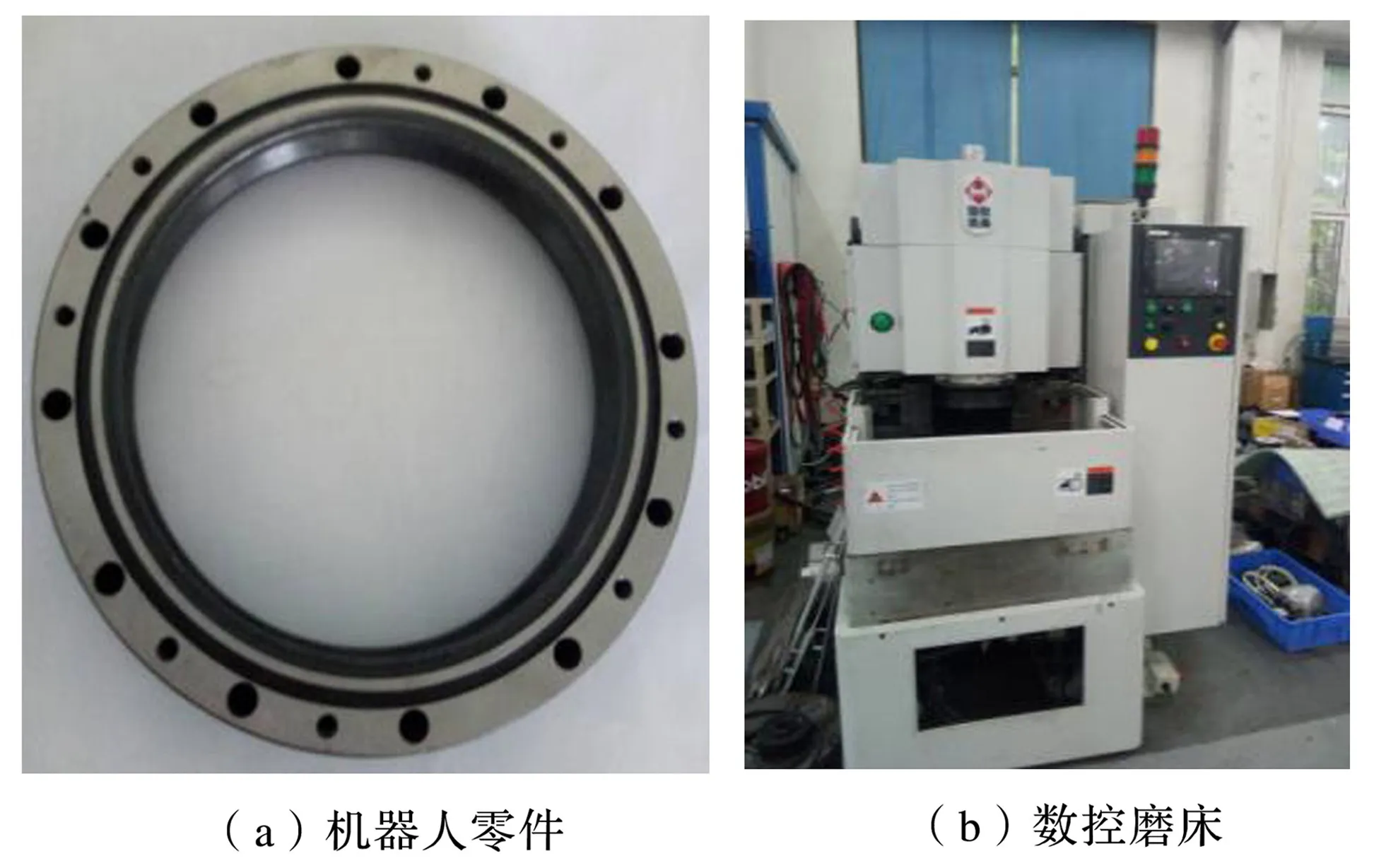
图5 机器人零件及海默数控机床双端面磨床Fig.5 Robot parts and the Haimo CNC machine tool double end grinding machine
表1是不同聚合物在加入6%质量分数时磨具加工检测参数,由表1可知,磨具A的平行度较差,为0.004μm,平面度较差,为0.003μm,磨削节拍较慢,为每件15秒,修整周期较长,为1250件,工件表面粗糙度较大,Ra为0.1760μm。磨具B的平行度较差,为0.005μm,平面度较差,为0.004μm,磨削节拍较慢,为每件14秒,修整周期较短,为800件,工件表面粗糙度Ra较大,为0.1846μm。磨具C的平行度较好,为0.003μm,平面度较差,为0.002μm,磨削节拍较慢,为每件17秒,修整周期较长,为1400件,工件表面粗糙度Ra较小,为0.1611μm。磨具D的平行度较差,为0.004μm,平面度较差,为 0.003μm,磨削节拍最快为每件11秒,修整周期较短,为980件,工件表面粗糙度Ra较大,为0.1774μm。磨具 ABCD的平行度较好,为 0.002μm,平面度较好,为0.001μm,磨削节拍较块,为每件12秒,修整周期较长,为1500件,工件表面粗糙度Ra较小,为0.1584μm。

表1 不同聚合物在加入6%质量分数时磨具加工检测参数Table 1 Abrasive tool processing parameters of different polymers when adding 6%mass fraction
图6为不同聚合物在加入6%质量分数时磨具磨削机器人零件表面效果。

图6 不同聚合物在加入6%质量分数时磨具磨削机器人零件表面效果(×50)Fig.6 Surface effect of grinding grinding robot parts with adding 6%mass fraction for different polymers(×50)
由图6可以看出磨具A磨削后的机器人零件粗糙度较大,表面没有刀花,磨具B磨削后的机器人零件粗糙度较大,表面刀花较多,磨削纹路杂乱,磨具C磨削后的机器人零件粗糙度较小,表面刀花较少,磨具D磨削后的机器人零件粗糙度较大,表面有轻微刀花,磨具ABCD磨削后的机器人零件粗糙度较小,表面刀花较少。
3 结论
(1)聚合物D的造孔效果最为显著,但试样拉伸强度降低较明显;聚合物C对试样的拉伸强度降低最小,但造孔效果不明显;聚合物B对试样拉伸强度度降低最大,造孔效果不明显;聚合物A对试样拉伸强度降低较小,造孔效果不明显;聚合物ABCD的混合物对试样拉伸强度降低较小,造孔效果显著,是理想的造孔剂。
(2)聚合物D试样气孔较大,气孔孔径及分布不均;聚合物A、C试样气孔较小,气孔位置不均,存在个别小气孔;聚合物B试样气孔较小,孔径分布均匀;聚合物ABCD试样气孔较大,气孔孔径均匀,气孔分布均匀。
(3)磨具A磨削后的工件平行度较差,平面度较差,磨削节拍较慢,修整周期较长,工件表面粗糙度较大。磨具B磨削后的工件平行度较差,平面度较差,磨削节拍较慢,修整周期较短,工件表面粗糙度较大。磨具C磨削后的工件平行度较好,平面度较差,磨削节拍较慢,修整周期较长,工件表面粗糙度较小。磨具D磨削后的工件平行度较差,平面度也较差,磨削节拍最快,修整周期较短,工件表面粗糙度较大。磨具ABCD的平行度较好,平面度也较好,磨削节拍较快,修整周期较长,工件表面粗糙度较小。
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14
表面技术(2022年2期)2022-03-03
模具制造(2021年6期)2021-08-06
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
科学与财富(2018年31期)2018-01-02
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
中华建设科技(2017年3期)2017-05-05
中华建设科技(2017年2期)2017-04-14
