
高等级生丝的抱合质量控制
2019-09-27 02:51陈绍雄李国芳蒋小葵周盛波俞凌云张后兵潘璐璐
纺织科技进展 2019年9期
陈绍雄,李国芳,蒋小葵,周盛波,俞凌云,张后兵,潘璐璐
(1.宁南县南丝路集团谊兴丝业有限责任公司,四川 凉山615400;2.成都海关技术中心,四川 成都610041;3.重庆海关技术中心,重庆400020;4.杭州海关丝类检测中心,浙江 杭州310012)
抱合是指组成生丝的茧丝之间互相胶着的牢固程度[1].目前国内外主要采用杜泼浪型抱合机(Duplan)测试生丝的抱合,其原理是模拟丝织生产中钢筘对经线的反复摩擦,以丝条摩擦到规定的分裂程度时的往复摩擦次数表示生丝的抱合质量测试结果,摩擦次数越多抱合越好,丝条承受外力摩擦破坏的能力越强,因此目前抱合实质是指生丝承受外界摩擦而不分裂的能力[2].随着高速织机的迅猛发展,织造速度越来越快,生丝的摩擦程度也随之增大,对生丝抱合质量的要求也越来越高,抱合质量更加受到用户的高度关注.在近年的国际丝绸论坛及国际丝检技术研讨会上,以欧洲为代表的高端用户对我国生丝的抱合质量极为不满,认为"中国生丝抱合质量日益下降,现在已经找不到可直接用作经线的中国生丝了".生丝抱合差有两种表现方式,一是抱合普遍差,另一种是部分丝条抱合差,高端用户反映的抱合差主要是第二种情况(见表1).
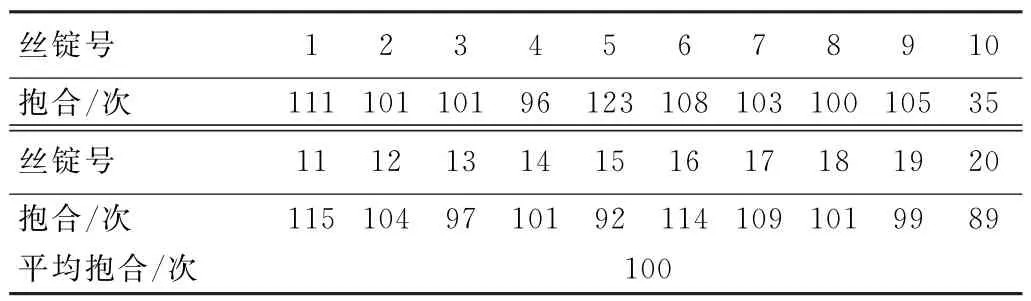
表1 抱合检验结果实例
用户关心的是有无经受不住加工摩擦的低抱合丝条,因为丝条是单独承受各种摩擦的,只要丝批中存在经受不住加工摩擦的低抱合丝条,对用户而言,丝批的抱合质量就有问题,哪怕平均抱合次数很高,也是无济于事的,对目前采用的平均抱合的影响也十分有限.表1清楚地说明了这个问题,虽然10号丝锭的抱合结果仅为35次,但平均抱合仍然高达100次.
随着我国生丝主要品质指标的大幅提高,高端用户对抱合质量的不满越来越明显,四川作为高等级生丝的主产区,有必要解决好生丝中的低抱合问题,以维护四川生丝品牌形象,扩大高端出口市场.
1 生丝抱合机理分析
生丝是由数根茧丝相互抱合并借丝胶粘合而成的[3],每根茧丝又是由2根单丝平行粘合而成,每根单丝的中间为丝素纤维,外围是丝胶.而丝素纤维又是由50~100根细纤维经丝胶粘合而成,丝素是由排列整齐和排列不整齐但密集的两类肽链组成的蛋白质,具有一定强力而不溶于水的特性;丝胶对丝素起着保护和胶粘作用,黏合细纤维成单丝,黏合单丝成茧丝,抱合茧丝成生丝.丝胶在一定的工艺条件下具有膨润和凝固的性能,制丝生产就是利用丝胶的这个性能将茧丝并合胶着成生丝[4].正是丝胶黏合力使得生丝具有良好的抱合力,如果丝胶减少或被破坏将导致抱合力下降[5].进入21世纪后,我国制丝装备取得了突破,先进高效的自动缫丝机取代了效率低下的立缫机.自动缫丝机缫丝速度快,丝条张力大、结构紧密、丝鞘作用强,按照现行标准检验抱合次数很高.但自动缫丝机缫丝时用工少,细节管理没有原立缫做得仔细,容易出现部分丝条抱合很差的低抱合疵点[6],因此生产和检验中对抱合控制的重点应当从平均抱合转向低抱合,以预防和杜绝制丝生产中低抱合疵点产生.
2 产生低抱合疵点因素分析
影响生丝抱合的因素很多,重点分析了影响生丝低抱合的原因,即只要找出生产中严重影响抱合的非正常因素即可.当前我国制丝生产已全部采用自动缫丝机,自动缫丝机最大的优势是自动化程度高、生产效率高、用工少,也就是每个工人看管的车台绪数多,由此也产生了一些容易产生低抱合疵点的因素,如果生产中不注意相关的细节管理,容易出现低抱合问题.结合近几年生产实际中的观察和检测机构对生丝抱合检测结果的统计分析,在自动缫生产中容易导致低抱合的因素主要有几个方面.
2.1 过夜鞘丝
过夜鞘丝就是经过一个晚上自然干燥的鞘丝.该鞘丝长度内的丝条大部分没有经过丝鞘的完全作用,丝条的结构不够紧密,尤其是瓷眼到绪下茧的茧丝是完全分散的,如果第二天不将其去除直接进行缫丝,尽管仍然通过了剩余部分的丝鞘,但由于丝胶已凝固,丝鞘的作用已无法改变其胶着状态,此段丝条的抱合是很差的,特别是瓷眼到绪下茧的茧丝呈分散的状态,完全没有抱合,也就是说抱合可能为"0"次.由于自动缫挡车工看管绪数多,一个挡车工看管60绪以上,去除过夜鞘丝需要较多的时间,常出现为了不影响有效工作时间,没有严格去除过夜鞘丝,导致了低抱合疵点的产生.
2.2 过夜绪下茧
立缫生产中,由于每个车台都有一只索绪锅,很容易获得高温水,对过夜绪下茧采用高温水浇透、浇白,使绪下茧丝胶充分膨润,恢复丝胶的黏性,从而确保抱合良好.自动缫生产中,由于索绪集中在车头,相对来说难以获得高温水,由此产生了过夜绪下茧丝胶没有充分恢复黏性就缫丝的问题,对生丝抱合产生不利影响.蒋小葵、周盛波等[7]的研究结果表明,过夜绪下茧缫制的生丝抱合低至10多次,最高也仅有60多次,可见对用作经线的高等级生丝的危害是显著的.
2.3 缫剩过夜茧的使用
缫剩过夜茧经过一个晚上的存放,丝胶性能有所改变,通过再次索理绪又溶解掉一部分胶着性能好的丝胶,因此缫剩过夜茧的丝胶胶着性能比正常茧子差一些,如果集中使用缫剩过夜茧缫丝,对生丝抱合产生不利影响.蒋小葵、周盛波等的研究结果表明,用100%的缫剩过夜茧缫制生丝,抱合平均成绩仅在80来次,会造成高等级生丝因抱合而降级.
2.4 慢速缫丝问题
目前的自动缫丝机具有慢速运转的功能,以方便生产中准备工作有序进行,但是,在使用慢速运转功能时,由于缫丝速度过慢,缫丝张力太小,丝鞘的作用大打折扣,对抱合必然产生不利影响.
2.5 丝鞘长度过短问题
自动缫缫丝速度快,缫丝张力比较大,丝鞘的作用比较强,正常生产时丝鞘长度稍短也不至于产生低抱合疵点,但丝鞘长度过短会对生丝的抱合产生不利影响.
实际生产中产生的低抱合疵点可能是多因素共同作用的结果[8].根据蒋小葵、周盛波等的研究结果表明,过夜绪下茧缫丝是导致低抱合疵点的最大单一非正常因素,用100%的过夜茧在慢速缫丝功能下采用2 cm短丝鞘缫制生丝,产生低抱合疵点的概率几乎达到100%,因此,在实际生产中往往需要注意多因素共同作用产生低抱合疵点危害生丝品质.
3 低抱合疵点的预防及改进措施
3.1 注意保护丝胶胶着性能
从生丝抱合机理可知,丝胶对丝纤维的粘合发挥着主要作用,因此在整个制丝生产过程中都要注意保护丝胶的胶着性能,发挥丝胶的粘合作用.过夜鞘丝及过夜茧之所以抱合质量差,根本原因就是在外界环境作用下,其丝胶发生变性,黏合力下降.慢速缫丝及短丝鞘也是由于作用在丝条上的张力不够,导致茧丝间相互挤压粘合不够,造成抱合松散.在制丝生产中应将确保丝胶具有良好的胶着性能作为保证生丝抱合质量的重中之重加以控制.
3.2 煮茧是提高生丝抱合成绩的关键
煮茧能够改变丝胶的性质,通过适当的煮茧工艺,将茧层内中外丝胶充分膨润适当膨化,增加丝胶的弹性和黏性,在茧丝聚合成生丝时达到良好的抱合成绩.
煮茧工艺中,蚕茧只有充分吐水,才能确保在蒸煮过程中蒸汽能量进入蚕茧中内层,达到充分煮熟的目的.宁南县南丝路集团谊兴丝业有限责任公司针对宁南原料茧层率超过50%的特征,通过工艺对比测试,在吐水环节中,采用101~102℃,蒸煮温度98~100℃,丝胶溶失率控制在4.5%~5.5%,在煮茧环节中保证了丝胶充分膨润,适当溶解,以便缫制过程中发挥好"胶水"作用[9],因此才能确保生丝良好的抱合成绩及稳定性.从2016-2018年,共商检生丝570批,平均抱合成绩105次.从生丝使用效果来看,生丝浸渍(泡丝)后的抱合成绩的稳定性才是客户最为关注的,从客户反馈信息来看,抱合成绩优秀,所生产的生丝能够满足高档绸缎经线要求.
3.3 车头索绪工艺
严格执行索绪"四定"工艺,尤其是索绪温度及茧量的控制.索绪茧由缫丝无绪茧、索理绪无绪茧、新茧组成,每类蚕茧丝胶性能不同,因此需要的蒸汽能量不同,索绪锅高温区、低温区要达到相应的工艺条件并保持稳定.结合原料特征,索绪温差控制在7℃以上.在索锅中的蚕茧要保证充分的自由度,使蚕茧受热均衡,丝胶膨润膨化一致,在缫丝中聚合成生丝后丝胶黏性良好.旧茧的丝胶主要由难溶丝胶组成,有旧茧为主聚合成的生丝抱合与新旧茧搭配均匀聚合成的生丝抱合有显著差别,因此要在车头工艺管理中生产管理人员重视新茧补充周期的设置,摸索出合理的新茧补充量,按照设定的工艺参数执行,尽量减少手动控制茧量,达到新旧茧搭配稳定.
3.4 严格过夜鞘丝及过夜茧的处理茧
每天清晨开班时应将每绪的过夜鞘丝拉掉,换上新鞘丝.对于绪下过夜茧,则用一定温度的缫丝汤将其充分膨润,拉掉过夜茧表层绪丝,绪下添配新茧缫制生丝.制丝生产中尽量注意热茧热缫,不留过缫剩茧过夜,即或不得已留有缫剩茧,第二天开班时将缫剩过夜茧分批少量逐次加入索绪锅内,与新茧搭配使用.蒋小葵、周盛波等的研究结果表明,缫剩过夜茧加入一半正常茧缫制生丝,其平均抱合成绩达到97.8次,抱合质量明显改善.不过,生产高档生丝时,最好将过夜绪下茧、缫剩过夜茧等丝胶胶着性能差的茧子剔出,单独缫制低档生丝,以免数量不多的过夜茧影响全批生丝的抱合质量,得不偿失.
3.5 防止多因素共同出现对抱合的危害
过夜茧、短丝鞘长度、慢速缫丝3种非正常生产因素共同出现,必将造成低抱合产生,在生产中要严禁出现.加强生产现场巡回,保持始终丝鞘长度在12~14 cm,使用慢速功能上下丝小 时快下快上,坚决禁止集中使用过夜茧缫制生丝.控制好小、大丝片回潮率,保护好丝胶性能,防止丝胶脆裂.前后缫生产中,生丝过丝道光滑,减少摩擦力.这样才能有效控制低抱合疵点产生,提高生丝整体抱合质量水平.
4 结语
宁南县南丝路集团谊兴丝业有限责任公司经过几年的实践探索,在煮茧、车头关系到茧丝丝胶膨润膨化方面下功夫,精细生产现场管理,严格预防与改进措施,有效杜绝了生产中低抱合疵点的产生,目前生丝平均抱合成绩达到106次,平均等级达到5A75,生丝品质达到高档绸缎经线用丝要求,出口到欧洲高端市场,满足了国内外高端用户对生丝抱合质量的要求.
猜你喜欢
装备制造技术(2022年6期)2022-10-02
四川蚕业(2022年1期)2022-06-06
轻纺工业与技术(2021年9期)2021-12-31
北方蚕业(2021年3期)2021-10-23
福建茶叶(2020年11期)2020-12-22
生物工程学报(2020年1期)2020-03-12
四川蚕业(2020年4期)2020-02-10
现代纺织技术(2018年1期)2018-01-18
中国纤检(2016年9期)2016-11-02
儿童故事画报(2016年6期)2016-07-14
