汽车仪表板储物盒热流道大型注塑模设计
2019-10-28 07:12张维合邓成林
中国塑料 2019年10期
冯 婧,张维合,邓成林
(1.广东科技学院机电工程学院,广东 东莞 523000;2.东莞市模人科技有限公司,广东 东莞 523000)
0 前言
在汽车内饰件中,仪表板是集安全性、舒适性及装饰性于一体的部件。仪表板总成主要由上、下仪表板本体、除霜风道、出风口、组合仪表护罩、储物盒、手套箱、中控面板和烟灰缸等零件组成。本文设计了一套汽车仪表板储物盒注塑模具,在成型零件、侧向抽芯机构、脱模系统和温度控制系统设计方面均有所创新,彻底解决了同类塑件一直存在的黏定模、脱模困难和成型周期长等问题。
1 塑件外观要求与结构分析

(a)主视图 (b)E-E剖视图 (c)F-F剖视图 (d)立体图图1 汽车仪表板储物盒零件图Fig.1 The handschuhkasten of automobiles
图1所示为某款汽车仪表板储物盒零件图,材料为聚甲基乙撑碳酸酯(PPC),收缩率取1.2 %[1]。PPC是以二氧化碳和环氧丙烷为原料合成的一种完全可降解的环保型塑料,主要性能为耐低温。仪表板储物盒是汽车最重要的内饰件之一,最大外形尺寸为:362.9 mm×274.6 mm×457.5 mm。塑件技术要求及结构特点如下:(1)外观面要求极高,不允许有斑点、浇口痕迹、收缩凹陷、熔接痕和飞边等成型缺陷,外观夹线处不允许起级。(2)外观面需蚀皮纹,外侧面(又称A面)的脱模斜度不得小于5 °。(3)结构复杂,加强筋较多,内、外侧面共有4个大面积倒扣,分别为S1、S2 、S3和S4,脱模较困难。
2 模具结构分析
储物盒的内表面为外观面,不允许有推杆痕迹,因此由定模模成型,外表面由动模成型,成型塑件对定模包紧力较大,模具需要解决塑件黏定模的问题。储物盒为大型塑件,浇注系统采用热流道,由2点开放式热嘴转冷流道侧进胶。侧向抽芯分别采用“滑块+斜导柱”、“ 油缸+滑块”和“斜顶+斜推杆”等侧向抽芯机构。 模具详细结构见图2。

1—定模固定板 2—定模A板 3—定模镶件 4—热流道板 5—热射嘴压板 6—一级热射嘴 7—侧向抽芯 8—锁紧块9—斜导柱 10—弹簧 11—挡块 12—动模镶件 13—动模B板 14—动模型芯 15—脱模油缸 16—推件固定板17—推件底板 18—动模固定板 19—推柱 20—撑柱 21—斜导柱 22—挡块 23—弹簧 24—滑块 25—锁紧块26—二级热射嘴G1 27、28—楔紧块 29、32—流道凝料推杆 30—二级热射嘴G2 33—先复位弹簧 34—复位杆 35—硬块36—方铁 37—侧向抽芯 38—导柱 39—导套 40—斜抽芯 41—斜推杆 42导向块 43—斜推杆滑座 44—抽芯油缸(a)动模排位图 (b)A-A剖视图 (c)B-B剖视图 (d)热射嘴G1 (e)热射嘴G2 (f)先复位机构 (g)M处放大 (h)D向视图图2 汽车仪表板储物盒模具结构图Fig.2 The injection mold stracture of the handschuhkasten of automobiles
模具采用非标模架,外形尺寸为:1 200 mm×950 mm×1 160 mm,总质量约7 t,属于大型注塑模具[2]。
2.1 成型零件设计
模具定、动模都采用镶拼结构。模具分型面高低落差较大,为保证受力平衡,注射时无侧滑趋势,型腔四周的分型面设计了互锁式止口定位,详见图3。
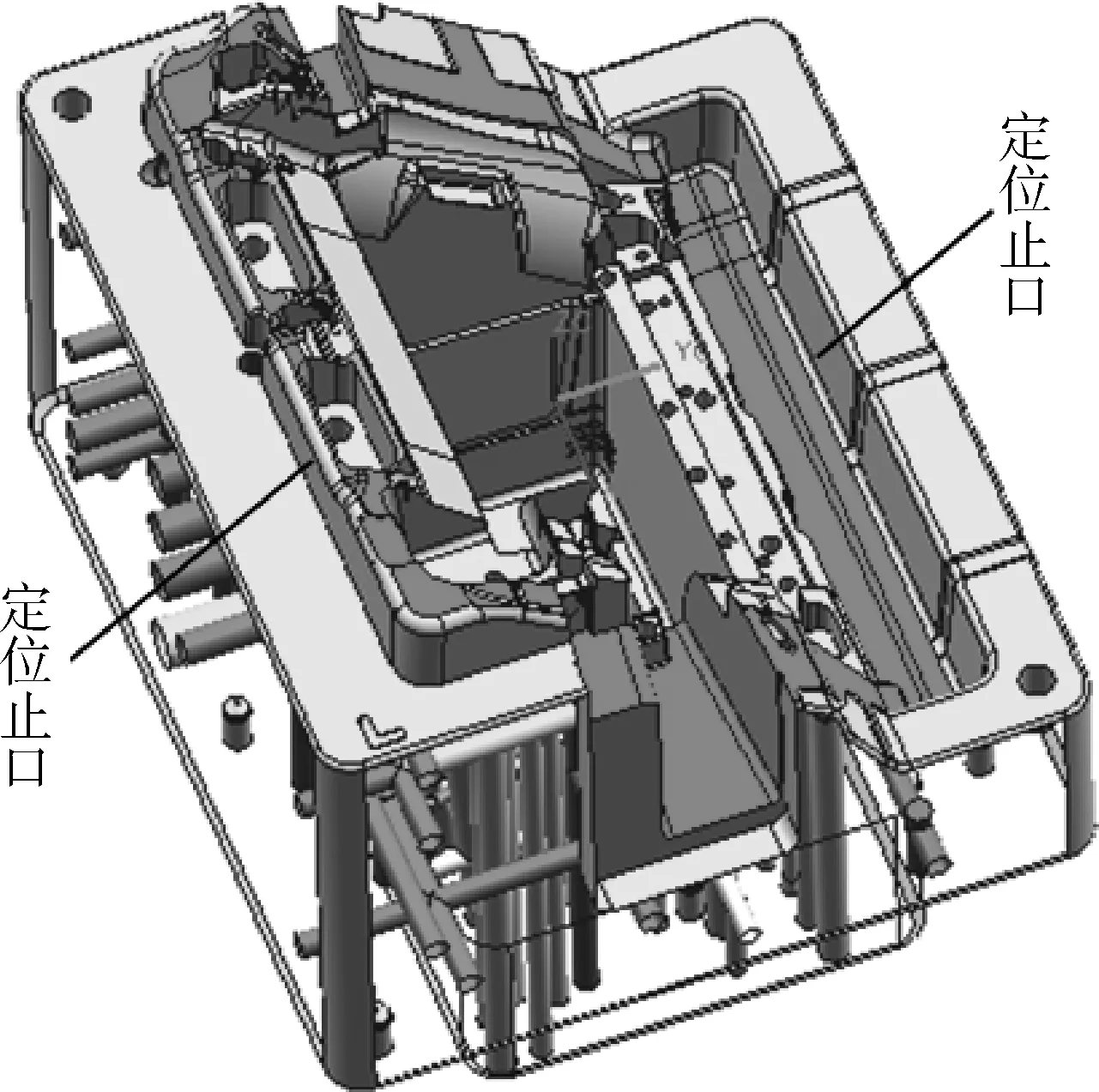
图3 分型面设计定位止口Fig.3 Design of parting surface
为了动模对成型塑件的拉力,本文在动模侧设计了多条加强筋增加拉力,在无法设计加强筋地方则设计倒扣纹或将推杆顶端磨出“Z”形倒扣,倒扣纹深度0.5~1 mm[3],这些措施成功解决了储物盒黏定模的问题。
模具使用寿命为30万次,出口到日本,因而材料采用SCM440。SCM440属于SCM类材料,为日本的CrMO系合金钢。模具定、动模镶件为同一种材料,为减小定、动模镶件之间的磨损,防止插烧,动模镶件的硬度必须比定模镶件小2 HRC左右。
2.2 导向定位系统设计
储物盒模具属于大型精密模具,导向定位必须可靠。为此模具在4个角上各设计了1支φ60 mm×550 mm的圆导柱,并设计了4个模架管位,详见图4。4支圆导柱安装在定模侧,这样方便塑件取出。为保证斜导柱和滑块安全复位,导柱的长度必须做到在斜导柱插入滑块前20 mm插入导套[4]。在汽车模具设计中,圆导柱前端要做一段单边5 °的斜度,导套长度等于导柱直径的1.5倍即可,导套用压板压住,导套压板材料用CR12淬火,既可做压板用,又可做承压板用。
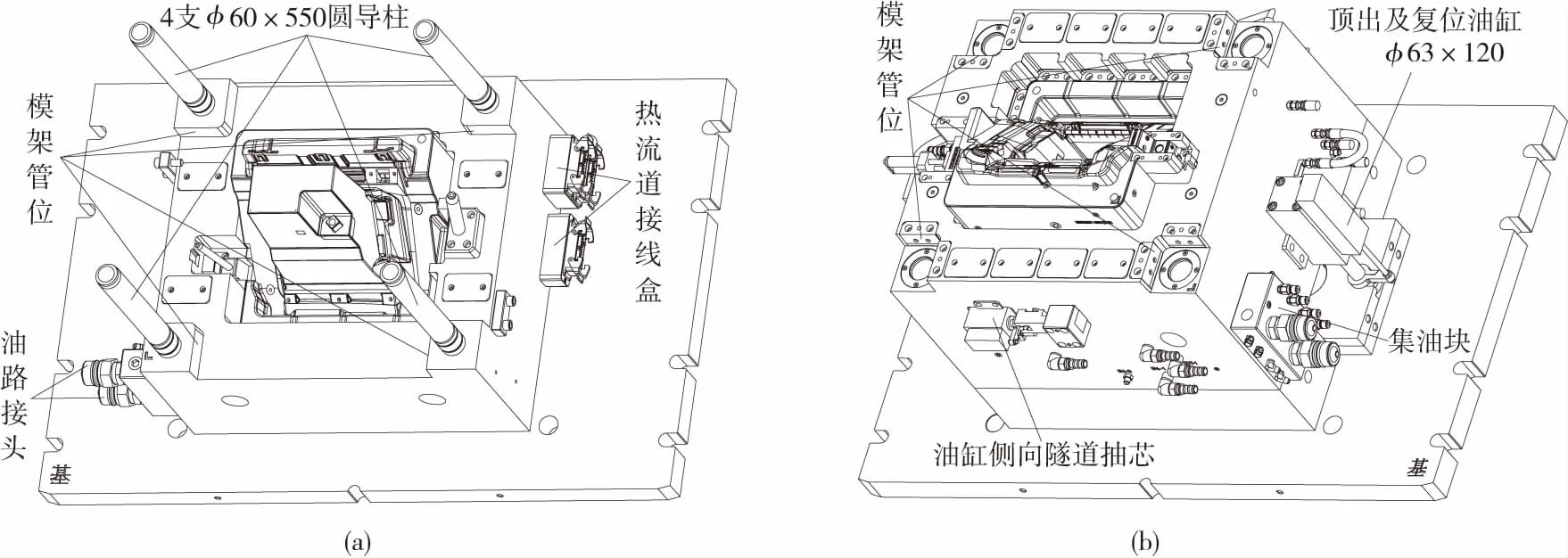
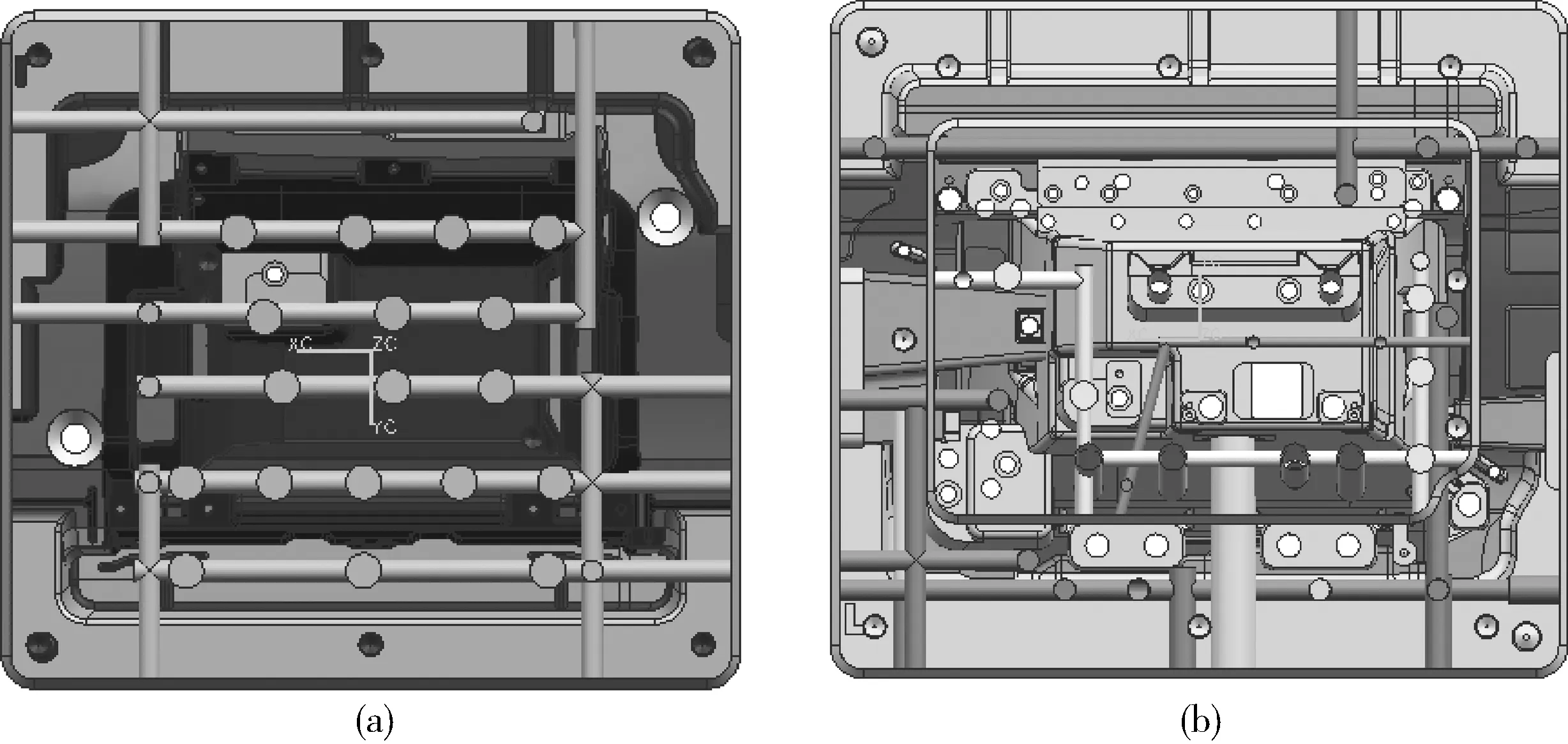
(a)定模立体图 (b)动模立体图图4 汽车仪表板储物盒模具导向定位系统Fig.4 The stereogram of molds
2.3 浇注系统设计
根据模流分析,模具采用2点开放式热流道转冷流道侧进胶的浇注系统。热流道浇注系统由一级热射嘴、热流道板和二级热射嘴组成,详见图5。热嘴区域以及热嘴正对着的动模区域,设计了冷却水来加强对热嘴区域的冷却,避免了塑件外观出现缺陷[5]。

(a)热流道浇注系统平面图 (b)热流道浇注系统立体图图5 两点开放式热流道浇注系统Fig.5 The hot runner gating system
2.4 侧向抽芯机构设计
侧向抽芯机构是本模具最重要的核心结构之一。针对塑件外侧的倒扣S1,S2,模具采用了“滑块+斜导柱+弹簧”的抽芯机构,抽芯方向见图2(c)。倒扣S4采用 “斜顶杆+斜顶”的抽芯结构,详见图2(b)。塑件外侧面倒扣S3由于受塑件结构限制,需进行隧道抽芯,模具采用了“滑块+油缸+锁紧块”的隧道抽芯结构,合模时利用油压和锁紧块的作用锁紧滑块进行注塑,注塑成型后、模具开模前,由油压的作用直接使滑块沿抽芯方向运动,使之脱离倒扣,详见图2(h)。汽车注塑模具这种结构较多,油缸缸径的选择与抽芯最大投影面积、锁紧块的斜度都有关系,一般可参照表1。
2.5 温度控制系统设计
模具的温度控制系统采用了“直通式水管+隔片式水井”的组合形式,详见图2和图6。这种组合形式是优先采用直通式水管,其次是采用隔片式水井。其优点是塑件冷却均匀,成型周期短,成型质量高,适用于塑件精度与外观要求高的模具[6]。缺点是过多的冷却水井会影响模具的强度。模具的斜顶长宽方向尺寸小于50 mm×50 mm,没有单独设计冷却水,但斜顶材料采用了导热性很好的铍铜,并在斜顶旁边设计了冷却水道。模具的侧向滑块由于和胶位接触面积较大,都设计了冷却水道对其进行重点冷却。
表1 油缸缸径、抽芯最大投影面积和锁紧面角度的关系
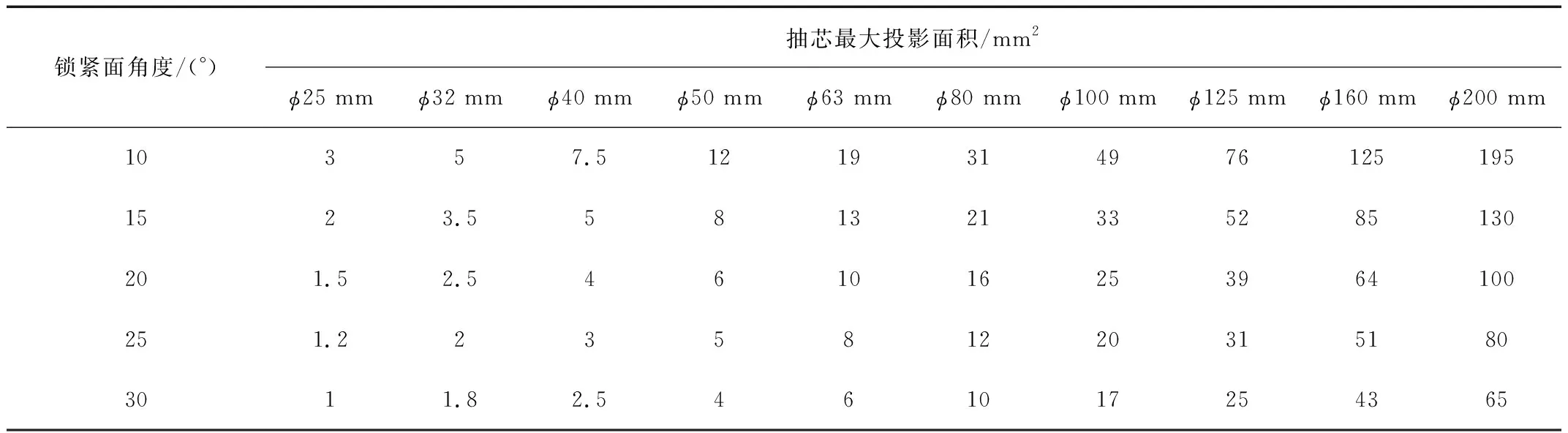
Tab.1 The relation between cylinder diameter, maximum projection area of core drawing and locking face angle
(a)定模冷却系统 (b)动模冷却系统图6 模具温度控制系统Fig.6 Temperature control system of molds
模具定模侧设计了2组冷却水路,动模设侧计了4组冷却水路,模具冷却水路纵横交错布置,方向与料流方向大致一致。模具的温度控制系统均衡且高效,有效保证了成型塑件尺寸精度和外观质量,注射周期为50 s,模具的劳动生产率提高了10 %。
2.6 脱模系统设计
模具采用“推杆+推块+斜顶+油缸顶出”组合脱模结构,详见图7。模具完成开模行程后,依靠推件推出塑件与流道,由于脱模力较大,推件固定板采用了两个液压油缸推动和拉回复位,油缸规格CSLA15C63N120W。因液压刚性较差,故推件固定板最终准确复位还必须依靠4支复位杆。本模具设计了2个φ63 mm×120 mm的油缸,依靠集油块油路串联布置,这样设计使油路设计做到了平衡,从而保证了模具顶出的平衡。油缸驱动推件的模具都不能采用复位弹簧,为保证分型面接触之前推件提前复位,模具设计了推杆先复位机构,在每一根复位杆的下面设计了一根弹簧[7],详细结构见图2(g)。

图7 汽车仪表板储物盒模具脱模系统Fig.7 The mould demoulding system
2.7 模具排气系统设计
排气系统设计不合理,会严重影响塑件的品质,出现诸如填充不满、困气、脱模不顺等成型缺陷,困气严重时还会烧焦塑件,故合理设计排气至关重要。汽车仪表板储物盒注塑模主要通过分型面、镶件接合面、推件与镶件之间的间隙排气,
其中分型面排气槽是主要的排气结构,开设在定模侧,加工方便,清除溢料方便,详见图8。分型面排气槽包括一级排气槽和二级排气槽,其中一级排气槽深0.05 mm,宽15 mm,排气槽与排气槽之间的距离应均匀合理,控制在60~80 mm之间。二级排气槽深1 mm,宽20 mm。

图8 汽车仪表板储物盒模具排气系统Fig.8 The exhaust system of molds
3 模具工作过程
熔体通过注塑机喷嘴,经一级热射嘴6进入热流道板4,再由二级热射嘴26、30进入模具型腔。熔体充满型腔后,经保压、冷却和固化,至足够刚性后,注塑机拉动模具的动模固定板18,模具从分型面Ⅰ处开模。在开模过程中,斜导柱9、21分别拨动滑块7、24进行侧向抽芯,抽芯油缸44拉动滑块37进行隧道抽芯。开模距离达到300 mm后,上下两个油缸15启动,推动推件底板17,推件底板推动各推杆、推块和斜推杆41,一边进行内侧向抽芯,一边将成型塑件推离动模。塑件由机械手取出后,油缸15拉动推件固定板及推件和斜顶复位,抽芯油缸44推动滑块37复位。接着注塑机推动动模合模,在合模过程中斜导柱9、21分别推动滑块7、24复位,模具开始下一次注射成型。
4 结论
(1)模具采用“推杆+斜顶+推块+油缸顶出”的脱模机构,解决了汽车仪表板储物盒大型塑件脱模困难问题;
(2)模具采用“油缸+滑块+锁紧块”的侧向隧道抽芯机构,且油缸是间接作用在锁紧块上的隧道抽芯,大大减小了模具的外形尺寸,解决了隧道抽芯难的问题;
(3)模具采用在动模侧设计加强筋和倒扣纹,成功解决了汽车仪表板储物盒黏定模的问题;
(4)模具通过采用均衡且高效的“直通式水管+隔片式水井”温度控制系统,大大提高了塑件的尺寸精度,成型周期50 s,降低了10 %;
(5)模具投产至今,运行平稳安全,成型塑件各项指标均达到了设计要求。
猜你喜欢
工程塑料应用(2022年4期)2022-04-23
装备维修技术(2020年3期)2020-11-20
读与写·中旬刊(2020年7期)2020-10-23
健康必读·下旬刊(2020年9期)2020-09-13
兵器知识(2019年10期)2019-11-04
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年5期)2018-01-19
中央民族大学学报(自然科学版)(2017年2期)2017-06-11